Configuration de la communication et utilisation de l’exemple de programme (PLC avec port Ethernet intégré)
Ce sujet fournit des instructions pour configurer la communication Standard Interface basée sur le protocole MC entre un PLC Mitsubishi MELSEC-Q Series (avec port Ethernet intégré) et le système de vision Mech-Mind.
Exigences matérielles et logicielles
|
Les modèles et versions indiqués ci-dessous ont été testés et peuvent être utilisés. Pour d’autres modèles et versions, vous pouvez vous référer à ce guide pour la procédure d’utilisation. En cas de problème, veuillez contacter l’assistance technique de Mech-Mind. |
Matériel
-
PLC Mitsubishi : avec port Ethernet intégré
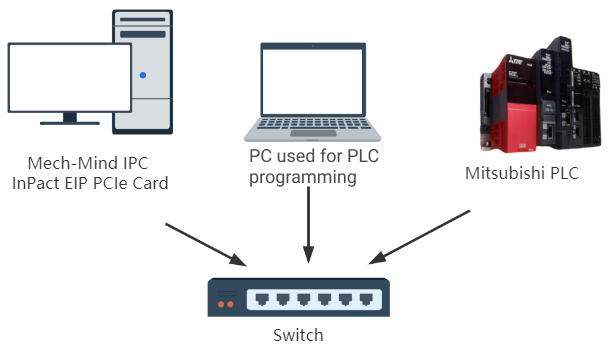
Le CPU utilisé dans cet exemple est le MELSEC-Q Series Q03UDVCPU. L’alimentation QPower est la Mitsubishi Q61P. L’unité de base est la Mitsubishi Q33B.
-
IPC (ordinateur personnel industriel)
-
Câble USB Type A mâle vers USB Mini‑B mâle
-
Commutateur réseau et câbles Ethernet
La connexion du système matériel est illustrée ci-dessous.
Logiciel
| Logiciel | Description | Emplacement d’installation |
|---|---|---|
GX Works2 |
Logiciel de programmation du PLC Mitsubishi |
Ordinateur utilisé pour la programmation séquentielle du PLC |
Mech-Vision & Mech-Viz versions : 2.0.0 ou supérieure |
Logiciel fournissant le système de vision Mech-Mind |
IPC |
En plus du logiciel ci-dessus, veuillez copier le fichier d’exemple de programme MC Protocol_Q_Simple_Label.GXW (utilisé pour implémenter les fonctionnalités de diverses commandes d’interface) sur un PC avec GX Works2 installé. Les fichiers d’exemple de programme se trouvent via le chemin Communication Component/Robot_Interface/Mitsubishi MC dans le dossier où Mech-Vision et Mech-Viz sont installés.
| Le pare-feu de l’IPC doit être désactivé. |
Créer et configurer le projet PLC
Créer un projet PLC
-
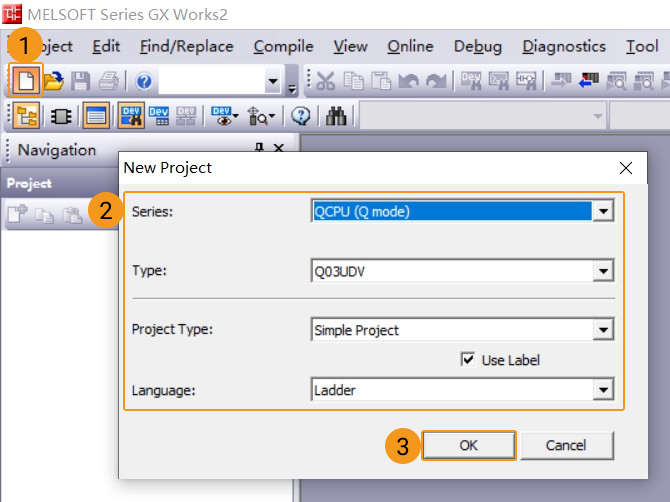
Ouvrez GX Works2 et cliquez sur l’icône Nouveau dans la barre d’outils. Dans la fenêtre de nouveau projet, sélectionnez QCPU (mode Q) comme série, Q03UDV comme type, Projet simple comme type de projet. Sélectionnez Utiliser le label, et sélectionnez Échelle comme langue. Après le paramétrage, cliquez sur OK pour enregistrer les modifications.
-
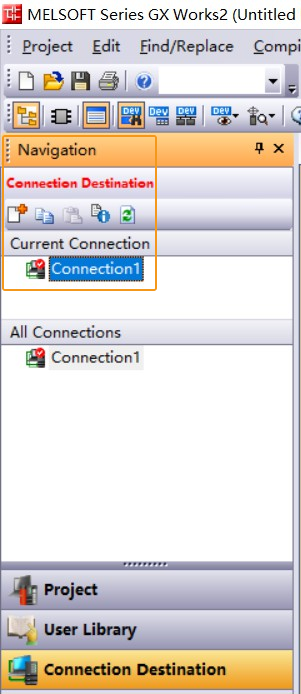
Allez à , et double-cliquez sur Connection1.
-
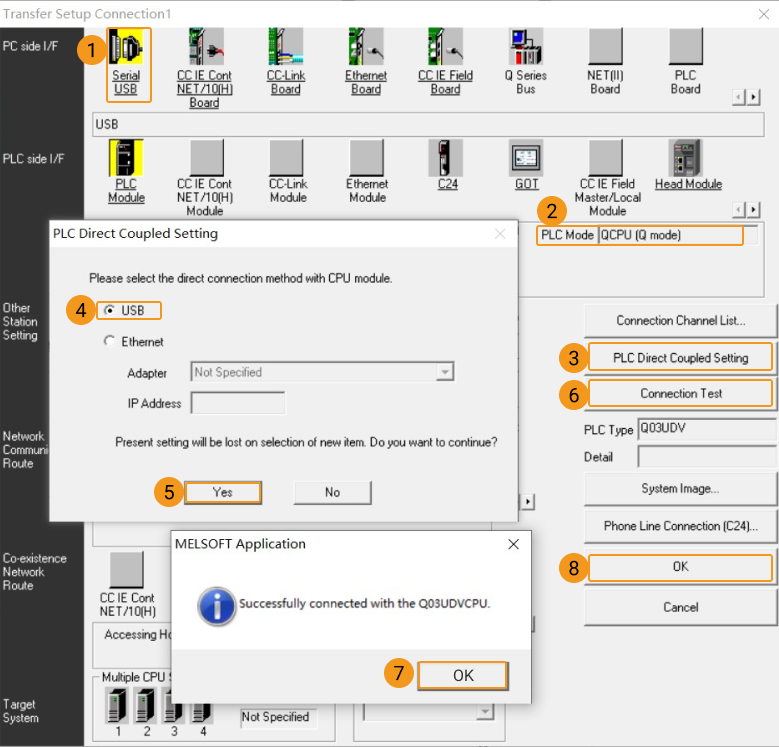
Une fenêtre Transfer Setup Connection1 s’affichera. Veuillez suivre les étapes ci-dessous.
-
Sélectionnez USB série, sélectionnez QCPU (mode Q comme mode PLC, puis cliquez sur Paramètres de couplage direct PLC.
-
Sélectionnez USB dans la fenêtre contextuelle et cliquez sur Oui.
-
Revenez à la fenêtre Transfer Setup Connection1, cliquez sur Test de connexion. Si GX Works2 est connecté au PLC avec succès, un message Connexion réussie avec le Q03UDVCPU apparaîtra.
-
Cliquez sur OK dans la fenêtre Transfer Setup Connection1 et revenez à l’interface principale de GX Works2.
-
Configurer les paramètres de communication du protocole MC
-
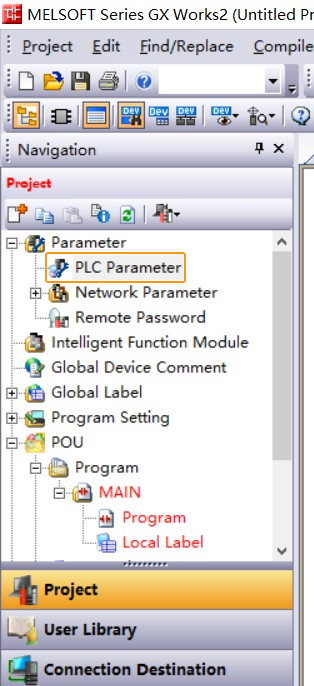
Allez à , et double-cliquez sur Paramètre PLC.
-
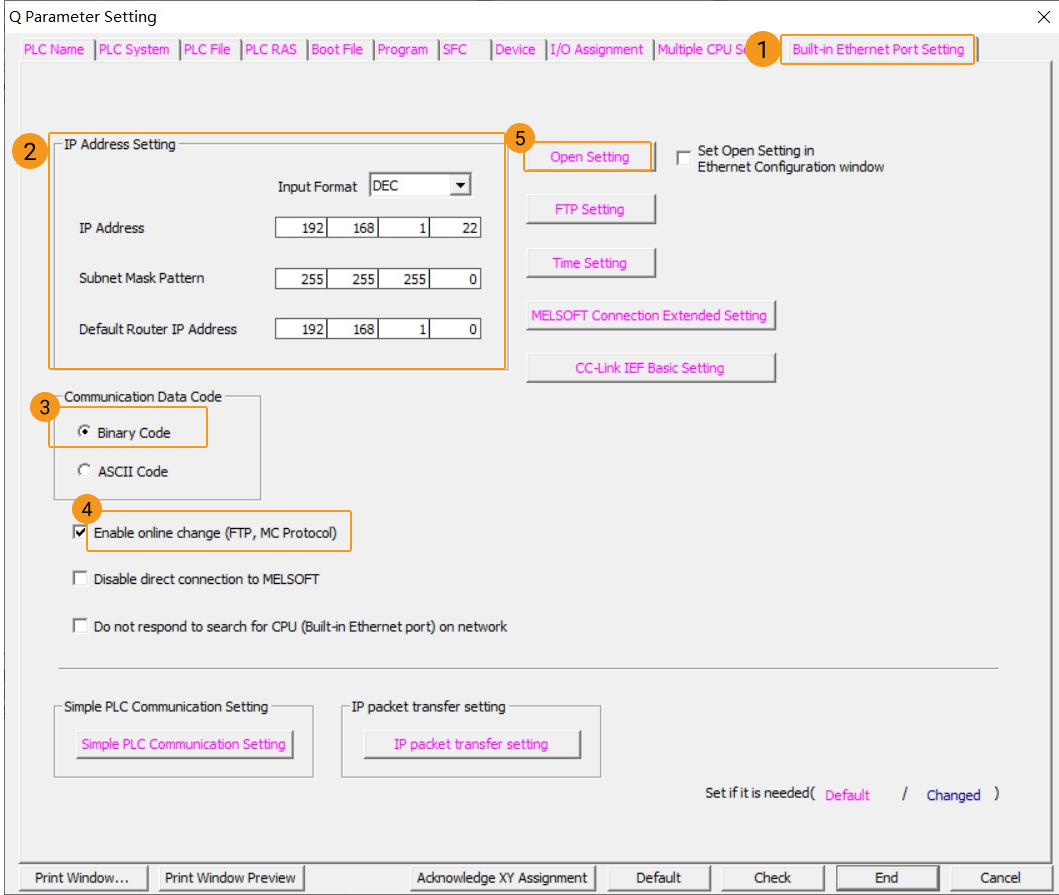
Dans la fenêtre Q Parameter Setting qui s’affiche, cliquez sur l’onglet Built-in Ethernet Port Setting.
