Hors ligne
Paramètres de palette
Largeur de l’espace
La largeur de l’espace (mm) entre les cartons. Valeur recommandée : 10–20 mm.
Définir une largeur d’espace minimale permet d’éviter les collisions lorsque les cartons sont serrés. Les causes courantes de collisions incluent des dimensions ou des poses inexactes des cartons reconnus.
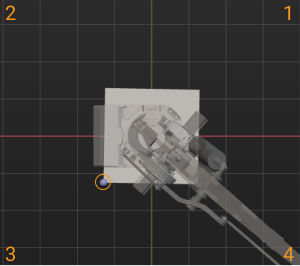
Coin prioritaire
Ce paramètre spécifie le coin de la palette sur lequel les cartons sont palettisés en premier.
| Paramètre | Description | Illustration |
|---|---|---|
OO |
Lorsque la palette est en position initiale, le coin de palette situé dans le troisième quadrant observé en vue de dessus. |
|
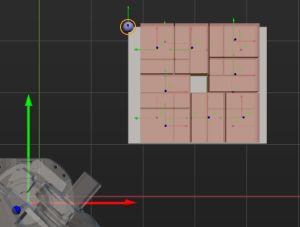
OY |
Basé sur OO, le coin de la palette dans la direction Y positive du repère du robot. |
|
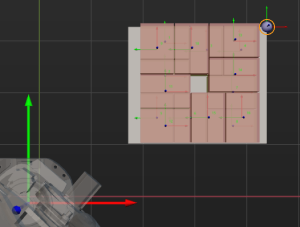
XY |
Le coin obtenu en translatant le coin OO de la palette le long des axes X et Y positifs du repère du robot. |
|
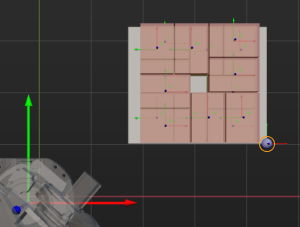
XO |
Basé sur OO, le coin de la palette dans la direction X positive du repère du robot. |
|
Méthode hors ligne
Meilleur ajustement |
Adapté aux scénarios où les dimensions des cartons varient fortement. Le schéma de palettisation finalement planifié est moins ordonné que ceux obtenus avec les trois autres méthodes. |
Par pile |
Diviser les cartons en différentes piles selon une règle spécifiée (généralement les modèles ou les dimensions). Les cartons appartenant à la même pile peuvent être triés selon une règle spécifiée. |
Par couche |
Le concept de couche sera introduit. Les cartons de mêmes dimensions seront placés sur la même couche. Si la couche ne peut pas être constituée uniquement de cartons de mêmes dimensions, la couche sera divisée en quatre sections, et chaque type de carton sera placé sur une section distincte. |
Par lots |
La palettisation d’un SKU ne peut commencer qu’après l’achèvement de la palettisation d’un autre SKU. Dans des scénarios de chargement par AGV, cette méthode peut réduire efficacement le nombre de déplacements de l’AGV. |
Quatre SKU |
Applicable à la palettisation mixte de quatre spécifications de cartons. |
|
Indice de la palette actuelle hors ligne
Description : Indiquer l’indice de la palette actuellement consultée.
Longueur minimale du carton
Lorsque la longueur d’arête du carton lue à partir d’un ordre hors ligne est inférieure à cette valeur, une alerte s’affiche.
Lorsque les cartons sont relativement petits, le temps de planification pour la palettisation mixte hors ligne sera plus long. Le réglage de ce paramètre permet d’éviter un temps de calcul excessif dû à un ordre saisi par erreur.
