DENSO Commandes d’interface standard
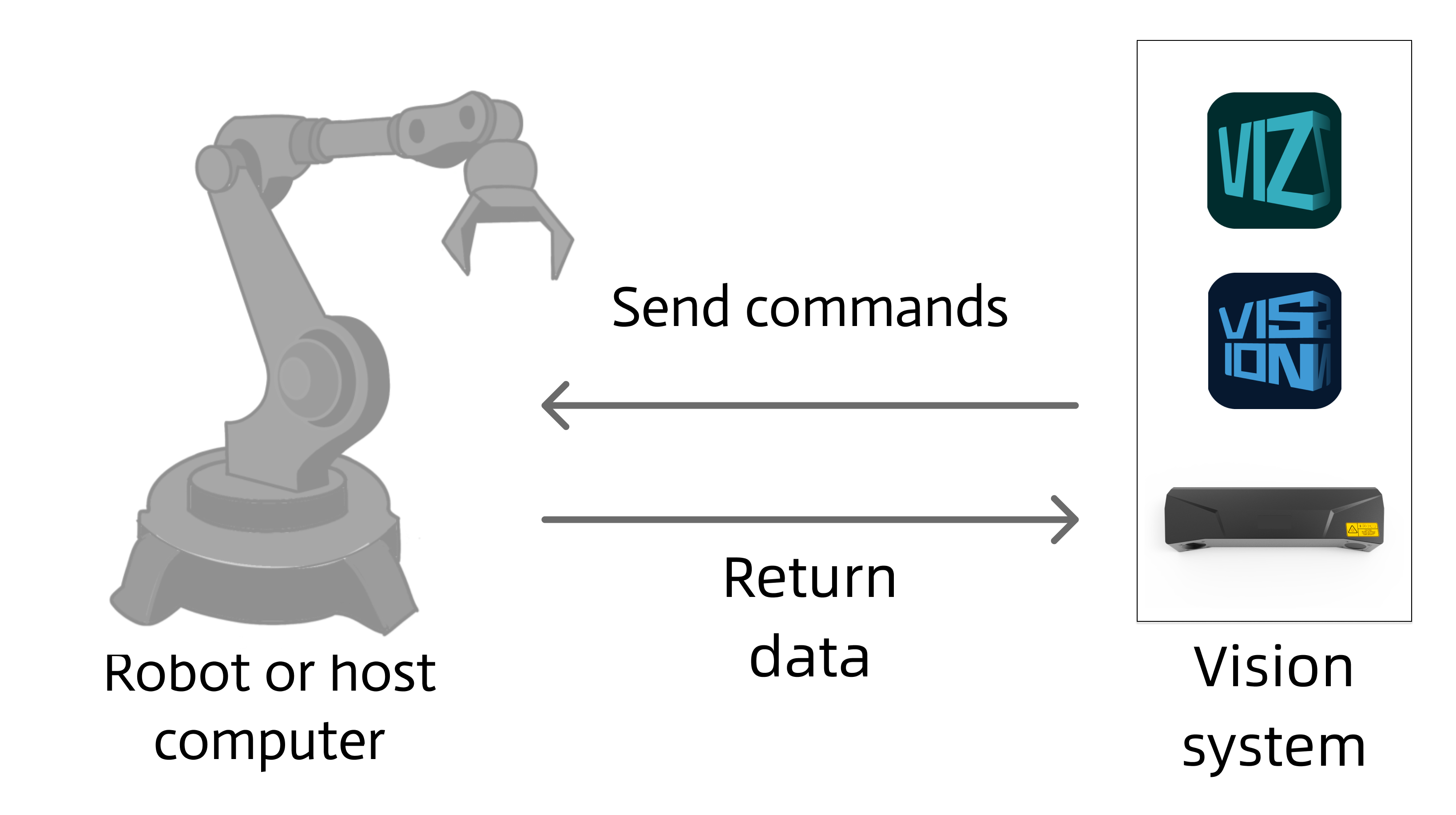
Cette section décrit les commandes d’interface standard utilisées dans les communications TCP entre un robot DENSO et le système de vision Mech-Mind. Le robot (le client) envoie des commandes au système de vision Mech-Mind (le serveur), et le système de vision Mech-Mind renvoie les données traitées au robot.
Aperçu des commandes
Précautions
-
Unité de données :
-
L’unité des positions articulaires est le degré (°).
-
La pose de la bride du robot ou le TCP se compose de la position et de la pose. La position est représentée en coordonnées XYZ et mesurée en millimètres (mm) ; la pose est représentée en angles d’Euler et mesurée en degrés (°).
-
-
Point de vision et point de passage :
-
Point de vision : Un objet reconnu par Mech-Vision. Un point de vision contient des informations telles que la pose de l’objet, l’étiquette, les dimensions et des données personnalisées.
-
Point de passage : Chaque point que le robot atteint lors du déplacement le long du chemin planifié. Un point de passage contient des informations telles que la pose du robot, l’étiquette et le type de mouvement. Les points de passage peuvent être divisés en deux catégories :
-
Point de passage Vision Move : point de passage correspondant à l’étape Vision Move.
-
Points de passage hors Vision Move, c’est‑à‑dire les points de passage correspondant aux étapes de type Move autres que l’étape Vision Move.
-
-
Fermer la communication TCP
Cette commande ferme la communication TCP entre le robot et le système de vision.
Séquence d’appel
Après avoir reçu le résultat du projet Mech-Vision ou Mech-Viz, vous pouvez appeler cette commande pour fermer la communication et stocker le résultat dans des variables. Si la communication n’est pas fermée pendant une longue période, une erreur indiquant que la communication a été fermée anormalement peut être renvoyée pour les programmes du robot.
Exécuter le projet Mech-Vision
Commande
Cette commande déclenche l’exécution du projet Mech-Vision. Lorsque le projet Mech-Vision s’exécute, le système de vision déclenche la caméra pour capturer des images puis traite les images renvoyées avec des algorithmes afin de produire une série de points de vision ou de points de passage.
|
Séquence d’appel
-
Les paramètres des étapes doivent être définis avant l’exécution d’un projet Mech-Vision. Par conséquent, appelez Basculer la recette de paramètres Mech-Vision avant d’appeler Exécuter le projet Mech-Vision.
-
Le système de vision obtient des points de vision et des points de passage uniquement après l’exécution d’un projet Mech-Vision. Par conséquent, appelez Exécuter le projet Mech-Vision avant d’appeler Obtenir le résultat de vision, Obtenir le chemin planifié dans Mech-Vision, ou Obtenir les données personnalisées Mech-Vision.
Format de la commande
MM_Start_Vis job,pos_num_need,send_pos_type,JrNumParamètres d’entrée
job
Identifiant du projet Mech-Vision. Vous pouvez consulter l’identifiant du projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant du projet est le numéro avant le nom du projet.
pos_num_need
Ce paramètre spécifie le nombre attendu de points de vision ou de points de passage à obtenir du projet Mech-Vision. Plage de valeurs : 0 jusqu’au plus grand entier positif.
| Si le projet Mech-Vision a une étape de planification de chemin (Path Planning Step), ce paramètre indique le nombre attendu de points de passage. Sinon, il indique le nombre attendu de points de vision. |
-
0 : Obtenir tous les points de vision ou points de passage du projet Mech-Vision.
-
Un entier positif : Obtenir le nombre spécifique de points de vision ou de points de passage du projet Mech-Vision.
-
Si le nombre total de points de vision ou de points de passage sortis par le projet Mech-Vision est inférieur à la valeur du paramètre, cette commande obtiendra le nombre de tous les points de vision ou de points de passage.