-
Dans la zone Paramétrage de l’adresse IP, définissez l’adresse IP du PLC, par exemple, à 192.168.1.22 (qui doit être dans le même sous-réseau que l’IPC). Le masque de sous-réseau est 255.255.255.0, et l’adresse IP du routeur par défaut est 192.168.1.0.
-
Dans la zone Code de données de communication, sélectionnez Code binaire.
-
Sélectionnez Activer la modification en ligne (FTP, protocole MC).
-
Cliquez sur Ouvrir les paramètres, et une fenêtre Built-in Ethernet Port Open Setting apparaîtra.
-
-
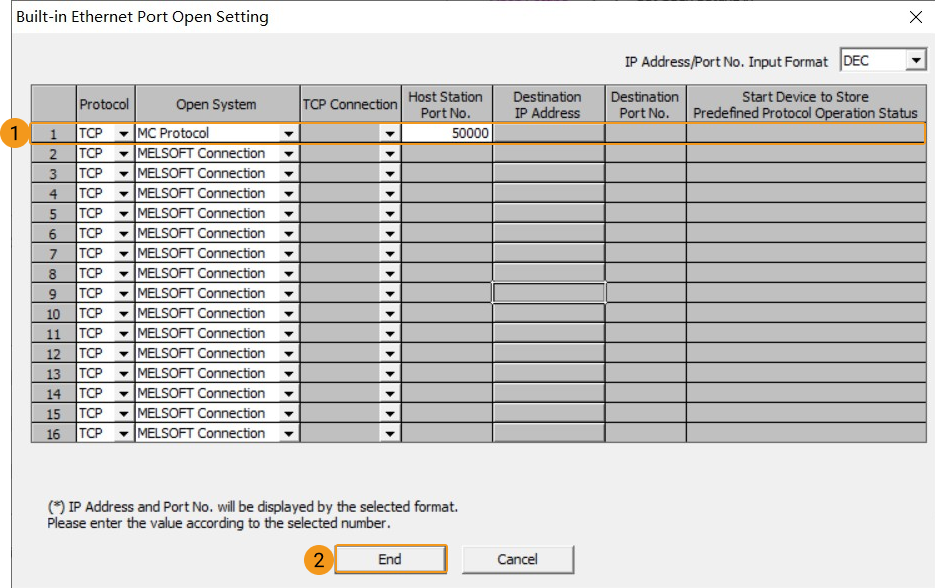
Dans la fenêtre suivante, définissez les paramètres de la première ligne comme indiqué sur la figure ci-dessous et cliquez sur Fin. Revenez à la fenêtre Q Parameter Setting, cliquez sur Fin et retournez à l’interface principale de GX Works2.
Importer des programmes d’exemple
| Avant d’ajouter le programme d’exemple à un projet déjà en cours d’utilisation, il est recommandé de l’importer dans un nouveau projet et de le tester d’abord. |
-
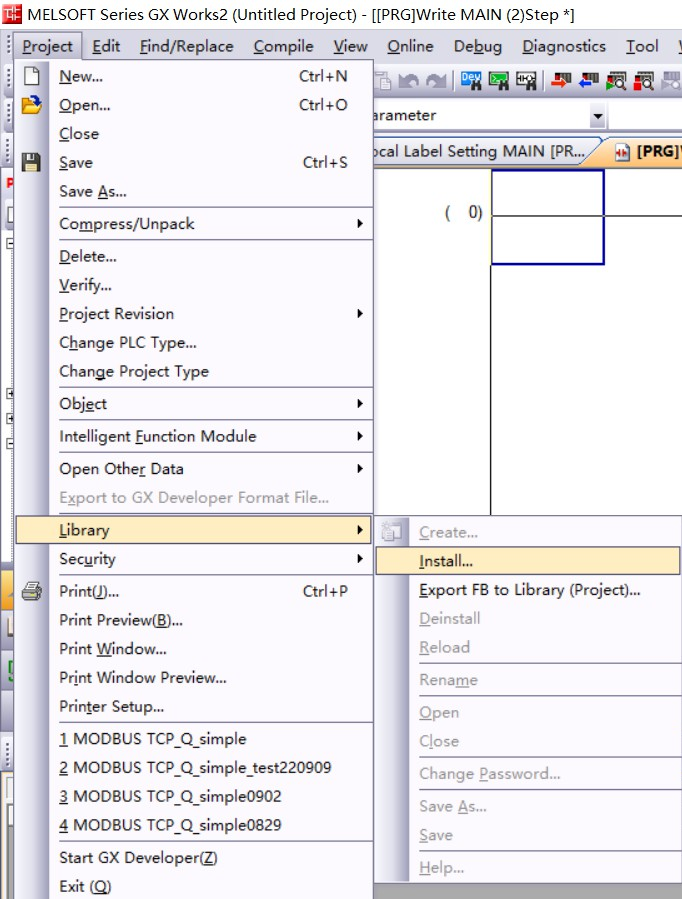
Retournez à l’interface principale de GX Works2. Dans la barre de menus, allez à .
-
Dans la fenêtre Import Library to Project qui s’affiche, sélectionnez Select Library (Project) dans la liste des bibliothèques, cliquez sur Parcourir pour localiser le fichier local
MC Protocol_Q_Simple_Label.gxw(qui doit avoir été copié depuis l’IPC au préalable), puis cliquez sur Ouvrir.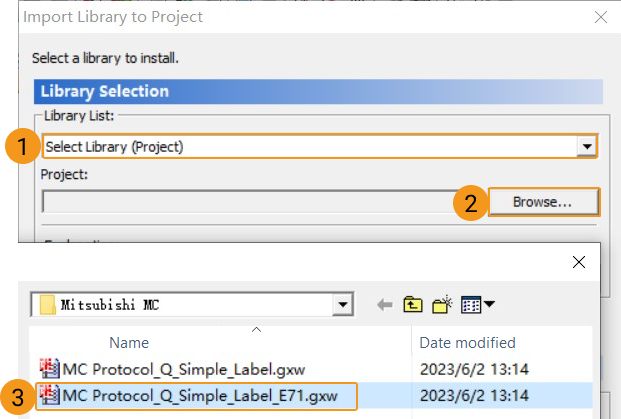
-
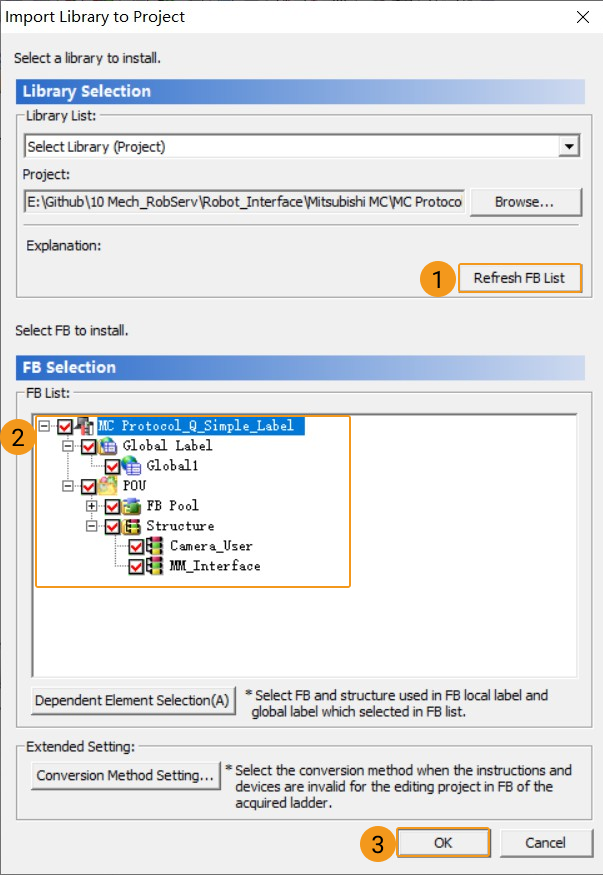
Dans la fenêtre Import Library to Project, cliquez sur Actualiser la liste FB. Ensuite, sélectionnez tous les éléments dans FB List, puis cliquez sur OK.
-
Un message « Êtes-vous sûr de vouloir écraser ? » apparaîtra. Sélectionnez Oui dans la fenêtre et revenez à l’interface principale de GX Works2.
