Programme d’exemple 15: MM_S15_Viz_GetDoList
Présentation du programme
Description |
Après avoir obtenu la trajectoire de prise et les signaux DO, le robot peut effectuer la prise et la dépose en se déplaçant jusqu’au point de passage de prise et en définissant les signaux DO dans une boucle. Ce programme d’exemple est utilisé dans des scénarios de dépalettisation, et l’outil utilisé par le robot est un préhenseur à vide multisections. |
File path |
Vous pouvez accéder au répertoire d’installation de Mech-Vision et Mech-Viz et trouver le fichier en utilisant le chemin |
Project |
Projet Mech-Vision et projet Mech-Viz (l’outil est un préhenseur à vide de dépalettisation) |
Prerequisites |
|
| Ce programme d’exemple est fourni à titre de référence uniquement. Avant d’utiliser le programme, veuillez le modifier selon le scénario réel. |
Description du programme
Cette partie décrit le programme d’exemple MM_S15_Viz_GetDoList.
| Par rapport au programme d’exemple MM_S2_Viz_Basic, ce programme d’exemple ne contient que la modification suivante (le code de cette modification est en gras). De ce fait, les fonctionnalités du programme MM_S15_Viz_GetDoList similaires à celles de MM_S2_Viz_Basic ne sont pas décrites dans cette partie. Pour plus d’informations sur ces fonctionnalités, voir Programme d’exemple 2: MM_S2_Viz_Basic. |
DEF MM_S15_Viz_GetDoList ( )
;---------------------------------------------------
; FUNCTION: trigger Mech-Viz project, then get
; planned path and gripper control signal using
; command 210
; Mech-Mind, 2023-12-25
;---------------------------------------------------
;set current tool no. to 1
BAS(#TOOL,1)
;set current base no. to 0
BAS(#BASE,0)
;move to robot home position
PTP HOME Vel=100 % DEFAULT
;initialize communication parameters (initialization is required only once)
MM_Init_Socket("XML_Kuka_MMIND",873,871,60)
;move to image-capturing position
LIN camera_capture Vel=1 m/s CPDAT1 Tool[1] Base[0]
;trigger Mech-Viz project
MM_Start_Viz(2,init_jps)
;get planned path
MM_Get_PlanData(0,3,pos_num,vis_pos_num,status)