Orientation des cartons
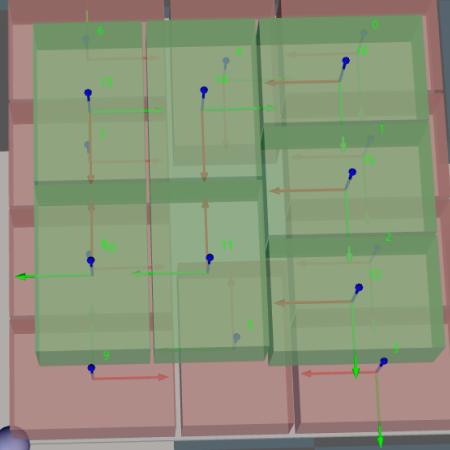
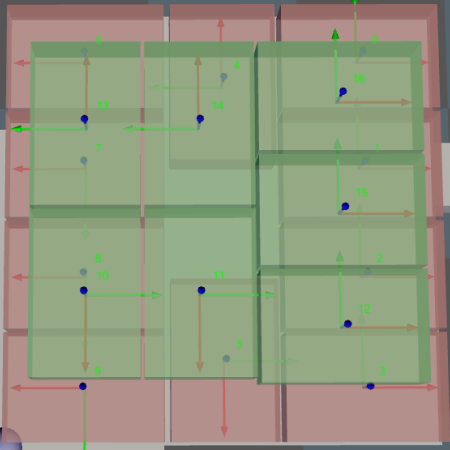
Lorsque la Méthode hors ligne est réglée sur Quatre SKU, ce paramètre sert à ajuster l’orientation des axes des cartons. Lorsque Par défaut est sélectionné, les orientations ne sont pas spécifiées. Après avoir sélectionné Vers l’intérieur ou Vers l’extérieur, vous pouvez choisir l’axe X ou Y du repère du carton pour l’orienter vers l’intérieur ou vers l’extérieur de la palette.
L’axe rose dans la figure ci-dessous est l’axe X.
Axe X orienté vers l’intérieur |
Axe X orienté vers l’extérieur |
|
|
Vérification de la stabilité
Dans un schéma de palettisation, le taux de support correspond au pourcentage de la surface totale de contact entre la face inférieure d’un carton et les faces supérieures des cartons de la couche inférieure, rapporté à sa propre surface inférieure. S’il existe un schéma de palettisation dans lequel le taux de support d’un carton est inférieur au « taux de support minimal » défini, il est considéré comme instable et sera écarté Il est important de noter que le « taux de support minimal » est uniquement utilisé pour filtrer les résultats de schémas de palettisation.
Enregistrement et lecture du schéma de palettisation
Enregistrer le résultat hors ligne
Enregistrer le schéma de palettisation actuel dans le fichier. Après la définition du « chemin d’enregistrement du résultat hors ligne », le fichier de schéma de palettisation sera généré automatiquement dans le dossier spécifié.
Lire le résultat hors ligne
Si ce paramètre est sélectionné, le logiciel lira directement le résultat de schéma de palettisation enregistré à partir du « chemin de lecture du résultat hors ligne » sélectionné et ignorera les réglages d’entrée actuels tels que les ordres, les algorithmes et les paramètres.
Paramètres par pile
Étiquette en bordure
L’étiquette du carton est apposée sur la face du bord de largeur. La face du bord de largeur est orientée vers l’extérieur pour un balayage ultérieur.
Diviser la pile de manière uniforme
Ce paramètre affecte le schéma de palettisation.
Si les piles de cartons diffèrent fortement en hauteur, il est recommandé de scinder les piles contenant le plus de cartons en plusieurs piles plus courtes afin de rendre la surface supérieure de l’ensemble aussi plane que possible. Cette stratégie aide à abaisser le centre de gravité de l’ensemble et à améliorer la stabilité lors de la manutention.
Placer par couche
Ce paramètre affecte l’ordre de palettisation.
Lors du calcul de l’ordre de palettisation, commencer par placer les cartons de la couche plus courte avant ceux des couches plus hautes. Cela aide à éviter les situations où une pile de cartons est placée tandis que d’autres restent en attente, empêchant les collisions entre les cartons tenus et ceux déjà placés.
Paramètres par couche
Centrer les cartons
Une fois ce paramètre sélectionné, le logiciel aura tendance à rassembler les cartons au milieu de la palette pour la palettisation.