-
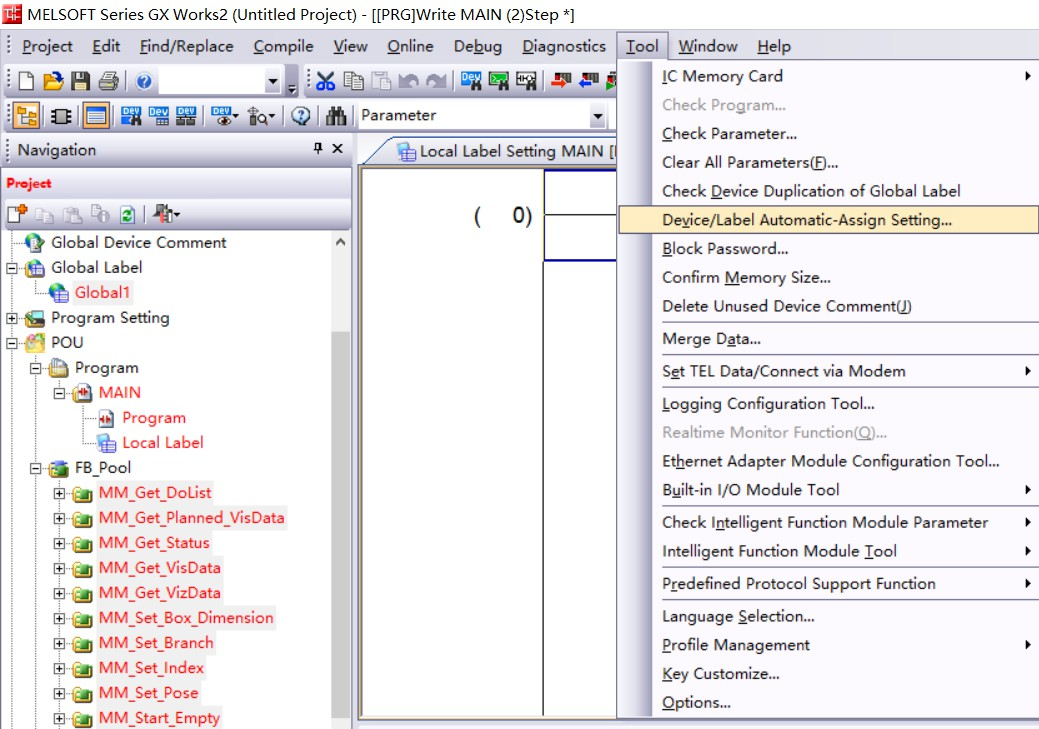
Dans la barre de menus de GX Works2, allez à .
-
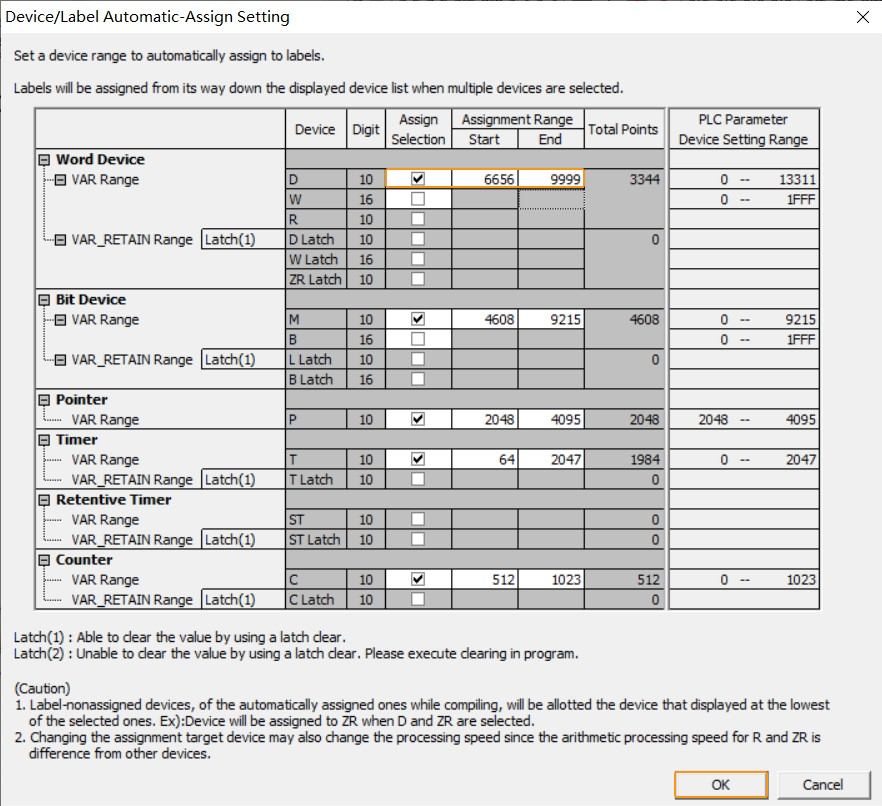
Dans la fenêtre Device/Label Automatic-Assign Setting qui s’affiche, modifiez la plage d’assignation du dispositif Word D, puis cliquez sur OK.
-
Sélectionnez Oui dans la fenêtre contextuelle comme indiqué ci-dessous et revenez à l’interface principale de GX Works2.
Télécharger la configuration de communication et les programmes d’exemple vers le PLC
-
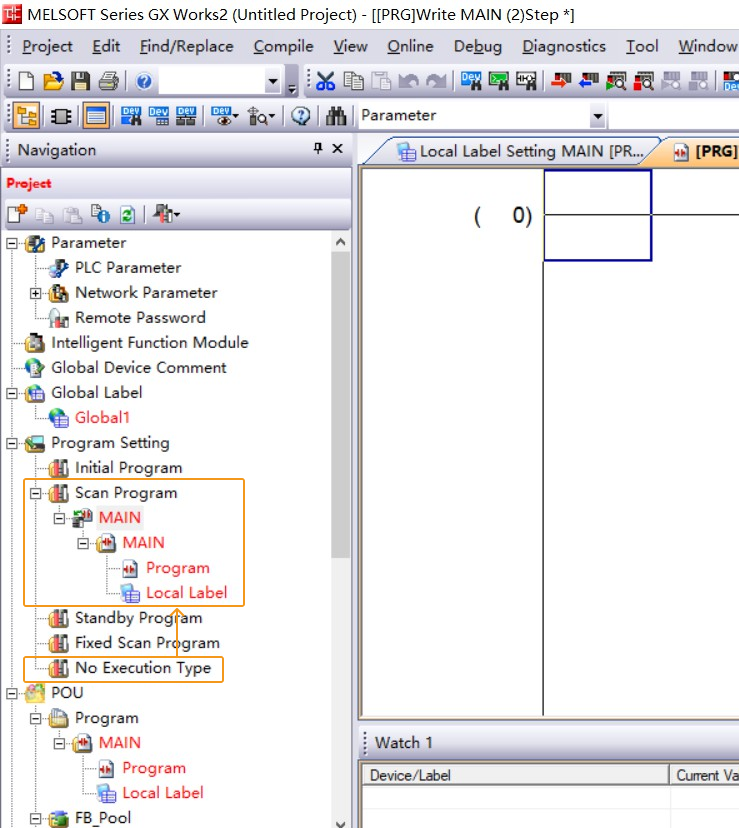
Dans GX Works2, développez Paramétrage du programme dans Navigation, faites glisser MAIN sous Type sans exécution vers Programme de balayage. Puis double-cliquez sur Programme.
-
Cliquez sur l’icône Reconstruire tout dans la barre d’outils.

-
Dans la fenêtre contextuelle demandant « Êtes-vous sûr de vouloir tout reconstruire ? », cliquez sur Oui.
-
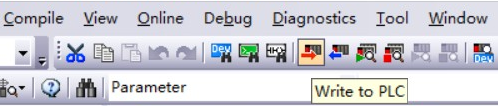
Cliquez sur l’icône Écrire vers le PLC dans la barre d’outils.
-
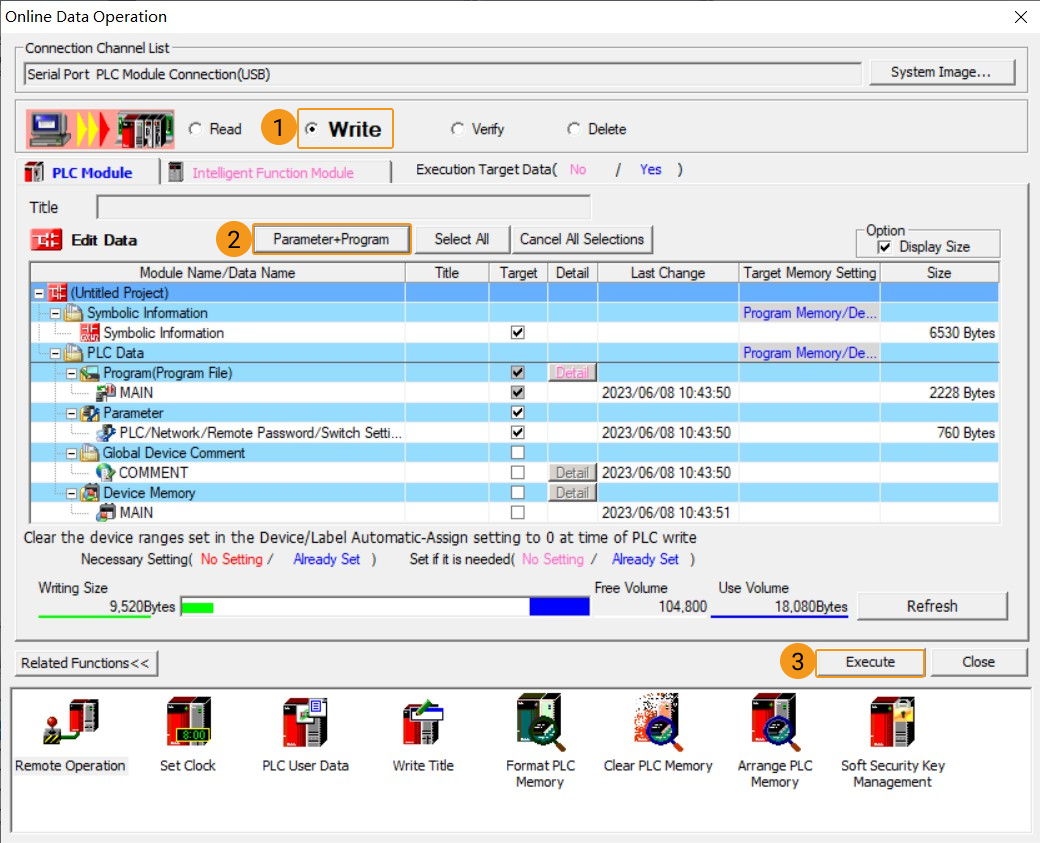
Une fenêtre Online Data Operation apparaîtra. Sélectionnez Écrire, cliquez sur Paramètre+Programme, puis cliquez sur Exécuter.
-
Cliquez sur Oui dans la fenêtre contextuelle comme indiqué ci-dessous.
-
Sélectionnez Oui pour tous pour « Êtes-vous sûr de vouloir écraser le fichier existant ? ».