-
Si le nombre total de points de vision ou de points de passage sortis par le projet Mech-Vision est supérieur ou égal à la valeur du paramètre, cette commande obtiendra le nombre de points de vision ou de points de passage tel que spécifié par ce paramètre.
-
|
send_pos_type
Ce paramètre spécifie la manière dont la pose réelle du robot est envoyée au projet Mech-Vision. Valeurs valides : 0, 1, 2, et 3. Le tableau suivant en décrit les détails.
| send_pos_type | Description | Scénario applicable |
|---|---|---|
0 |
La commande n’envoie pas les données de pose du robot au projet Mech-Vision. Si l’étape Path Planning est utilisée dans le projet Mech-Vision, le point de départ du chemin planifié sera le point Home défini dans l’outil de planification de chemin. |
Ce réglage doit être utilisé si la caméra est montée en mode œil à main (eye to hand) et si le projet ne nécessite pas une capture préalable des images. |
1 |
Les positions articulaires actuelles et la pose de bride du robot doivent être saisies dans le projet Mech-Vision. |
Ce réglage doit être utilisé lorsque la caméra est montée en mode œil dans la main (eye in hand). Ce réglage est recommandé pour la plupart des scénarios, sauf ceux impliquant des robots portiques. |
2 |
La pose de bride du robot doit être saisie dans le projet Mech-Vision. |
Ce réglage est recommandé pour les scénarios impliquant des robots portiques. |
3 |
Cette commande envoie des positions articulaires personnalisées au projet Mech-Vision. Ces positions articulaires seront envoyées à l’étape Path Planning du projet Mech-Vision comme point de départ, où le robot se déplacera de ce point de départ jusqu’au premier point de passage du chemin planifié. |
Ce réglage doit être utilisé si la caméra est montée en mode œil à main (eye to hand) et si le projet nécessite une capture préalable des images. |
|
JrNum
Ce paramètre spécifie l’ID de la variable J. La variable J correspondante stocke des positions articulaires personnalisées.
-
Si send_pos_type est réglé sur 3, les positions articulaires représentées par cette variable J seront envoyées à l’étape Path Planning du projet Mech-Vision comme point de départ, où le robot se déplace de ce point de départ jusqu’au premier point de passage du chemin planifié.
-
Si send_pos_type est réglé sur une valeur différente de 3, les positions articulaires n’ont pas d’utilité pratique mais l’ID de la variable J doit être défini.
Exemple
MM_Start_Vis 1,1,1,1Dans l’exemple précédent, le projet Mech-Vision dont l’ID est 1 est exécuté, et un point de vision est attendu en sortie du projet Mech-Vision. En même temps, le robot envoie les données de positions articulaires actuelles et de pose de bride au projet Mech-Vision. Dans cet exemple, J[1] n’a pas d’utilité pratique, mais l’ID de cette variable doit être défini.
Obtenir le résultat de vision
Commande
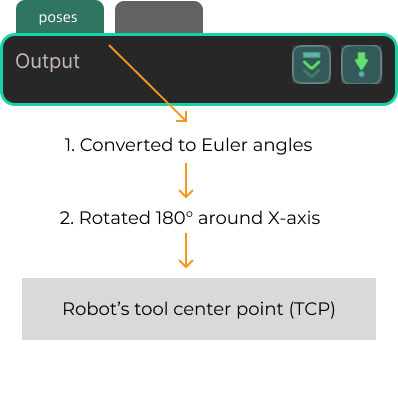
Cette commande obtient le résultat de vision, à savoir une série de points de vision, depuis Mech-Vision. La pose de l’objet du point de vision (c’est-à-dire la sortie du port poses de l’étape Output) sera automatiquement convertie en TCP du robot par le système de vision. Le processus est le suivant.
| Si le premier port d’entrée de l’étape Output est Object Center Points, l’étape Output convertira les points centraux de l’objet en points de prise correspondants. Par conséquent, les poses d’objets obtenues en exécutant cette commande sont en réalité des poses de points de prise, et non des poses de points centraux d’objets. |
-
Convertissez la représentation en quaternion de la pose de l’objet en angles d’Euler.
-
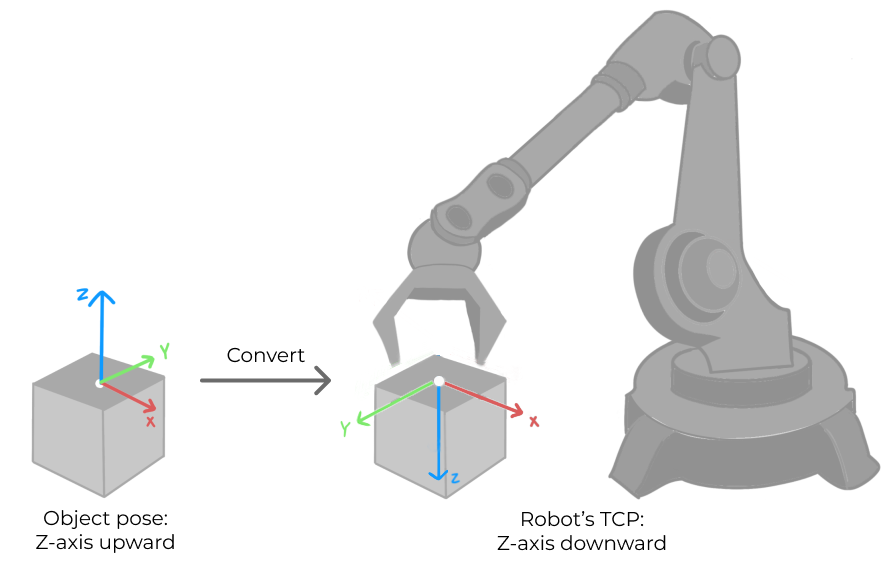
Faites pivoter la pose de l’objet autour de l’axe X de 180° pour orienter son axe Z vers le bas.
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision. Après avoir appelé cette commande, appelez Stocker le résultat de vision ou le chemin planifié (TCP) pour accéder aux données de pose.
Format de la commande
MM_Get_VisData Job,IrPosNum,IrStatusParamètres d’entrée
Job
Identifiant du projet Mech-Vision. Vous pouvez consulter l’identifiant du projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant du projet est le numéro avant le nom du projet.
Paramètres de sortie
IrPosNum
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le nombre de points de vision renvoyés par Mech-Vision.
IrStatus
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le code d’état de cette commande. Le code d’état 1100 est renvoyé pour une exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et dépannage.
|
Par défaut, après que le robot a envoyé cette commande, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier la durée d’expiration par défaut selon vos besoins, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. 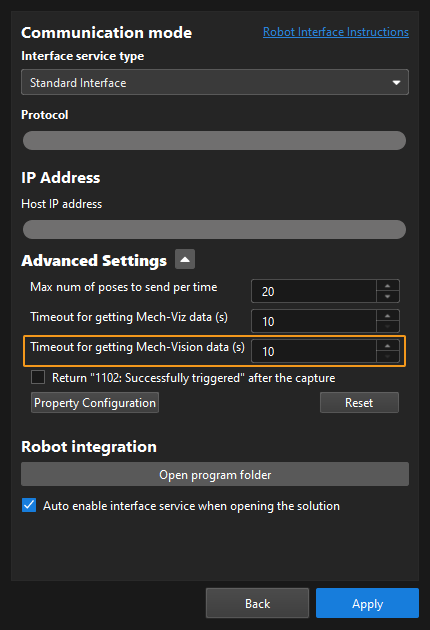
|
Stocker le résultat de vision ou le chemin planifié (TCP)
Commande
Cette commande stocke le TCP, l’étiquette et l’ID de l’outil du point de vision ou du point de passage dans les variables.