;check whether planned path has been got from Mech-Viz successfully
IF status<> 2100 THEN
;add error handling logic here according to different error codes
;e.g.: status=2038 means no point cloud in ROI
halt
ENDIF
;get gripper control signal list
MM_Get_Dolist(0,0)
;save waypoints of the planned path to local variables one by one
FOR count=1 TO pos_num
MM_Get_PlanJps(count,3,pick_point[count],move_type[count],tool_num[count],speed[count])
ENDFOR
Xpick_point1=pick_point[1]
Xpick_point2=pick_point[2]
Xpick_point3=pick_point[3]
;follow the planned path to pick
;move to approach waypoint of picking
PTP pick_point1 Vel=50 % PDAT1 Tool[1] Base[0]
;move to picking waypoint
PTP pick_point2 Vel=10 % PDAT2 Tool[1] Base[0]
;add object grasping logic here
halt
;set gripper control signal
MM_Set_Dolist(0)
;move to departure waypoint of picking
PTP pick_point3 Vel=50 % PDAT3 Tool[1] Base[0]
;move to intermediate waypoint of placing
PTP drop_waypoint CONT Vel=100 % PDAT2 Tool[1] Base[0]
;move to approach waypoint of placing
LIN drop_app Vel=1 m/s CPDAT3 Tool[1] Base[0]
;move to placing waypoint
LIN drop Vel=0.3 m/s CPDAT4 Tool[1] Base[0]
;add object releasing logic here, such as "$OUT[1]=FALSE"
halt
;move to departure waypoint of placing
LIN drop_app Vel=1 m/s CPDAT3 Tool[1] Base[0]
;move back to robot home position
PTP HOME Vel=100 % DEFAULT
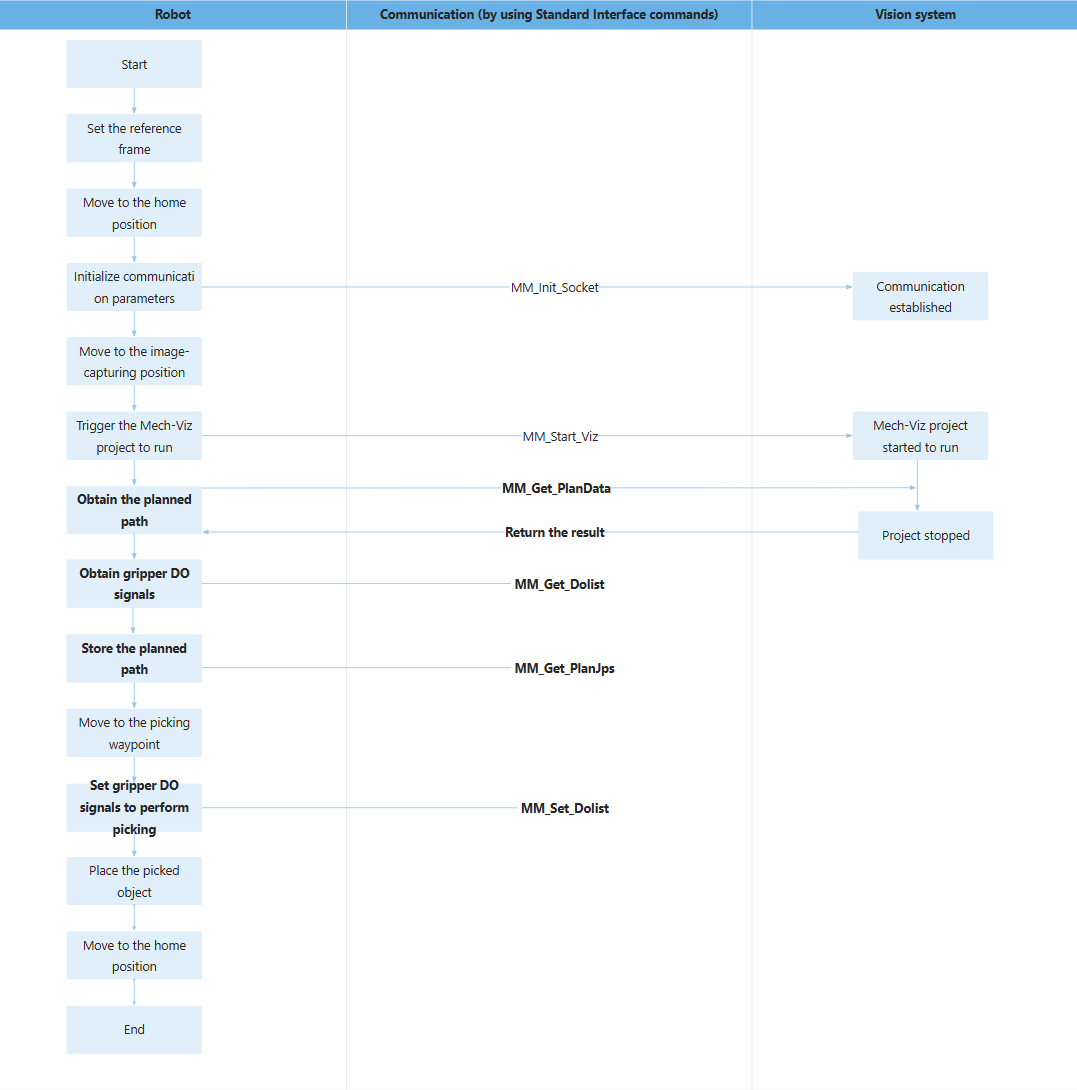
ENDLe flux de travail correspondant au code du programme d’exemple ci-dessus est présenté dans la figure ci-dessous.
Le tableau ci-dessous décrit le code en gras. Vous pouvez cliquer sur l’hyperlien du nom de la commande pour afficher sa description détaillée.
| Feature | Code and description |
|---|---|
Obtenir la trajectoire planifiée |
|
Obtenir la liste DO du préhenseur |
|
Stocker la trajectoire planifiée |
|
Se déplacer vers le point de prise pour effectuer la prise |
L’énoncé ci-dessus indique que le robot se déplace vers le point de prise (pick_point2) puis exécute la commande MM_Set_Dolist pour définir les signaux DO du préhenseur afin d’effectuer la prise. |