-
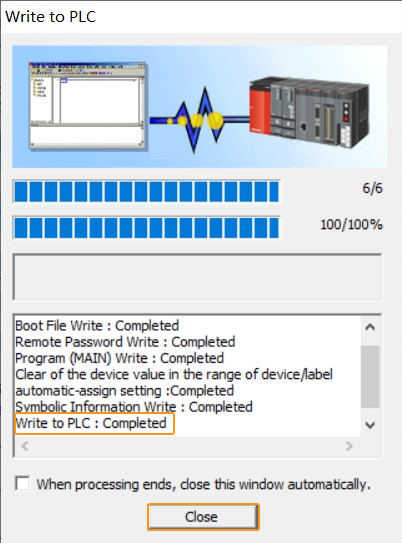
Dans la fenêtre Write to PLC, lorsque « Écriture vers le PLC : terminée » apparaît dans le panneau, cliquez sur Fermer.
-
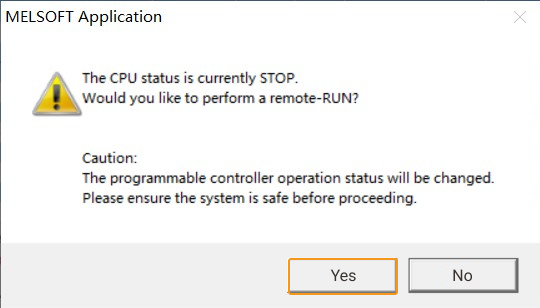
Un message s’affichera comme ci-dessous. Si la sécurité du système peut être assurée, sélectionnez Oui pour revenir à la fenêtre Online Data Operation, puis cliquez sur Fermer. Enfin, éteignez l’alimentation du CPU du PLC et redémarrez-le.
Configurer la communication du robot
-
Ouvrez Mech-Vision, et vous pouvez accéder à différentes interfaces. Créez une nouvelle solution en suivant les instructions ci-dessous.
-
Si vous êtes entré dans l’interface d’accueil, cliquez sur Nouvelle solution vierge.

-
Si vous êtes entré dans l’interface principale, cliquez sur dans la barre de menus.
-
-
Cliquez sur Configuration de la communication robot dans la barre d’outils de Mech-Vision.
-
Dans la fenêtre Configuration de la communication robot, effectuez les configurations suivantes.
-
Cliquez sur la liste déroulante Sélectionner le robot, et choisissez soit Robot répertorié soit Robot personnalisé selon le robot utilisé dans votre projet. Cliquez ensuite sur Suivant.
-
Robot répertorié : Convient à la plupart des robots. Cliquez sur Sélectionner le modèle de robot pour choisir le modèle de robot spécifique.
-
Robot personnalisé : Convient aux robots portiques ou aux robots qui ne figurent pas dans la catégorie des robots répertoriés. Il faut sélectionner la Convention des angles d’Euler du robot et le système de coordonnées du robot.
-
-
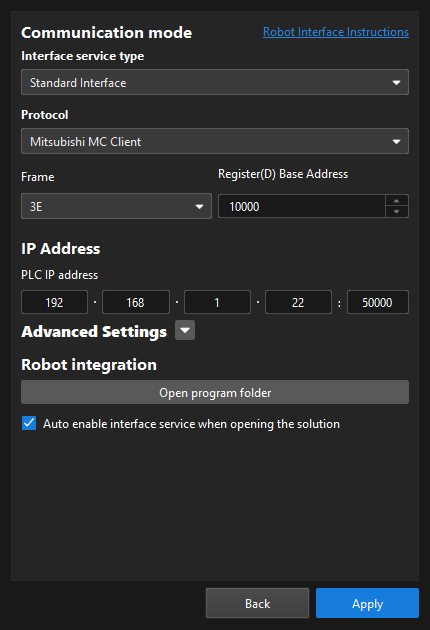
Dans la section Mode de communication, sélectionnez Interface standard pour Type de service d’interface, Mitsubishi MC Client pour Protocole, et 3E pour Trame. Vous pouvez définir l'Adresse de base du registre(D) selon les besoins réels. La valeur est définie à 10000 dans cet exemple. En outre, la structure MM_Interface occupe au total 1528 registres D.
L’adresse de début du registre (D) doit être cohérente avec l’adresse de début de la variable de structure MM_Interface (MM_Camera). En cas d’incohérence, veuillez les modifier selon les besoins réels.
-
Dans le champ Adresse IP du PLC, saisissez l’adresse IP et le numéro de port du PLC utilisé.
-
(Facultatif) Sélectionnez Activer automatiquement le service d’interface à l’ouverture de la solution.
-
Cliquez sur Appliquer.
-
-
Sur l’interface principale de Mech-Vision, assurez-vous que l’interrupteur Configuration de la communication robot dans la barre d’outils est basculé et devient bleu.

Vérifier la communication
-
Cliquez sur l’icône Démarrer la surveillance (toutes les fenêtres) dans la barre d’outils.
-
Cliquez sur Oui dans la fenêtre contextuelle comme indiqué ci-dessous.
-
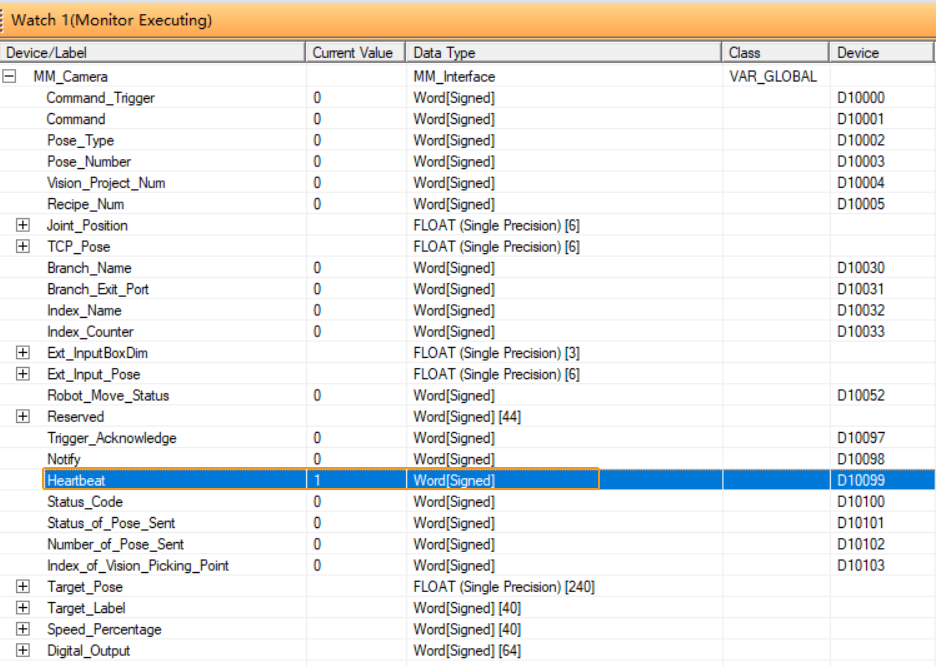
Dans la fenêtre Watch1, ajoutez et développez le dispositif MM_Camera. Si la connexion est établie avec succès, la valeur de surveillance de HEARTBEAT continuera à changer.
-
Le PLC est connecté avec succès si le message suivant s’affiche dans l’onglet Console du panneau de journal Mech-Vision : Connexion au PLC Melsec réussie. Si vous ne voyez pas ce message de journal, veuillez vérifier si :
-
Si le matériel est correctement connecté ;
-
Si le service d’interface a bien démarré dans Mech-Vision ;
-
Si le programme PLC a été correctement téléchargé vers le PLC.
-
Test avec projet Mech-Vision/Mech-Viz
Cette section présente comment utiliser le FB de programme d’exemple pour déclencher le projet Mech-Vision afin d’obtenir des points de vision et déclencher le projet Mech-Viz afin d’obtenir le chemin planifié.
Conditions préalables
-
Revenez à Mech-Vision et créez un projet Mech-Vision. Cliquez avec le bouton droit sur la solution et sélectionnez Chargement automatique de la solution. Les projets de la solution sont également chargés automatiquement. Par ailleurs, le numéro de projet apparaîtra avant chaque nom de projet.
-
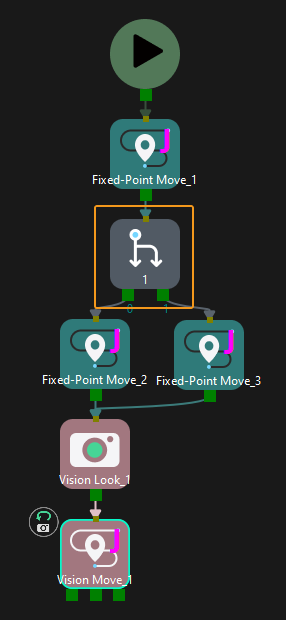
Créez un projet Mech-Viz. Cliquez avec le bouton droit sur le nom du projet dans Ressources de Mech-Viz et sélectionnez Chargement automatique du projet. Le projet Mech-Viz utilisé pour le test contient une étape « Branch by Msg » qui a été renommée en 1 comme indiqué ci-dessous.
Exécuter le projet Mech-Vision et obtenir des points de vision
Ouvrir le moniteur (mode écriture)
-
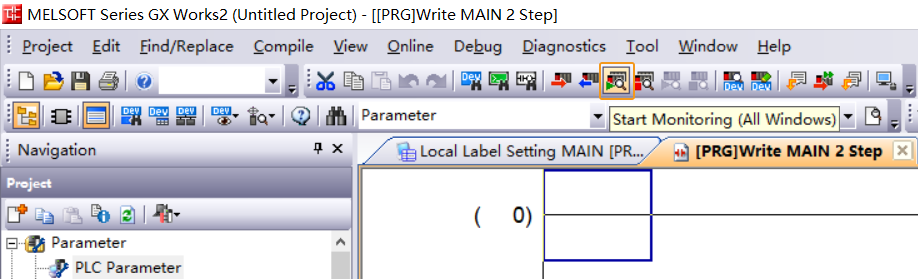
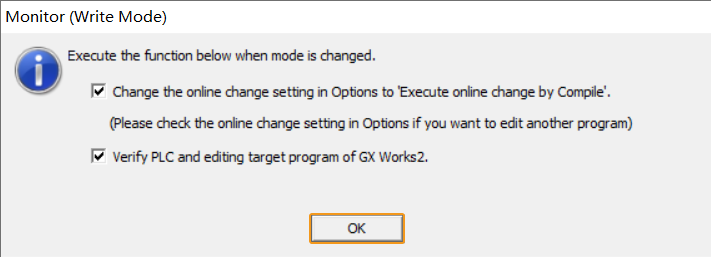
Dans GX Works2, sous Navigation/Project, cliquez sur l’icône Moniteur (mode écriture) dans la barre d’outils.