Format de la commande
MM_Get_Pose Serial,PrNum,IrLabel,IrToolIdParamètres d’entrée
Serial
Ce paramètre spécifie l’index du point de vision ou du point de passage. Le TCP, l’étiquette et l’ID de l’outil du point de vision ou du point de passage correspondant à l’index sont stockés dans les variables. Les index commencent à 1.
Paramètres de sortie
PrNum
Le paramètre spécifie l’ID de la variable P. La variable P correspondante stocke le TCP du point de vision ou du point de passage correspondant à l’index.
IrLabel
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke l’étiquette du point de vision ou du point de passage correspondant à l’index.
IrToolId
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke l’ID de l’outil du point de vision ou du point de passage correspondant à l’index.
Stocker le chemin planifié (positions articulaires)
Commande
Cette commande stocke les positions articulaires, l’étiquette et l’ID de l’outil du point de passage dans les variables.
Format de la commande
MM_Get_Jps Serial,JrNum,IrLabel,IrToolIdParamètres d’entrée
Serial
Ce paramètre spécifie l’index du point de passage. Les positions articulaires, l’étiquette et l’ID de l’outil du point de passage correspondant à l’index sont stockés dans les variables. Les index commencent à 1.
Paramètres de sortie
JrNum
Ce paramètre spécifie l’ID de la variable J. La variable J correspondante stocke les positions articulaires du point de passage correspondant à l’index.
IrLabel
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke l’étiquette du point de passage correspondant à l’index.
IrToolId
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke l’ID de l’outil du point de passage correspondant à l’index.
Basculer la recette de paramètres Mech-Vision
Commande
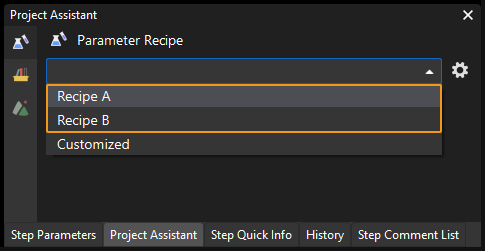
Cette commande déclenche Mech-Vision pour basculer la recette de paramètres utilisée par le projet. L’image ci-dessous montre comment basculer manuellement la recette de paramètres pour un projet Mech-Vision. Pour plus de détails sur les recettes de paramètres, voir le guide recette de paramètres.
Séquence d’appel
Cette commande doit être appelée avant Exécuter le projet Mech-Vision.
Format de la commande
MM_Set_Model Job,ModelIndexParamètres d’entrée
Job
Identifiant du projet Mech-Vision. Vous pouvez consulter l’identifiant du projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant du projet est le numéro avant le nom du projet.
ModelIndex
Ce paramètre spécifie l’ID de la recette de paramètres dans le projet Mech-Vision. Pour savoir comment afficher l’ID de la recette de paramètres, voir Afficher l’ID de la recette de paramètres.
Obtenir le chemin planifié dans Mech-Vision
Commande
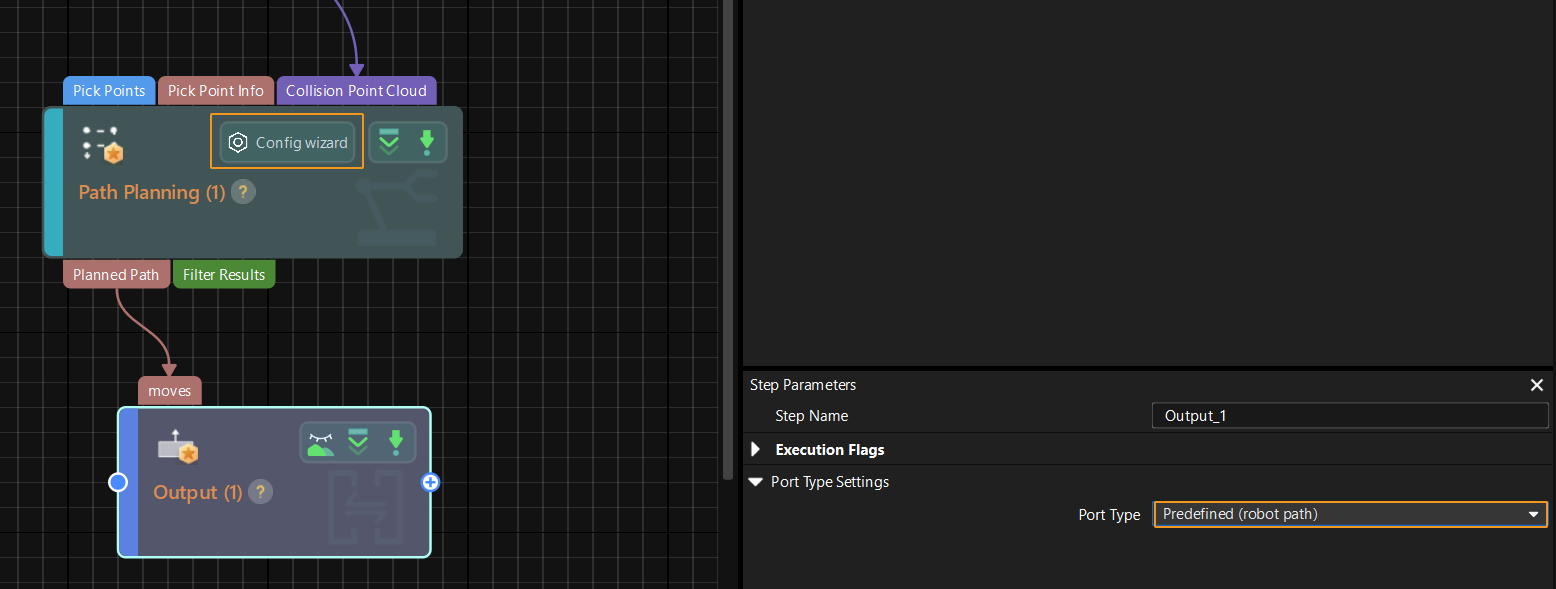
Cette commande obtient le chemin planifié par le projet Mech-Vision sous forme d’une série de points de passage. Le chemin est planifié par l’outil de planification de chemin, auquel vous pouvez accéder en cliquant sur Assistant de configuration comme indiqué dans l’image ci-dessous. Pour plus de détails sur la planification de chemin (Path Planning), voir Planification de chemin.
| Réglez le paramètre Port Type de l’étape Output dans Mech-Vision sur Prédefini (chemin robot). |
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision. Après avoir appelé cette commande, appelez Stocker le résultat de vision ou le chemin planifié (TCP) ou Stocker le chemin planifié (positions articulaires) pour accéder aux données de pose.
Format de la commande
MM_Get_VisPath Job,Jps_Pos,IrPosNum,IrVisPos_Num,IrStatusParamètres d’entrée
Job
Identifiant du projet Mech-Vision. Vous pouvez consulter l’identifiant du projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant du projet est le numéro avant le nom du projet.
Jps_Pos
Ce paramètre spécifie le type de poses des points de passage à obtenir. peut être défini sur 1 ou 2.
-
1: positions articulaires. Après avoir exécuté cette commande, exécutez Stocker le chemin planifié (positions articulaires) pour accéder aux données de positions articulaires.
-
2: poses de l’outil. Après avoir exécuté cette commande, exécutez Stocker le résultat de vision ou le chemin planifié (TCP) pour accéder aux données de pose de l’outil.
