Programme d’exemple 3: MM_S3_Vis_Path
Présentation du programme
Description |
Le robot déclenche l’exécution du projet Mech-Vision, puis obtient la trajectoire planifiée pour la prise et la dépose. |
||
File path |
You can navigate to the installation directory of Mech-Vision and Mech-Viz and find the file by using the |
||
Project |
Projet Mech-Vision
|
||
Prerequisites |
|
| Ce programme d’exemple est fourni uniquement à titre de référence. Avant d’utiliser le programme, veuillez le modifier en fonction du scénario réel. |
Description du programme
Cette partie décrit le programme d’exemple MM_S3_Vis_Path.
1: !-------------------------------- ;
2: !FUNCTION: trigger Mech-Vision ;
3: !project and get planned path ;
4: !Mech-Mind, 2023-12-25 ;
5: !-------------------------------- ;
6: ;
7: !set current uframe NO. to 0 ;
8: UFRAME_NUM=0 ;
9: !set current tool NO. to 1 ;
10: UTOOL_NUM=1 ;
11: !move to robot home position ;
12:J P[1] 100% FINE ;
13: !initialize communication ;
14: !parameters(initialization is ;
15: !required only once) ;
16: CALL MM_INIT_SKT('8','127.0.0.1',50000,5) ;
17: !move to image-capturing position ;
18:L P[2] 1000mm/sec FINE ;
19: !trigger NO.1 Mech-Vision project ;
20: CALL MM_START_VIS(1,0,2,10) ;
21: !get planned path from NO.1 ;
22: !Mech-Vision project; 2nd ;
23: !argument (1) means getting pose ;
24: !in JPs ;
25: CALL MM_GET_VISP(1,1,51,52,53) ;
26: !check whether planned path has ;
27: !been got from Mech-Vision ;
28: !successfully ;
29: IF R[53]<>1103,JMP LBL[99] ;
30: !save waypoints of the planned ;
31: !path to local variables one ;
32: !by one ;
33: CALL MM_GET_JPS(1,60,70,80) ;
34: CALL MM_GET_JPS(2,61,71,81) ;
35: CALL MM_GET_JPS(3,62,72,82) ;
36: !follow the planned path to pick ;
37: !move to approach waypoint ;
38: !of picking ;
39:J PR[60] 50% FINE ;
40: !move to picking waypoint ;
41:J PR[61] 10% FINE ;
42: !add object grasping logic here, ;
43: !such as "DO[1]=ON" ;
44: PAUSE ;
45: !move to departure waypoint ;
46: !of picking ;
47:J PR[62] 50% FINE ;
48: !move to intermediate waypoint ;
49: !of placing ;
50:J P[3] 50% CNT100 ;
51: !move to approach waypoint ;
52: !of placing ;
53:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
54: !move to placing waypoint ;
55:L P[4] 300mm/sec FINE ;
56: !add object releasing logic here, ;
57: !such as "DO[1]=OFF" ;
58: PAUSE ;
59: !move to departure waypoint ;
60: !of placing ;
61:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
62: !move back to robot home position ;
63:J P[1] 100% FINE ;
64: END ;
65: ;
66: LBL[99:vision error] ;
67: !add error handling logic here ;
68: !according to different ;
69: !error codes ;
70: !e.g.: status=1003 means no ;
71: !point cloud in ROI ;
72: !e.g.: status=1002 means no ;
73: !vision results ;
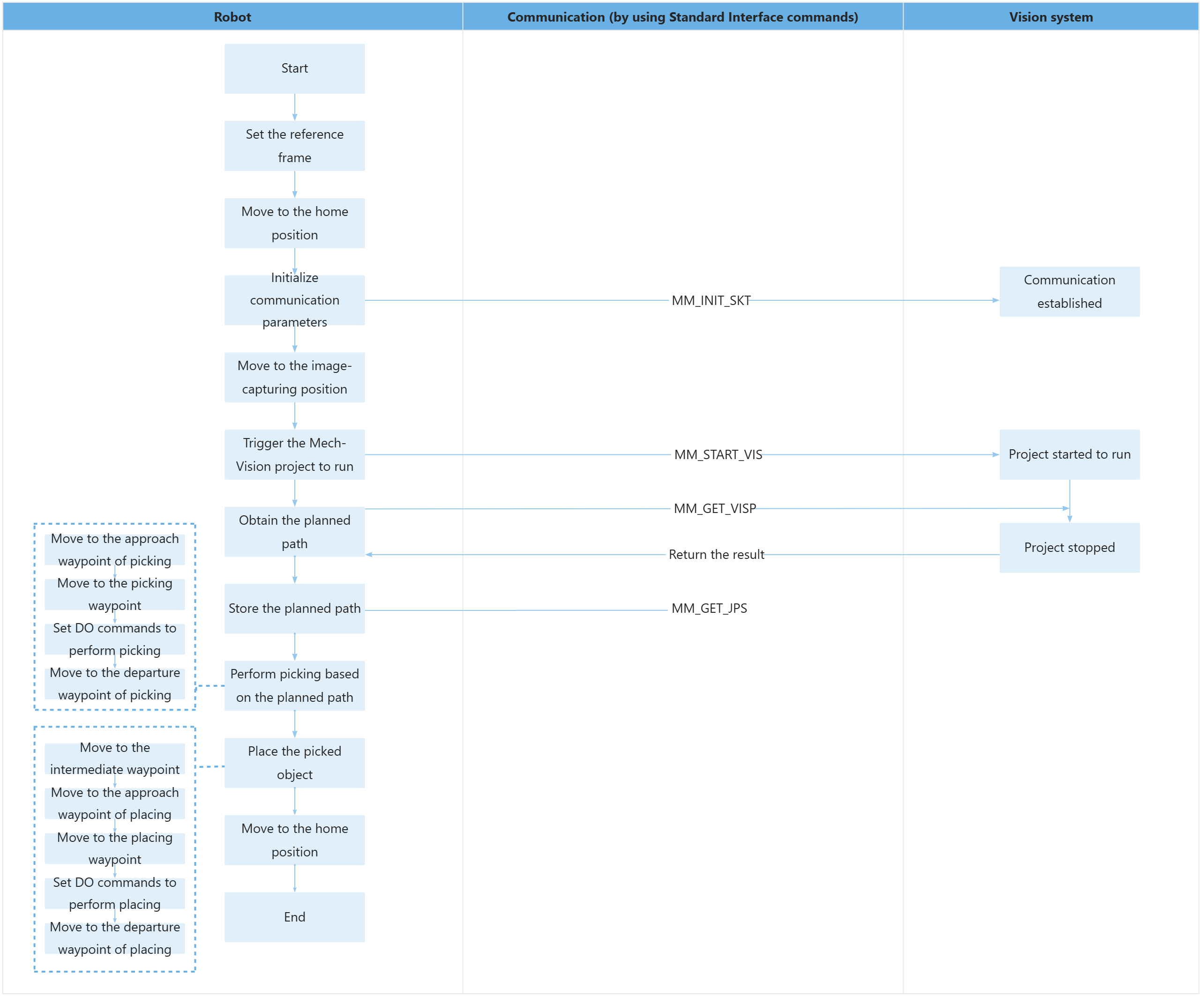
74: PAUSE ;Le flux de travail correspondant au code du programme d’exemple ci‑dessus est illustré dans la figure ci‑dessous.
Le tableau ci‑dessous explique le programme ci‑dessus. Vous pouvez cliquer sur l’hyperlien du nom de commande pour en afficher la description détaillée.
| Feature | Code and description | ||
|---|---|---|---|
Définir le repère de référence |
Les deux instructions ci‑dessus définissent les repères utilisateur et outil sélectionnés. |
||
Aller à la position d’origine |
L’instruction complète indique que le robot se déplace vers la position d’origine enseignée en utilisant un mouvement en articulation.