-
Cliquez sur OK dans la fenêtre contextuelle comme indiqué ci-dessous.
Ajouter et paramétrer le FB MM_Start_Vis
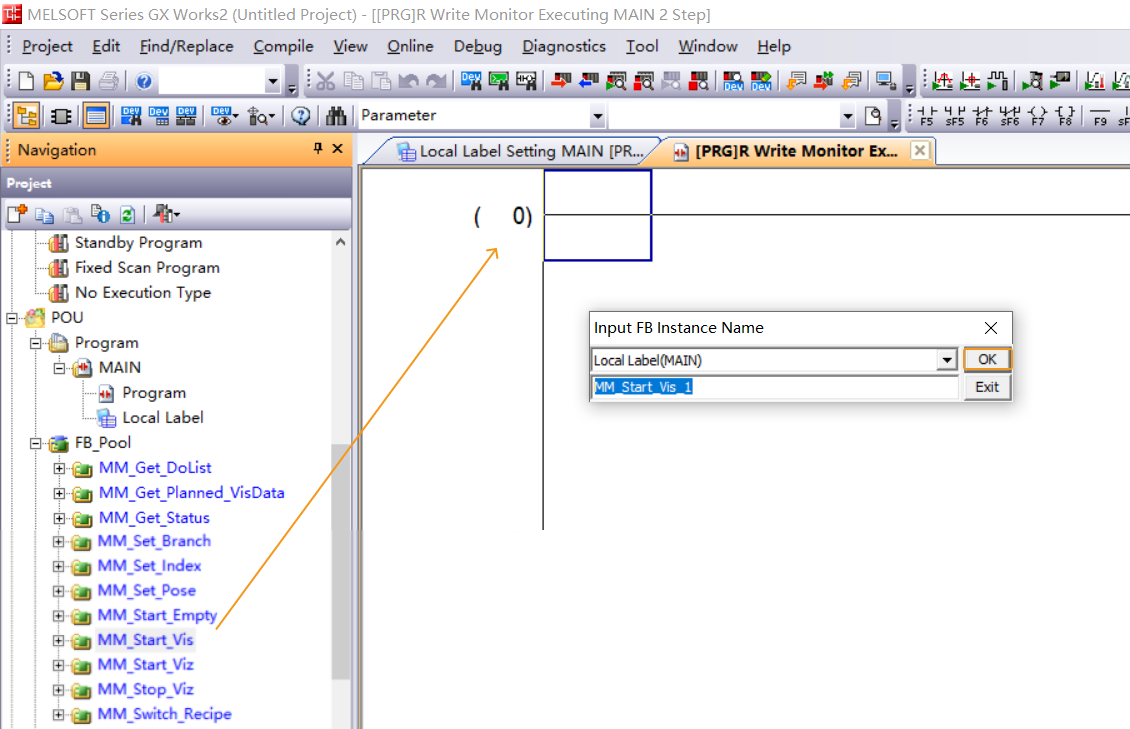
-
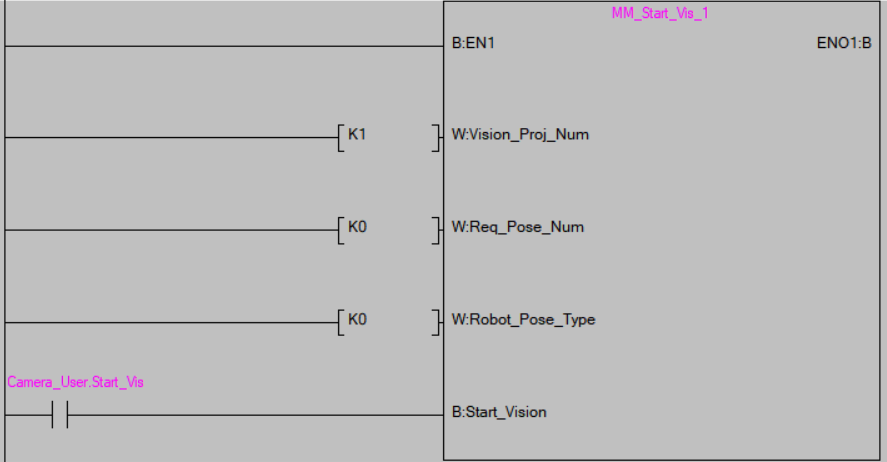
Développez POU/FB_Pool et faites glisser MM_Start_Vis vers ligne 0 de MAIN. Une fenêtre Input FB Instance Name s’affichera. Conservez les paramètres par défaut et cliquez sur OK.
-
Cliquez sur l’icône Ligne horizontale dans la barre d’outils. Cliquez sur OK dans la fenêtre contextuelle pour connecter la ligne de bus de gauche au port d’entrée EN1 du FB.
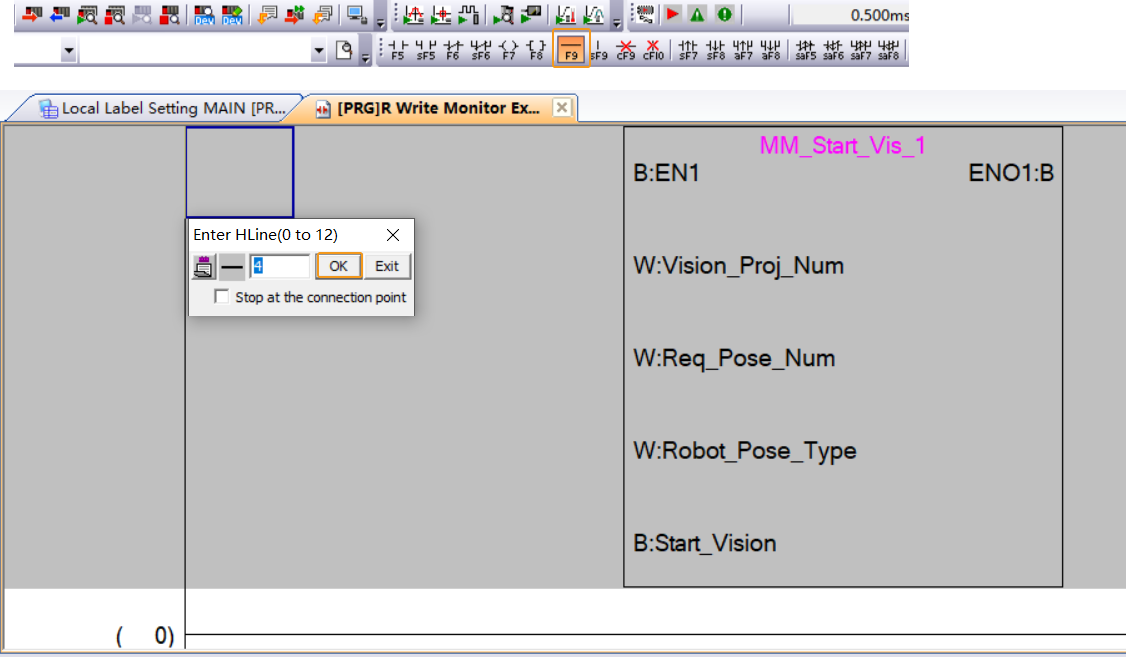
-
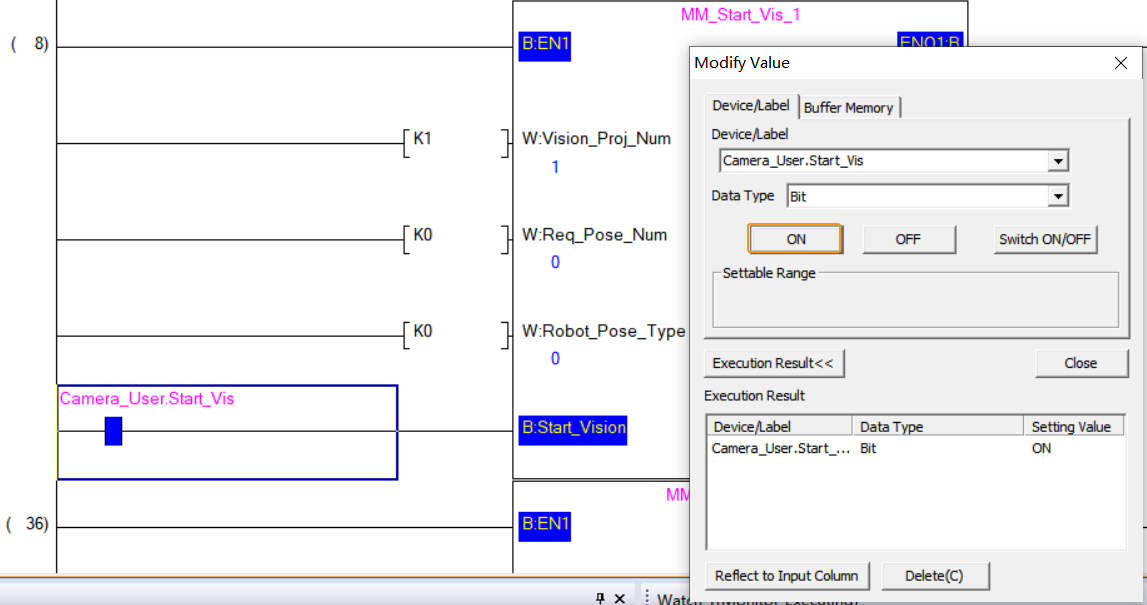
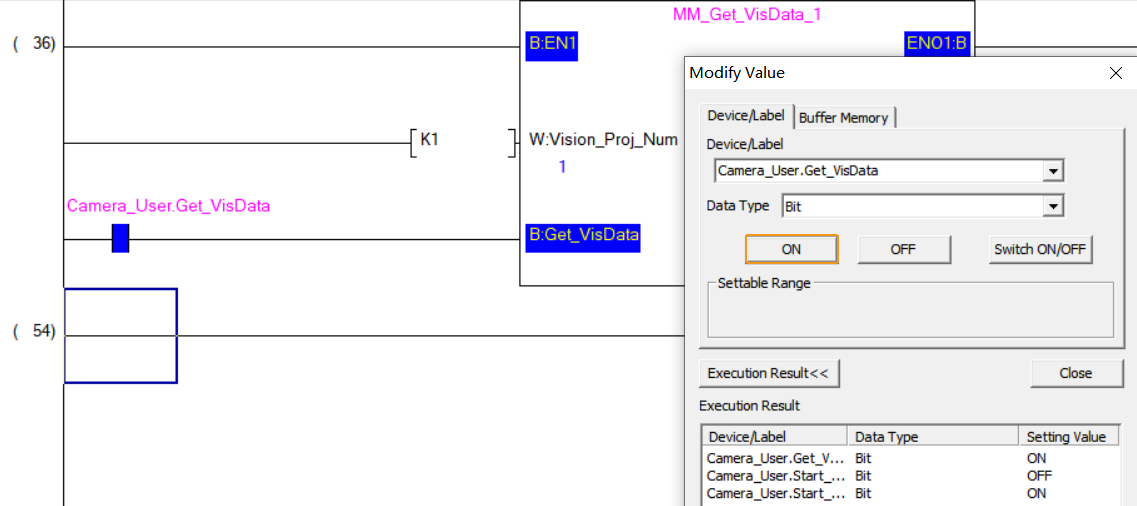
Définissez l’ID du projet Mech-Vision, c’est-à-dire le numéro avant le nom du projet dans la liste des projets de Mech-Vision. Réglez la valeur du port Vision_Proj_Num sur 1, et le projet n° 1 de Mech-Vision s’exécutera.