Paramètres de sortie
IrPosNum
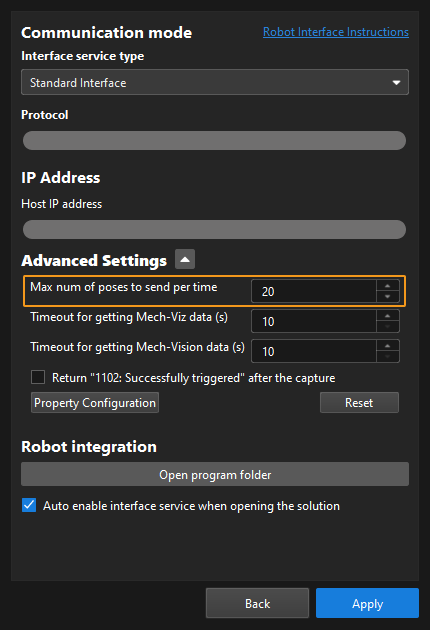
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le nombre de points de passage renvoyés par le système de vision. Par défaut, le système de vision peut envoyer au maximum 20 points de passage. Ainsi, la valeur maximale par défaut de ce paramètre est 20. Pour modifier, selon les besoins, le nombre maximal par défaut de poses à obtenir à chaque fois, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. La limite supérieure est de 30.
| Avant d’appeler Obtenir le chemin planifié dans Mech-Vision, définissez pos_num_need de Exécuter le projet Mech-Vision sur 0 pour réduire le nombre d’appels à Obtenir le chemin planifié dans Mech-Vision. Si pos_num_need de Exécuter le projet Mech-Vision est réglé sur 1, un seul point de passage est obtenu à chaque appel de Obtenir le chemin planifié dans Mech-Vision. Vous devez appeler la commande 105 plusieurs fois pour obtenir tous les points de passage. |
IrVisPos_Num
Ce paramètre spécifie l’ID de la variable I. La variable I correspondant à cet ID stocke le numéro de séquence du point de passage Déplacement par vision qui correspond à l’étape Déplacement par vision de l’outil de planification de trajectoire dans le chemin. Si le point de passage n’existe pas dans le chemin, la valeur du paramètre est 0.
Si le trajet planifié se compose des points de passage suivants dans l’ordre: Déplacement vers point fixe_1, Déplacement vers point fixe_2, Déplacement par vision, et Déplacement vers point fixe_3, le numéro de séquence du point de passage Déplacement par vision est 3.
IrStatus
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le code d’état de cette commande. Si la commande s’exécute correctement, le code d’état 1103 est renvoyé. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et dépannage.
|
Par défaut, après que le robot a envoyé cette commande, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier la durée d’expiration par défaut selon vos besoins, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision.
|
Exemple
MM_Get_VisPath 2,2,51,52,53Dans l’exemple précédent, le chemin planifié du projet Mech-Vision n° 2 est renvoyé, les points de passage du chemin sont stockés au format TCP, le nombre de points de passage est stocké dans I[51], le numéro de séquence du point de passage Vision Move dans le chemin planifié est stocké dans I[52], et le code d’état d’exécution de la commande est stocké dans I[53].
Obtenir les données personnalisées Mech-Vision
Commande
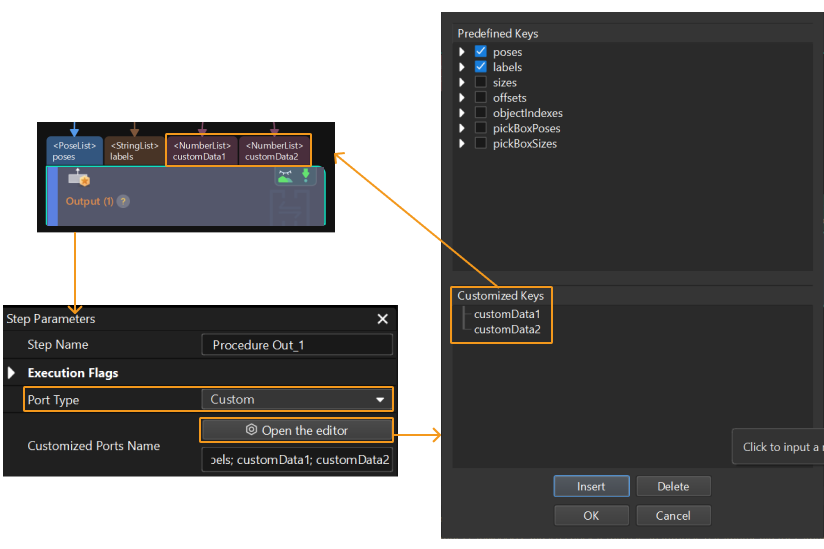
Cette commande obtient des données depuis le(s) port(s) personnalisé(s) de l’étape Output dans Mech-Vision. Un appel de commande enregistre toutes les données des ports de l’étape Output dans la mémoire du robot.
Select the Output Step, set Port Type to Custom, and then click Open the editor to go to the custom port configuration window. The Customized Keys section of the window displays custom port names, such as customeData1 and customeData2 as shown in the following figure.
|
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision. Après avoir appelé cette commande, appelez Stocker les données personnalisées Mech-Vision pour accéder aux données personnalisées.
Format de la commande
MM_Get_Dydata Job,IrPosNum,IrStatusParamètres d’entrée
Job
Identifiant du projet Mech-Vision. Vous pouvez consulter l’identifiant du projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant du projet est le numéro avant le nom du projet.
Paramètres de sortie
IrPosNum
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le nombre de points de vision renvoyés par Mech-Vision.
IrStatus
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le code d’état de cette commande. Si la commande s’exécute correctement, le code d’état est 1100. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et dépannage.
Stocker les données personnalisées Mech-Vision
Commande
Cette commande stocke les données personnalisées obtenues depuis Mech-Vision dans la variable.
Séquence d’appel
Cette commande doit être appelée après Obtenir les données personnalisées Mech-Vision.
Format de la commande
MM_Get_DyPose Serial,PrNum,IrLabel,FrNumParamètres d’entrée
Serial
Ce paramètre spécifie l’index du point de vision. Les données personnalisées du point de vision correspondant à l’index sont stockées dans la variable. Les index commencent à 1.
Paramètres de sortie
PrNum
Le paramètre spécifie l’ID de la variable P. La variable P correspondante stocke le TCP du point de vision ou du point de passage correspondant à l’index.
IrLabel
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke l’étiquette du point de vision correspondant à l’index. Si aucun port d’étiquette n’est spécifié dans Mech-Vision, 0 est utilisé.
FrNum
Ce paramètre spécifie l’ID de départ des variables F. Les variables F à partir de cet ID stockent séquentiellement les données personnalisées des points de vision correspondant aux index spécifiés. Lorsque vous définissez ce paramètre, tenez compte du nombre d’éléments personnalisés pour vous assurer que suffisamment de variables F peuvent être utilisées pour stocker les données personnalisées.
Obtenir la liste DO du gripper
Commande
Cette commande obtient la liste des signaux de commande pour le gripper à vide multi-sections depuis le projet Mech-Viz. Le robot applique les signaux DO obtenus par Définir la liste DO du gripper comme outil.
Avant d’utiliser cette commande, vous devez effectuer les configurations suivantes dans Mech-Viz.