Si ce paramètre n’est pas sélectionné, le logiciel tentera de remplir l’ensemble de la palette, ce qui assure une répartition uniforme des cartons et maximise l’utilisation de l’espace.
Ajuster la taille du bloc
Une fois ce paramètre sélectionné, le logiciel ajustera la taille du bloc pour réduire la largeur des espaces et augmenter l’utilisation de l’espace.
S’il y a une petite quantité d’un certain type de carton dans l’ordre, ne pas sélectionner ce paramètre peut éviter des espaces excessifs entre les cartons de la couche supérieure, maintenant ainsi le schéma de palettisation stable.
Pourcentage de dépassement
Dans le processus de calcul du schéma de palettisation, le pourcentage de dépassement fait référence au rapport entre la longueur de dépassement autorisée du carton supérieur par rapport à la couche actuelle et le petit côté du carton, lorsqu’une nouvelle couche d’empilement est posée sur la couche en cours.
Si le carton A est placé sur la couche supérieure, le pourcentage de dépassement correspond alors au rapport entre la longueur de dépassement autorisée du carton supérieur au-delà de la zone correspondante de la couche inférieure et le petit côté du carton A. Si ce pourcentage est trop élevé, le carton pourrait ne pas bénéficier d’un support suffisant de la couche inférieure.
Pourcentage minimal d’utilisation de la surface du bloc
Lors de l’utilisation du schéma de palettisation optimal, on observe fréquemment qu’un bloc reste partiellement non rempli, ce qui peut être dû à deux raisons. Premièrement, même avec le schéma optimal, il est difficile de remplir complètement le bloc. Par exemple, si le bloc représente 10,8 fois la surface d’un carton. Deuxièmement, il peut ne pas y avoir suffisamment de cartons. Dans un tel scénario, en ajustant ce paramètre, vous pouvez garantir que le pourcentage d’utilisation de surface de tous les blocs du schéma de palettisation est au moins égal à la valeur définie. Le taux d’utilisation de surface pour chaque bloc n’est généralement pas censé être très faible, il est donc recommandé de conserver la valeur par défaut à 0 %.
Paramètres par lots
Vérifier les étiquettes vers l’extérieur
Ce paramètre est uniquement utilisé pour la vérification du schéma de palettisation et n’inclut pas le calcul du schéma. Les multiples solutions de schémas de palettisation obtenues seront inspectées, et seules celles où toutes les étiquettes des cartons sont orientées vers l’extérieur seront conservées. Après inspection, il est possible que, dans les schémas obtenus, toutes les étiquettes ne soient pas orientées vers l’extérieur. Dans ce cas, le logiciel produira un schéma de palettisation vide, indiquant qu’une solution appropriée n’a pas été trouvée.
Profondeur de recherche
À mesure que la profondeur de recherche augmente, davantage de résultats de schémas de palettisation peuvent être obtenus, et théoriquement des schémas meilleurs peuvent être trouvés. Cependant, l’augmentation de la profondeur de recherche entraîne une augmentation correspondante du temps de calcul.
Il est recommandé de tester différentes profondeurs de recherche selon la situation réelle, en particulier les performances de l’ordinateur industriel.
Séquence de SKU fixée
Une fois cette option sélectionnée, palettiser selon l’ordre des SKU spécifié dans le fichier d’ordre hors ligne.
Lorsque cette option n’est pas sélectionnée, les cartons avec un SKU plus petit seront palettisés en premier.
Sommet ascendant
La sélection de ce paramètre garantit que la hauteur de la surface supérieure des cartons placés ultérieurement est supérieure ou égale à celle des cartons placés précédemment.
Temps maximal par branche
Définir une limite de temps pour les calculs de branche ; si le calcul de la branche dépasse cette limite, les résultats obtenus jusqu’à ce point doivent être considérés comme les résultats finaux, et les calculs ultérieurs doivent être arrêtés.
Fusionner les SKU
Paramètres d’évaluation
Lorsque la Méthode hors ligne est réglée sur Par lots, ce groupe de paramètres est utilisé pour trier et filtrer les schémas de palettisation faisables. En général, conserver les réglages par défaut.