-
Définissez le nombre de poses à envoyer par le projet Mech-Vision. Réglez la valeur du port Req_Pose_Num sur 0, et toutes les poses du résultat de vision seront renvoyées par Mech-Vision.
-
Définissez le type de pose à envoyer par le robot. Régler la valeur du port Robot_Pose_Type sur 0 indique que le projet est en mode Eye-to-Hand, et la pose de capture d’image n’est pas nécessaire.
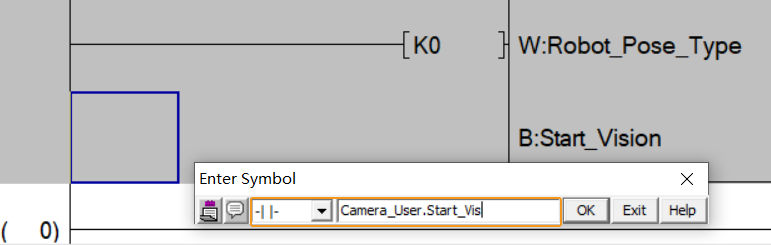
-
Double-cliquez sur la zone du cadre bleu à gauche du port Start_Vision du FB MM_Start_Vis. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Start_Vis. Cliquez ensuite sur OK pour connecter le port Start_Vision à la ligne de bus de gauche.
Ajouter et paramétrer le FB MM_Get_VisData
-
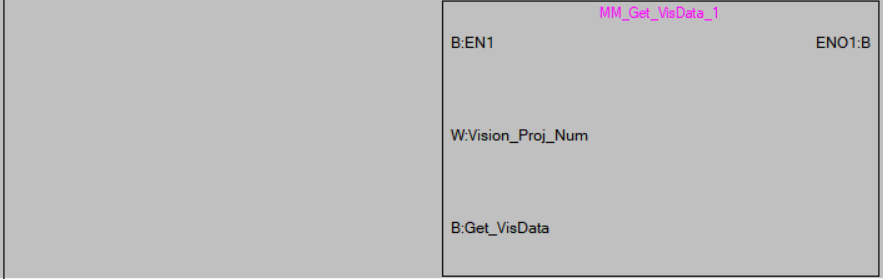
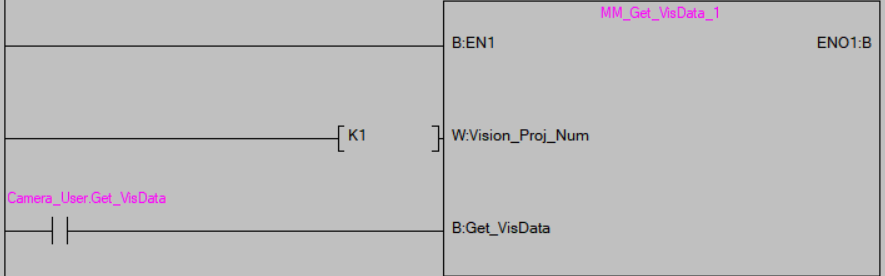
Faites glisser MM_Get_VisData vers la ligne 0 de MAIN. Une fenêtre Input FB Instance Name s’affichera. Conservez les paramètres par défaut et cliquez sur OK. Cliquez sur l’icône Ligne horizontale dans la barre d’outils, puis cliquez sur OK dans la fenêtre contextuelle pour connecter la ligne de bus de gauche au port d’entrée EN1 du FB.
-
Définissez l’ID du projet Mech-Vision, c’est-à-dire le numéro avant le nom du projet dans la liste des projets de Mech-Vision. Réglez la valeur du port Vision_Proj_Num sur 1, et le résultat de reconnaissance de vision du projet n° 1 de Mech-Vision sera obtenu.
-
Double-cliquez sur la zone du cadre bleu à gauche du port Get_VisData du FB MM_Get_VisData. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Get_VisData. Cliquez ensuite sur OK pour connecter le port Get_VisData à la ligne de bus.
Écrire/convertir/compiler des programmes vers le PLC
-
Cliquez sur l’icône Changement de programme en ligne dans la barre d’outils.

-
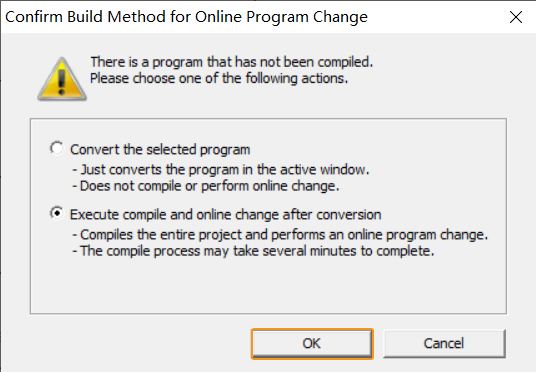
Cliquez sur OK dans la fenêtre Confirm Build Method for Online Program Change qui s’affiche.
-
Cliquez sur Oui dans la fenêtre contextuelle comme indiqué ci-dessous.
-
Enfin, cliquez sur OK pour terminer le téléchargement du programme vers le PLC.
Déclencher l’exécution du projet Mech-Vision
-
Dans l’interface de MAIN, cliquez avec le bouton droit sur la variable d’entrée Camera_User.Start_Vis du FB MM_Start_Vis et sélectionnez .
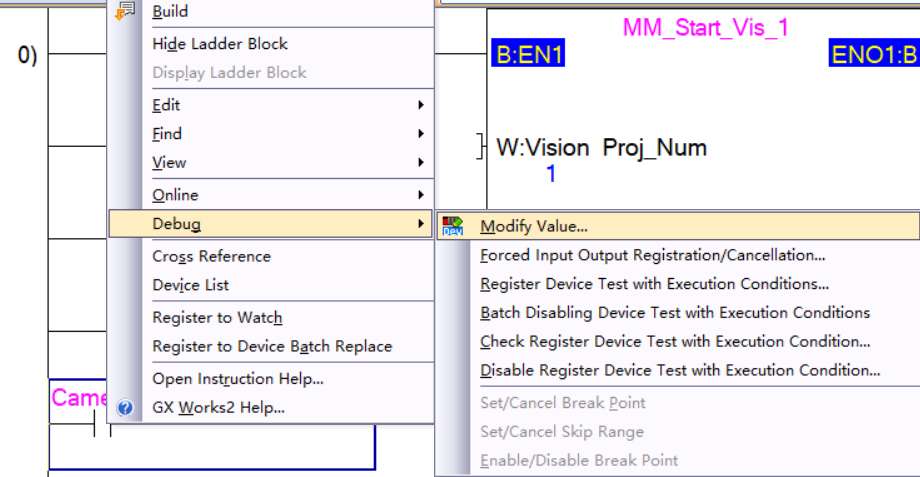
-
Dans la fenêtre Modifier la valeur qui s’affiche, cliquez sur ON pour déclencher l’exécution du projet Mech-Vision. Cliquez ensuite sur OFF pour réinitialiser la valeur.
-
Cliquez avec le bouton droit sur l’espace vide, sélectionnez Enregistrer dans Watch, et saisissez le label global MM_Camera.Status_Code. Si le projet démarre avec succès, le code d’état 1102 sera renvoyé.
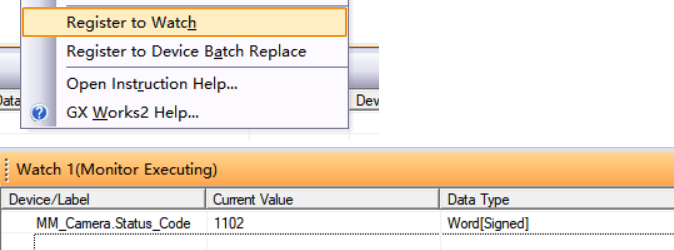
Si le code d’état 10XX est renvoyé, veuillez vous référer à Codes d’état et dépannage pour le dépannage.
Obtenir des points de vision depuis Mech-Vision
-
Sélectionnez la variable d’entrée Camera_User.Get_VisData du FB MM_Get_VisData et cliquez sur ON dans la fenêtre contextuelle pour obtenir des points de vision. Cliquez ensuite sur OFF pour réinitialiser la valeur.
-
Dans la fenêtre Watch1, saisissez le label global MM_Camera.Status_Code. Si les points de vision sont obtenus avec succès, le code d’état 1100 sera renvoyé. Ensuite, saisissez le label global MM_Camera.Target_Pose, et les données de pose des points de vision seront renvoyées.
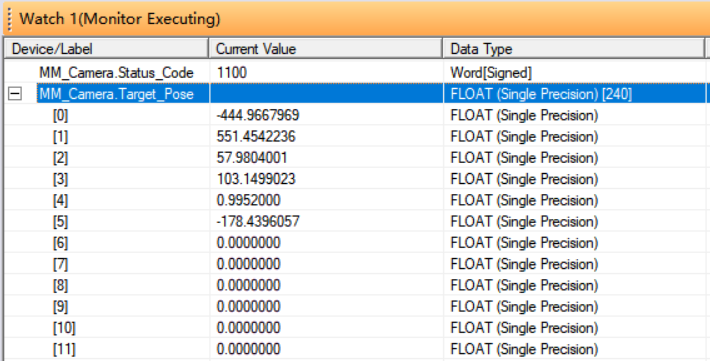
Si le code d’état 10XX est renvoyé, veuillez vous référer à Codes d’état et dépannage pour le dépannage.