-
Configurer le projet Mech-Viz
-
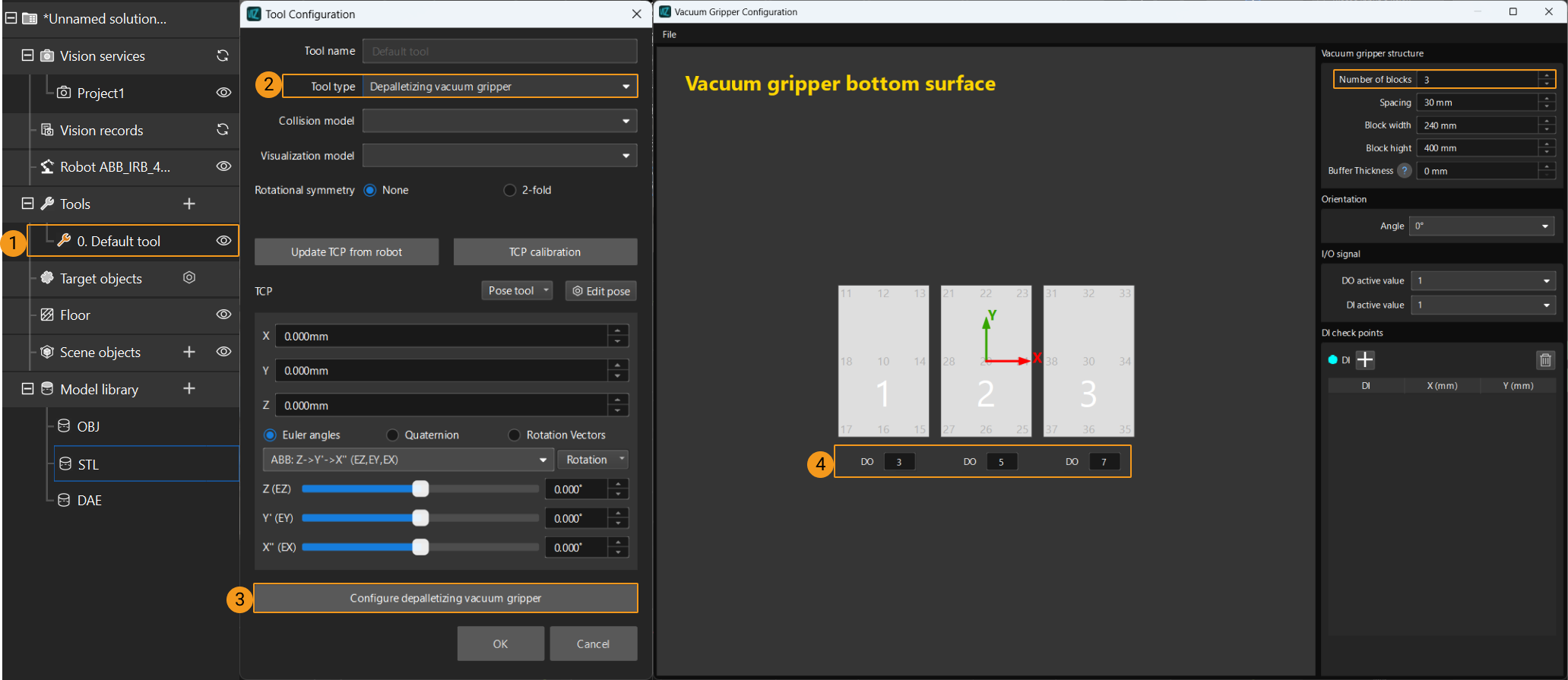
Dans l’étape Vision Move de Mech-Viz, réglez Select Picking Method sur Box depalletizing.

-
Dans Mech-Viz, double-cliquez sur le nom de l’outil, sélectionnez Gripper à vide pour dépalettisation pour Type d’outil, cliquez sur Configurer le gripper à vide pour dépalettisation, puis configurez les valeurs des signaux DO selon les besoins.
-
Séquence d’appel
-
Cette commande doit être appelée avant la commande Obtenir le chemin planifié dans Mech-Vision, Obtenir le chemin planifié dans Mech-Viz, ou Obtenir les données Vision Move ou personnalisées. Cela signifie que le robot doit obtenir le chemin de mouvement puis obtenir les signaux DO du gripper du point de passage Vision Move.
-
Cette commande doit être appelée avant Définir la liste DO du gripper.
Définir la liste DO du gripper
Commande
Cette commande définit les signaux DO obtenus en signaux de sortie à usage général. De plus, les signaux E/S du robot doivent être réglés sur le type de sortie à usage général (type UOUT) à partir de IO24.
Séquence d’appel
Cette commande doit être appelée après Obtenir la liste DO du gripper.
Exécuter le projet Mech-Viz
Commande
Cette commande déclenche l’exécution du projet Mech-Viz. Mech-Viz planifie le chemin de mouvement du robot sur la base du résultat de vision sorti par Mech-Vision.
| Cliquez avec le bouton droit sur le nom du projet dans le panneau des ressources du projet dans Mech-Viz et sélectionnez Autoload Project. |
Format de la commande
MM_Start_Viz Send_Pos_Type,JrNumParamètres d’entrée
Send_Pos_Type
Ce paramètre spécifie la manière dont la pose réelle du robot est envoyée au projet Mech-Viz. Valeurs valides : 0, 1, et 2. Le tableau ci-dessous en décrit les détails.
| Type de pose du robot | Description | Scénario applicable |
|---|---|---|
0 |
Cette commande n’a pas besoin d’envoyer la pose du robot au projet Mech-Viz. Le robot simulé dans le projet Mech-Viz se déplacera de la position Home définie au premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode œil à main (eye to hand). |
1 |
Dans cette commande, le robot envoie ses positions articulaires actuelles et sa pose de bride au projet Mech-Viz. Le robot simulé dans Mech-Viz se déplace des positions articulaires d’entrée vers le premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode œil dans la main (eye in hand). |
2 |
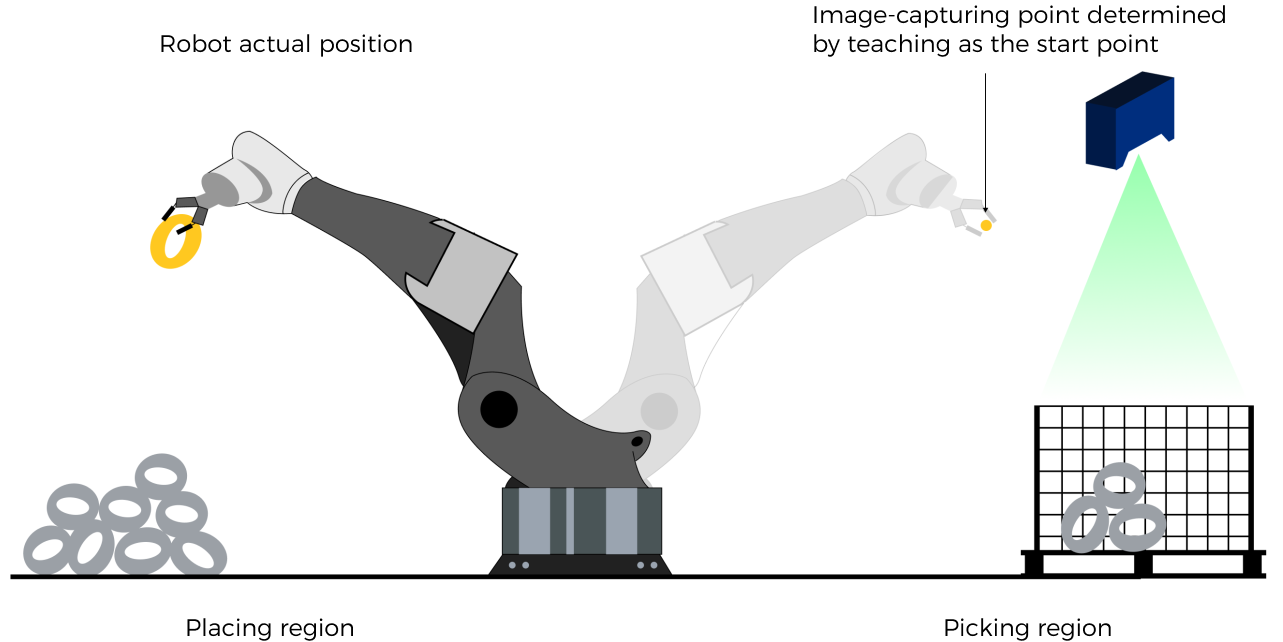
Dans cette commande, le robot envoie les positions articulaires d’un point enseigné (les positions articulaires personnalisées, et non les positions articulaires actuelles) au projet Mech-Viz. Le projet Mech-Viz utilise les positions articulaires d’entrée pour planifier à l’avance le prochain chemin pendant que le robot n’est pas dans la région de capture de la caméra, comme illustré ci-dessous. Le robot simulé dans Mech-Viz se déplace des positions articulaires d’entrée vers le premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode œil à main (eye to hand). |
Pourquoi le type de pose robot 2 est recommandé lorsque la caméra est montée en mode œil à main ?