|
||
Initialiser les paramètres de communication |
L’instruction complète indique que le robot établit la connexion avec le système de vision en spécifiant, via la commande MM_INIT_SKT, l’adresse IP, le numéro de port et le délai d’expiration de la cible de communication (l’IPC).
|
||
Aller à la position de capture d’image |
L’ensemble de la commande indique que le robot se déplace en mouvement linéaire vers la position de capture d’image, avec une vitesse de 1000 mm/s.
|
||
Déclencher l’exécution du projet Mech-Vision |
L’instruction complète indique que le robot déclenche le système de vision pour exécuter le projet Mech-Vision avec l’ID 1 et s’attend à ce que le projet Mech-Vision renvoie tous les points de passage. |
||
Obtenir la trajectoire planifiée |
L’instruction complète indique que le robot obtient la trajectoire planifiée auprès du projet Mech-Vision ayant l’ID 1.
Cette instruction signifie que lorsque le code d’état dans R[53] est 1103, le robot a obtenu la trajectoire planifiée avec succès ; sinon, une exception s’est produite dans le système de vision et le programme sautera à LBL[99] pour exécuter les instructions qui s’y trouvent. Voici le code à LBL[99]. Vous pouvez effectuer l’opération correspondante en fonction du code d’erreur spécifique. Dans ce programme d’exemple, tous les codes d’erreur sont traités de la même manière, en arrêtant l’exécution du programme à l’aide de la commande PAUSE. |
||
Stocker la trajectoire planifiée |
L’ensemble de la commande “CALL MM_GET_JPS(1,60,70,80)” stocke les positions articulaires, l’étiquette et l’ID d’outil du premier point de passage dans les registres spécifiés.
|
||
Aller au point d’approche de la prise |
Le robot se déplace vers le point d’approche de la prise (la position représentée par PR[60]). |
||
Aller au point de prise |
Le robot se déplace vers le point de prise (la position représentée par PR[61]). |
||
Définir des commandes DO pour effectuer la prise |
Après que le robot s’est déplacé jusqu’au point de prise, vous pouvez définir une commande DO (telle que “DO[1]=ON”) pour contrôler l’outil du robot afin d’effectuer la prise. Veuillez définir les commandes DO en fonction de la situation réelle.
|
||
Aller au point de départ de la prise |
Le robot se déplace vers le point de départ de la prise (la position représentée par PR[62]). |
||
Aller au point de passage intermédiaire |
L’ensemble de la commande déplace le robot, en mouvement articulaire, vers un certain point de passage intermédiaire entre le point de départ de la prise et le point d’approche de la dépose.
|
||
Déplacer le robot vers le point d’approche de la dépose |
|
||
Aller au point de dépose |
Le robot se déplace du point d’approche de la dépose vers le point de dépose. |
||
Définir des commandes DO pour effectuer la dépose |
Après que le robot s’est déplacé jusqu’au point de dépose, vous pouvez définir une commande DO (telle que “DO[1]=OFF”) pour contrôler l’outil du robot afin d’effectuer la dépose. Veuillez définir les commandes DO en fonction de la situation réelle.
|
||
Déplacer le robot vers le point de départ de la dépose |
Le robot se déplace vers une position au‑dessus du point de dépose et atteint le point de départ de la dépose.
|
||
Aller à la position d’origine |
Le robot se déplace à nouveau du point de départ de la dépose vers la position d’origine. |