Exécuter le projet Mech-Viz et obtenir le chemin planifié
Ajouter et paramétrer le FB MM_Start_Empty
-
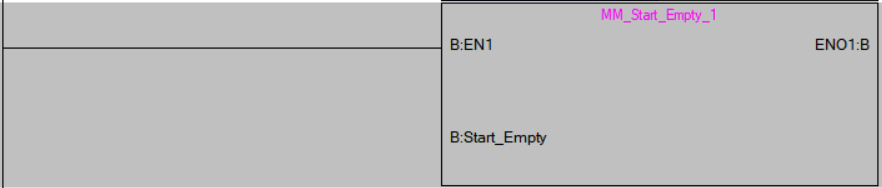
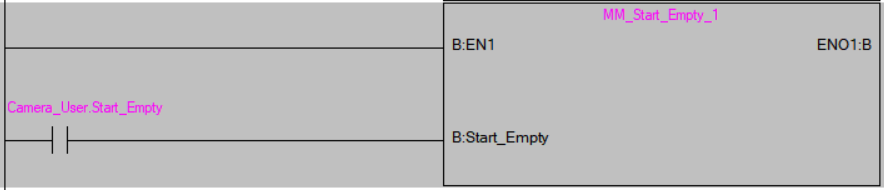
Faites glisser MM_Start_Empty vers la ligne 54 de MAIN. Une fenêtre Input FB Instance Name s’affichera. Conservez les paramètres par défaut et cliquez sur OK. Cliquez sur l’icône Ligne horizontale dans la barre d’outils pour connecter la ligne de bus de gauche au port d’entrée EN1 du FB.
-
Double-cliquez sur la zone du cadre bleu à gauche du port Start_Empty du FB MM_Start_Empty. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Start_Empty. Cliquez ensuite sur OK pour connecter le port Start_Empty à la ligne de bus.
Ajouter et paramétrer les FB MM_Start_Viz, MM_Set_Branch et MM_Get_VizData
-
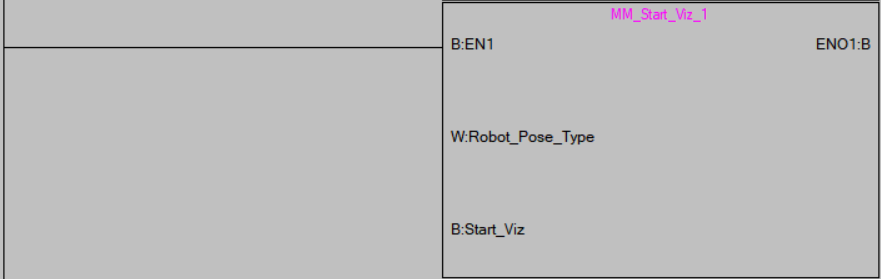
Faites glisser MM_Start_Viz, MM_Set_Branch et MM_Get_VizData vers MAIN respectivement. Une fenêtre Input FB Instance Name s’affichera. Conservez les paramètres par défaut et cliquez sur OK. Cliquez sur l’icône Ligne horizontale dans la barre d’outils pour connecter la ligne de bus de gauche au port d’entrée EN1 du FB.
-
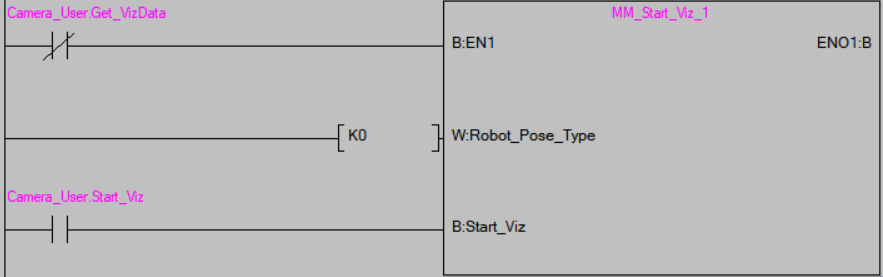
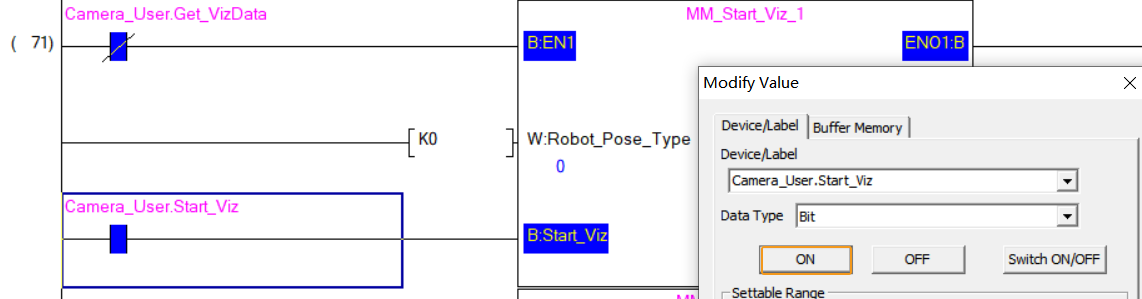
Définissez le type de pose à envoyer par le robot. Régler la valeur du port Robot_Pose_Type sur 0 indique que le projet est en mode Eye-to-Hand, et la pose de capture d’image n’est pas nécessaire.
Double-cliquez sur la zone du cadre bleu à gauche du port EN1 du FB MM_Start_Viz. Sélectionnez Contact fermé dans la fenêtre contextuelle et saisissez le label global Camera_User.Get_VizData. Puis, cliquez sur OK pour connecter le port EN1 à la ligne de bus de gauche.
Double-cliquez sur la zone du cadre bleu à gauche du port Start_Viz du FB MM_Start_Viz. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Start_Viz. Puis, cliquez sur OK pour connecter le port Start_Viz à la ligne de bus de gauche.
-
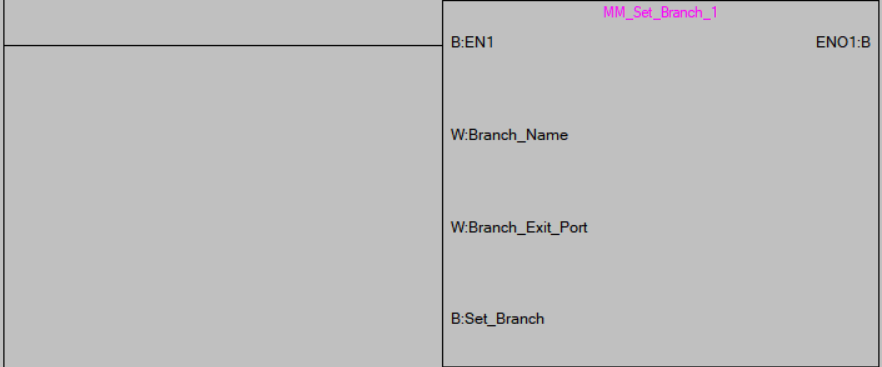
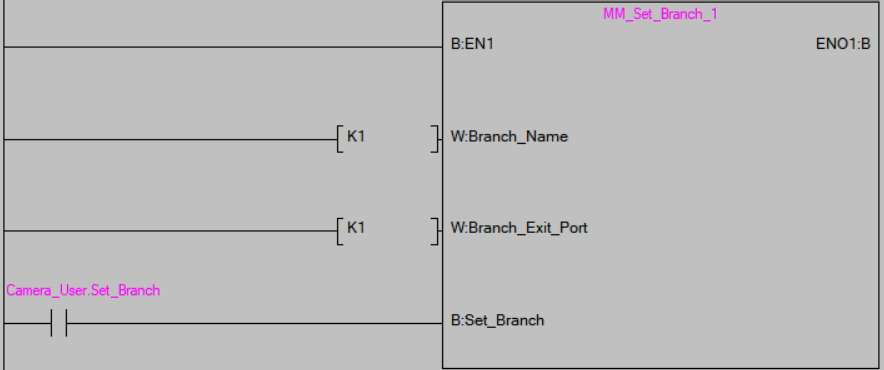
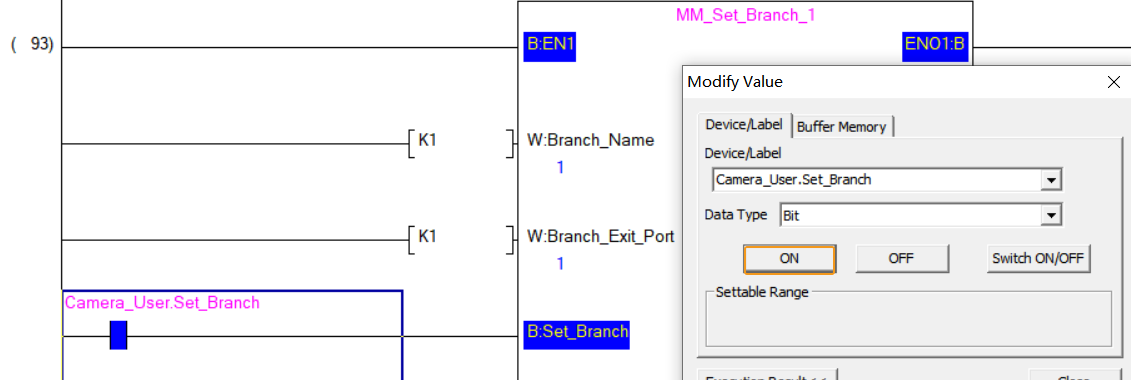
Définissez les paramètres de branche dans le projet Mech-Viz. Réglez la valeur des ports Branch_Name et Branch_Exit_Port à 1 respectivement, et le projet Mech-Viz prendra le port de sortie 1 pour l’étape « Branch by Msg » nommée 1. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Set_Branch. Puis, cliquez sur OK pour connecter le port Set_Branch à la ligne de bus.