En mode œil à main, la caméra peut effectuer la capture d’images pour le prochain tour de planification de chemin avant que le robot ne retourne dans la région de capture d’images et de prise, réduisant ainsi le temps de cycle. L’image ci-dessous montre le fonctionnement du robot dans la zone de pose.
Si Send_Pos_Type est réglé sur 1, le robot enverra la pose actuelle à Mech-Viz. Il est possible que le robot réel se déplace vers d’autres positions avant d’atteindre le premier point de passage. Cependant, le robot simulé se déplace directement vers le premier point de passage du projet Mech-Viz à partir de la pose envoyée par le robot. Par conséquent, il peut y avoir une inadéquation entre les chemins du robot réel et du robot simulé. Cette inadéquation peut potentiellement entraîner des risques de sécurité imprévus, en particulier si une collision est détectée dans le chemin du robot simulé.
D’un autre côté, si Send_Pos_Type est réglé sur 2, le robot enverra à Mech-Viz la pose de capture d’image définie par enseignement. Ainsi, le robot réel peut déclencher le prochain tour de planification de chemin dans Mech-Viz lorsque le robot réel se trouve dans la région de capture d’images et le temps de cycle peut être raccourci.
En conclusion, le type de pose robot doit être réglé sur 2 pour les projets en mode œil à main.
JrNum
Ce paramètre spécifie l’ID de la variable J. La variable J correspondante stocke des positions articulaires personnalisées.
-
Si Send_Pos_Type est réglé sur 2, les positions articulaires représentées par cette variable J seront envoyées au projet Mech-Viz comme point de départ, où le robot se déplace de ce point de départ jusqu’au premier point de passage du chemin planifié.
-
Si Send_Pos_Type est réglé sur une valeur différente de 2, les positions articulaires n’ont pas d’utilité pratique mais l’ID de la variable J doit être défini.
Définir le port de sortie pour l’étape Branch by Msg dans Mech-Viz
Commande
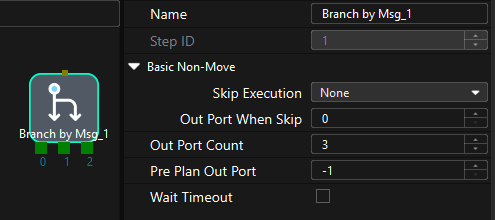
Cette commande définit le port de sortie pour l’étape Branch by Msg. Lorsque l’étape suivante est une étape Branch by Msg, le projet Mech-Viz attendra que cette commande spécifie le port de sortie.
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz.
Format de la commande
MM_Set_Branch Branch_Num,Export_NumParamètres d’entrée
Branch_Num
Ce paramètre spécifie l’ID de l’étape Branch by Msg. La valeur est un entier positif. L’ID de l’étape est affiché dans le panneau des paramètres de l’étape. Par exemple, l’ID de l’étape dans l’image ci-dessus est 1.
Export_Num
Ce paramètre spécifie l’ID du port de sortie de l’étape Branch by Msg. La valeur est un entier positif. Lorsque la valeur du paramètre est réglée sur N, le projet Mech-Viz sort par le port dont l’ID est N-1 de l’étape Branch by Msg.
Définir l’index actuel dans Mech-Viz
Commande
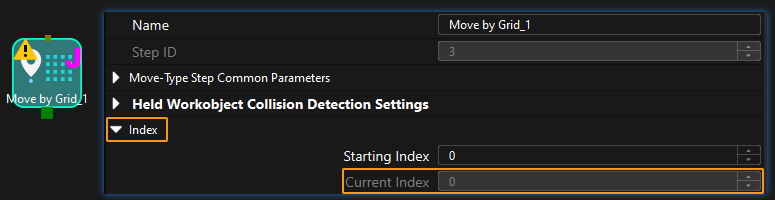
Cette commande définit la valeur du paramètre Current Index des étapes de type index. Les étapes qui incluent la section Index comprennent Move by Grid, Move by List, Custom Pallet Pattern, et Predefined Pallet Pattern.
Séquence d’appel
Les étapes de type index sont souvent précédées d’une étape Branch by Msg. Le robot doit appeler les commandes dans cet ordre : Exécuter le projet Mech-Viz, Définir l’index actuel dans Mech-Viz, et Définir le port de sortie pour l’étape Branch by Msg dans Mech-Viz. Cela permet de s’assurer que Mech-Viz a suffisamment de temps pour définir la valeur Current Index.
Format de la commande
MM_Set_Index Skill_Num,Index_NumParamètres d’entrée
Skill_Num
Ce paramètre spécifie l’ID de l’étape de type index. La valeur est un entier positif. L’ID de l’étape est affiché dans le panneau des paramètres de l’étape. Par exemple, l’ID de l’étape dans l’image ci-dessus est 3.
Index_Num
Ce paramètre spécifie l’index actuel pour une étape de type index. La valeur est un entier positif. Lorsque la valeur de ce paramètre est réglée sur N, l’index actuel de l’étape correspondante est N-1.
Obtenir le chemin planifié dans Mech-Viz
Commande
Cette commande obtient le chemin planifié par le projet Mech-Viz sous forme d’une série de points de passage.
|
Point de passage : Chaque point que le robot atteint lors du déplacement le long du chemin planifié. Un point de passage contient des informations telles que la pose du robot, l’étiquette et le type de mouvement. Les points de passage peuvent être divisés en deux catégories :
|
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz. Après avoir appelé cette commande, appelez Stocker le résultat de vision ou le chemin planifié (TCP) ou Stocker le chemin planifié (positions articulaires) pour accéder aux données de pose.
Format de la commande
MM_Get_VizData Jps_Pos,IrPosNum,IrVisPos_Num,IrStatusParamètres d’entrée
Jps_Pos
Ce paramètre spécifie le type de poses des points de passage à obtenir. peut être défini sur 1 ou 2.
-
1: positions articulaires. Après avoir exécuté cette commande, exécutez Stocker le chemin planifié (positions articulaires) pour accéder aux données de positions articulaires.
-
2: poses de l’outil. Après avoir exécuté cette commande, exécutez Stocker le résultat de vision ou le chemin planifié (TCP) pour accéder aux données de pose de l’outil.
Paramètres de sortie
IrPosNum
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le nombre de points de passage renvoyés par le système de vision. Par défaut, le système de vision n’envoie pas plus de 20 points de passage à la fois. Par conséquent, la valeur maximale par défaut de ce paramètre est 20. Pour modifier, selon les besoins, le nombre maximal par défaut de poses à obtenir à chaque fois, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. La limite supérieure est de 30.
IrVisPos_Num
Ce paramètre spécifie l’ID de la variable I. La variable I correspondant à cet ID stocke le numéro de séquence du point de passage Déplacement par vision qui correspond à l’étape Déplacement par vision du projet Mech-Viz dans le trajet. Si le point de passage n’existe pas dans le trajet, la valeur du paramètre est 0.
Si le trajet planifié se compose des points de passage suivants dans cet ordre: Déplacement à point fixe_1, Déplacement à point fixe_2, Déplacement par vision, et Déplacement à point fixe_3, le numéro de séquence du point de passage Déplacement par vision est 3.
IrStatus
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le code d’état de la commande. Si la commande s’exécute correctement, le code d’état est 2100. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et dépannage.
|
Par défaut, après que le robot a envoyé cette commande, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier la durée d’expiration par défaut selon vos besoins, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. 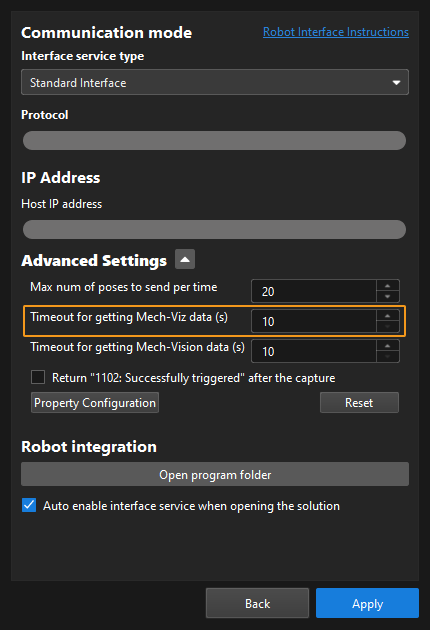
|
Exemple
MM_Get_VizData 2,51,52,53Dans l’exemple précédent, le chemin planifié du projet Mech-Viz est obtenu, le type de pose des points de passage est TCP, le nombre de points de passage est stocké dans I[51], le numéro de séquence du point de passage Vision Move dans le chemin planifié est stocké dans I[52], et le code d’état de la commande est stocké dans I[53].
Obtenir les données Vision Move ou personnalisées
Commande
Cette commande obtient les données sorties par l’étape Vision Move ou le(s) port(s) personnalisé(s) de l’étape Output depuis le projet Mech-Viz. Un appel de commande stocke toutes les données dans la mémoire du robot.
|
-
Les données Vision Move se réfèrent aux données sorties par l’étape Vision Move dans Mech-Viz, incluant les étiquettes des objets cibles pris, le nombre d’objets cibles pris, le nombre d’objets cibles à prendre cette fois, l’ID du bord ou du coin du gripper à vide, l’offset TCP, l’orientation du groupe d’objets cibles, l’orientation de l’objet cible, et les dimensions du groupe d’objets cibles.
-
Les données personnalisées se réfèrent aux données sorties par le(s) port(s) personnalisé(s) de l’étape Output dans Mech-Vision puis transmises par Mech-Viz.
Select the Output Step, set Port Type to Custom, and then click Open the editor to go to the custom port configuration window. The Customized Keys section of the window displays custom port names, such as customeData1 and customeData2 as shown in the following figure.
-
Les données produites par les Clés prédéfinies, telles que poses, labels, sizes, offsets, ne sont pas des données personnalisées.
-
Vous devez définir Type de port de l’Étape de sortie sur Personnalisé et sélectionner le port poses dans la section Clés prédéfinies de Mech-Vision.
-
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz.
Format de la commande
MM_Get_Plandata Jps_Pos,IrPosNum,IrVisPos_Num,IrStatusParamètres d’entrée
Jps_Pos
Ce paramètre spécifie le format attendu des données de retour. La plage de valeurs est de 1 à 4. Voir le contenu suivant pour plus de détails.
Valeur du paramètre de Jps_Pos |
Description des données retournées attendues (Chaque champ est expliqué ci-dessous. Si le projet Mech-Vision n’a pas de port personnalisé, aucun élément de données personnalisées n’est renvoyé.) |
|
Type de point de passage |
Données retournées |
|
1 |
Point de passage hors Vision Move |
Pose (JPs), type de mouvement, ID de l’outil |
Point de passage Vision Move |
Pose (positions articulaires), type de mouvement, ID de l’outil, vitesse, élément 1 des données personnalisées, … élément N des données personnalisées |
|
2 |
Point de passage hors Vision Move |
Pose (TCP), type de mouvement, ID de l’outil, vitesse |
Point de passage Vision Move |
Pose (TCP), type de mouvement, ID de l’outil, vitesse, élément 1 des données personnalisées, … élément N des données personnalisées |
|
3 |
Point de passage hors Vision Move |
Pose (JPs), type de mouvement, ID de l’outil, vitesse |
Point de passage Vision Move |
Pose (positions articulaires), type de mouvement, ID de l’outil, vitesse, données Vision Move de Mech-Viz, élément 1 des données personnalisées, … élément N des données personnalisées |
|
4 |
Point de passage hors Vision Move |
Pose (TCP), type de mouvement, ID de l’outil, vitesse |
Point de passage Vision Move |
Pose (TCP), type de mouvement, ID de l’outil, vitesse, données Vision Move de Mech-Viz, élément 1 des données personnalisées, … élément N des données personnalisées |
|
Pose
La pose d’un point de passage peut être des positions articulaires (mesurées en degrés) ou un TCP (mesuré en millimètres pour les coordonnées tridimensionnelles et en degrés pour les angles d’Euler) du robot.
Type de mouvement
Le type de mouvement du robot. Valeurs valides : 1 et 2.
-
1 : Mouvement articulaire (MOVEJ)
-
2 : Mouvement linéaire (MOVEL)
ID de l’outil
L’ID de l’outil à utiliser à ce point de passage. Une valeur de -1 signifie qu’aucun outil n’est utilisé à ce point de passage.
Vitesse
La valeur du paramètre, représentée en pourcentage, est égale à la vitesse définie pour une étape de type mouvement multipliée par la vitesse globale définie dans Mech-Viz.
Données Vision Move
Données sorties par l’étape Vision Move dans Mech-Viz, incluant les étiquettes des objets cibles pris, le nombre d’objets cibles pris, le nombre d’objets cibles à prendre cette fois, l’ID du bord ou du coin du gripper à vide, l’offset TCP, l’orientation du groupe d’objets cibles, l’orientation de l’objet cible, et les dimensions du groupe d’objets cibles.
| Nom | Description | Nombre d’éléments |
|---|---|---|
Étiquettes des objets cibles pris |
Une étiquette se compose de 10 entiers. La valeur par défaut est dix 0. |
10 |
Nombre d’objets cibles pris |
Le nombre total d’objets cibles pris. |
1 |
Nombre d’objets cibles à prendre cette fois |
Le nombre d’objets cibles à prendre cette fois. |
1 |
ID du bord ou du coin du gripper à vide |
L’ID du bord ou du coin utilisé pour prendre les objets cibles cette fois. |
1 |
Offset TCP |
Le décalage XYZ entre le centre du groupe d’objets cibles et le centre de la pose de l’outil. |
3 |
Orientation du groupe d’objets cibles |
La position relative entre le groupe d’objets cibles et la longueur du gripper à vide. La valeur est 0 ou 1, où 0 signifie parallèle et 1 vertical. |
1 |
Orientation de l’objet cible |
La position relative entre la longueur d’un objet cible et celle du gripper à vide. La valeur est 0 ou 1, où 0 signifie parallèle et 1 vertical. |
1 |
Dimensions du groupe d’objets cibles |
La longueur, la largeur et la hauteur du groupe d’objets cibles à prendre cette fois. |
3 |
Éléments des données personnalisées
Les données de tous les ports personnalisés d’un seul point de vision. Par exemple, les données de sortie des ports de l’étape Output sont présentées dans le tableau ci-dessous. Les éléments de données personnalisées du premier point de vision sont [0, 0, 1] et [0, 0] ; et les éléments de données personnalisées du deuxième point de vision sont [1, 0, 0] et [1, 1].