-
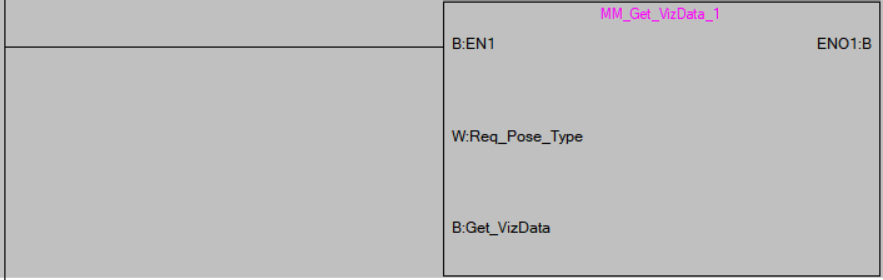
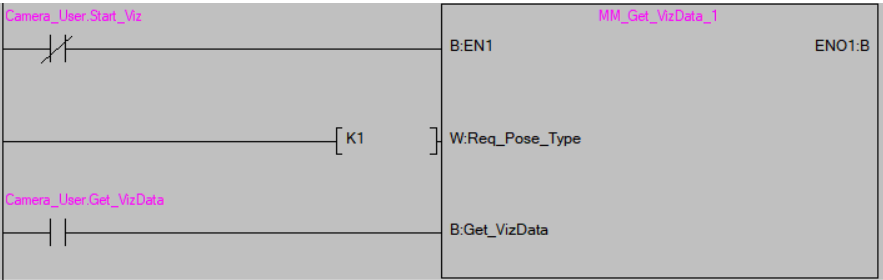
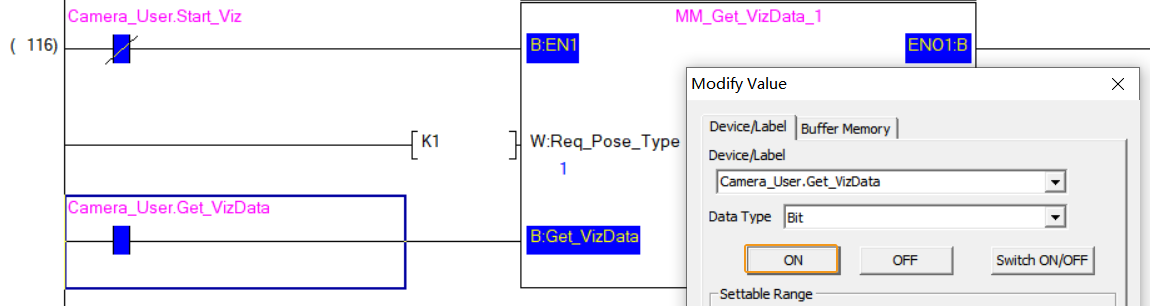
Définissez le type de pose des points d’itinéraire obtenus : Réglez la valeur du port Request_Pose_Type à 1, et Mech-Viz renverra des points d’itinéraire en JPs.
Le Request_Pose_Type ici et le Robot_Pose_Type des FB MM_Start_Vis et MM_Start_Viz correspondent tous à la variable Pose_Type du label global MM_Camera. Par conséquent, si ces paramètres sont définis sur des valeurs différentes, la programmation doit s’assurer que les deux valeurs ne prennent pas effet en même temps. -
Double-cliquez sur la zone du cadre bleu à gauche du port EN1 du FB MM_Get_VizData. Sélectionnez Contact fermé dans la fenêtre contextuelle et saisissez le label global Camera_User.Start_Viz. Cliquez ensuite sur OK pour connecter le port EN1 à la ligne de bus de gauche.
-
Double-cliquez sur la zone du cadre bleu à gauche du port Get_VizData du FB MM_Get_VizData. Sélectionnez Contact ouvert dans la fenêtre contextuelle et saisissez le label global Camera_User.Get_VizData. Cliquez ensuite sur OK pour connecter le port Get_VizData à la ligne de bus de gauche.
Écrire/convertir/compiler des programmes vers le PLC
-
Cliquez sur l’icône Changement de programme en ligne dans la barre d’outils.

-
Cliquez sur OK dans la fenêtre Confirm Build Method for Online Program Change qui s’affiche.
-
Cliquez sur Oui dans la fenêtre contextuelle comme indiqué ci-dessous.
-
Enfin, cliquez sur OK pour terminer le téléchargement du programme vers le PLC.
Déclencher l’exécution du projet Mech-Viz
-
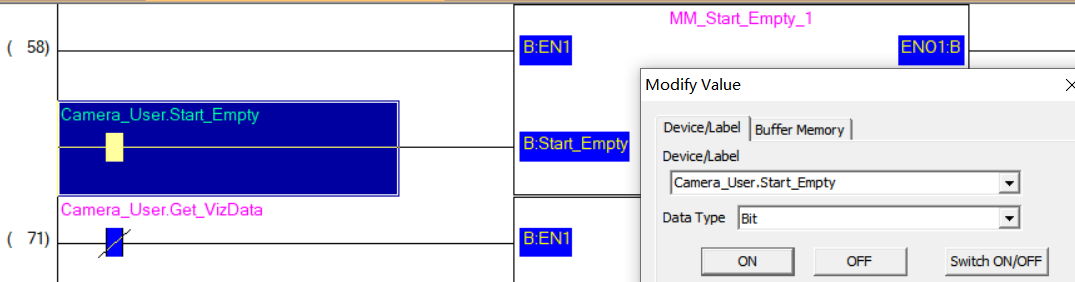
Dans l’interface de MAIN, cliquez avec le bouton droit sur la variable d’entrée Camera_User.Start_Empty du FB MM_Start_Empty et sélectionnez dans le menu contextuel. Dans la fenêtre Modifier la valeur qui s’affiche, cliquez sur ON pour effacer le résultat de vision précédemment obtenu. Cliquez ensuite sur OFF pour réinitialiser la valeur.
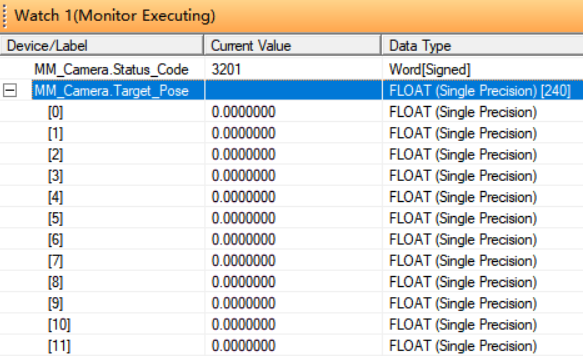
Dans la fenêtre Watch1, saisissez le label global MM_Camera.Status_Code. Le code d’état 3103 doit être renvoyé, et les valeurs des variables Camera_User.Target Pose, Camera_User.Target Label et Camera_User.Target Tool ID doivent être effacées.
-
Dans l’interface de MAIN, cliquez avec le bouton droit sur la variable d’entrée Camera_User.Start_Viz du FB MM_Start_Viz. Dans la fenêtre Modifier la valeur qui s’affiche, cliquez sur ON pour déclencher l’exécution du projet Mech-Viz. Cliquez ensuite sur OFF pour réinitialiser la valeur.
-
Dans la fenêtre Watch1, saisissez le label global MM_Camera.Status_Code. Si le projet démarre avec succès, le code d’état 2103 sera renvoyé.

Si le code d’état 20XX est renvoyé, veuillez vous référer à Codes d’état et dépannage pour le dépannage.
Définir le port de sortie de branche Mech-Viz
-
Dans l’interface de MAIN, cliquez avec le bouton droit sur la variable d’entrée Camera_User.Set_Branch du FB MM_Set_Branch. Dans la fenêtre Modifier la valeur qui s’affiche, cliquez sur ON pour choisir la branche Mech-Viz. Cliquez ensuite sur OFF pour réinitialiser la valeur.
-
Dans la fenêtre Watch1, saisissez le label global MM_Camera.Status_Code. Si la branche est définie avec succès, le code d’état 2105 sera renvoyé.

Si le code d’état 20XX est renvoyé, veuillez vous référer à Codes d’état et dépannage pour le dépannage.
Obtenir le chemin planifié depuis Mech-Viz
-
Dans l’interface de MAIN, cliquez avec le bouton droit sur la variable d’entrée Camera_User.Get_VizData du FB MM_Get_VizData. Dans la fenêtre Modifier la valeur qui s’affiche, cliquez sur ON pour obtenir le chemin planifié depuis Mech-Viz. Cliquez ensuite sur OFF pour réinitialiser la valeur.
-
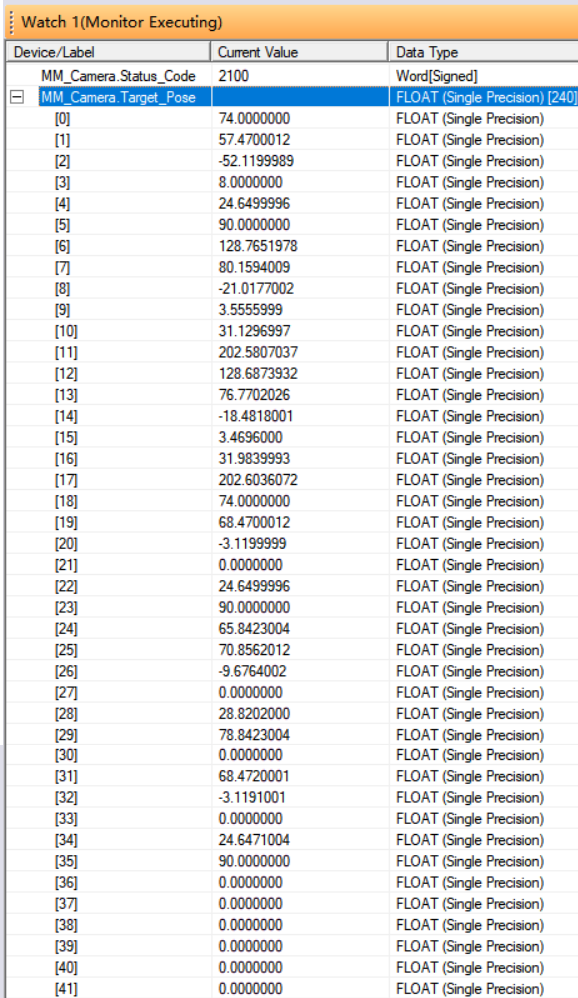
Dans la fenêtre Watch1, saisissez le label global MM_Camera.Status_Code. Si le chemin planifié est obtenu avec succès, le code d’état 2100 sera renvoyé. Ensuite, saisissez le label global MM_Camera.Target_Pose, et les JPs des points d’itinéraire dans le chemin seront renvoyés.
Si le code d’état 20XX est renvoyé, veuillez vous référer à Codes d’état et dépannage pour le dépannage.