Nom du port |
poses |
labels |
customData1 |
customData2 |
Données de sortie |
[ [0, 0, 0, 1, 0, 0, 0], [0, 0, 0, 1, 0, 0, 0] ] |
[ "0", "1" ] |
[ [0, 0, 1], [1, 0, 0] ] |
[ [0, 0], [1, 1] ] |
Premier point de vision |
[0, 0, 0, 1, 0, 0, 0] |
0 |
[0, 0, 1] |
[0, 0] |
Deuxième point de vision |
[0, 0, 0, 1, 0, 0, 0] |
1 |
[1, 0, 0] |
[1, 1] |
Paramètres de sortie
IrPosNum
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le nombre de points de passage renvoyés par le système de vision.
IrVisPos_Num
Ce paramètre indique le numéro de séquence du point de passage Vision Move (c’est‑à‑dire le point de passage correspondant à l’étape « Vision Move ») dans le chemin planifié. Le type de données est num. Si le chemin ne contient pas de point de passage « Vision Move », la valeur de ce paramètre est 0.
Par exemple, si le chemin planifié se compose des points de passage suivants : « Déplacement en point fixe_1 », « Déplacement en point fixe_2 », « Vision Move », « Déplacement en point fixe_3 », le numéro de séquence du point de passage Vision Move est 3.
IrStatus
Ce paramètre spécifie l’ID de la variable I. La variable I correspondante stocke le code d’état de la commande. Si la commande a réussi à obtenir les données Vision Move du projet Mech-Vision, le code d’état est 1103. Si la commande a réussi à obtenir les données Vision Move ou les données personnalisées depuis le projet Mech-Viz, le code d’état est 2100. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et dépannage.
Exemple
MM_Get_Plandata 4,60,61,62Dans l’exemple précédent, les données Vision Move ou les données personnalisées sont obtenues depuis le projet Mech-Viz. Le nombre de points de passage est stocké dans I[60], le numéro de séquence du point de passage Vision Move dans le chemin est stocké dans I[61], et le code d’état de la commande est stocké dans I[62].
Stocker les données Vision Move ou personnalisées
Commande
Après avoir appelé la commande Obtenir les données Vision Move ou personnalisées, cette commande est utilisée pour enregistrer les données du point de passage dans des variables spécifiées.
Séquence d’appel
Cette commande doit être appelée après Obtenir les données Vision Move ou personnalisées.
Format de la commande
MM_Get_PlanPoseJps Serial,PJrNum,IrLabel,FrNumParamètres d’entrée
Serial
Ce paramètre spécifie l’index du point de passage. Les données du point de passage correspondant à l’index sont stockées dans les variables. Les index commencent à 1.
Paramètres de sortie
PJrNum
Le paramètre spécifie l’ID de la variable P ou J. La variable correspondante stocke les données de pose du point de passage correspondant à l’index spécifié.
-
Si Jps_Pos est réglé sur 1 ou 3 dans MM_Get_Plandata, ce paramètre spécifie l’ID de la variable J.
-
Si Jps_Pos est réglé sur 2 ou 4 dans MM_Get_Plandata, ce paramètre spécifie l’ID de la variable P.
IrLabel
Ce paramètre spécifie l’ID de départ des variables I. Les variables I à partir de cet ID stockent séquentiellement les types de mouvement, les IDs d’outil et les vitesses des points de passage correspondant aux index. Lorsque vous définissez ce paramètre, assurez-vous que les trois premières variables portant des IDs de départ consécutifs ne sont pas affectées par d’autres facteurs.
FrNum
Ce paramètre spécifie l’ID de départ des variables F. Les variables F à partir de cet ID stockent séquentiellement les données Vision Move et les données personnalisées des points de passage correspondant aux index spécifiés.
Ignorez ce paramètre pour les points de passage hors Vision Move. De plus, lorsque vous définissez ce paramètre, tenez compte du nombre total de variables pour vous assurer que suffisamment de variables F puissent être utilisées pour stocker les données. Les données Vision Move occupent 21 variables, et les données personnalisées occupent un nombre de variables spécifique aux conditions.
Le tableau suivant détaille les données Vision Move.
| Valeur | Description | Nombre de variables occupées |
|---|---|---|
Étiquettes des objets cibles pris |
Une étiquette se compose de 10 entiers. La valeur par défaut est dix 0. |
10 |
Nombre d’objets cibles pris |
Le nombre total d’objets cibles pris. |
1 |
Nombre d’objets cibles à prendre cette fois |
Le nombre d’objets cibles à prendre cette fois. |
1 |
ID du bord ou du coin du gripper à vide |
L’ID du bord ou du coin utilisé pour prendre les objets cibles cette fois. |
1 |
Offset TCP |
Le décalage XYZ entre le centre du groupe d’objets cibles et le centre de la pose de l’outil. |
3 |
Orientation du groupe d’objets cibles |
La position relative entre le groupe d’objets cibles et la longueur du gripper à vide. La valeur est 0 ou 1, où 0 signifie parallèle et 1 vertical. |
1 |
Orientation de l’objet cible |
La position relative entre la longueur d’un objet cible et celle du gripper à vide. La valeur est 0 ou 1, où 0 signifie parallèle et 1 vertical. |
1 |
Dimensions du groupe d’objets cibles |
La longueur, la largeur et la hauteur du groupe d’objets cibles à prendre cette fois. |
3 |
Exemple
MM_Get_PlanPoseJps 2,60,60,60Dans l’exemple précédent, les données de pose, le type de mouvement, l’ID de l’outil et la vitesse du deuxième point de passage sont stockés respectivement dans P[60], I[60], I[61], et I[62]. Si le point de passage n’est pas un point de passage Vision Move, aucune donnée Vision Move n’est renvoyée ; si le point de passage est un point de passage Vision Move, les données Vision Move correspondantes et les données personnalisées correspondantes sont stockées dans les registres numériques à partir de F[60].
Calibration
Commande
Cette commande est utilisée pour le calibrage main-œil du robot (calibrage des paramètres extrinsèques). Cette commande doit être utilisée conjointement avec le réglage Camera Calibration pour effectuer un calibrage automatique. Vous pouvez trouver Camera Calibration dans la barre d’outils de Mech-Vision. Pour plus d’informations, voir DENSO Étalonnage automatique.
Format de la commande
Calibration MoveType,PosJps,WaitTime,AxisNum,AxisVal,Pr_serialParamètres d’entrée
MoveType
Ce paramètre spécifie le type de mouvement du robot. Valeurs valides : 1 et 2.
-
1 : Mouvement linéaire (MOVEL)
-
2 : Mouvement articulaire (MOVEJ)
PosJps
Ce paramètre spécifie le type de poses des points de calibrage à obtenir. Valeurs valides : 1 et 2.
-
1 : TCP
-
2 : Positions articulaires
WaitTime
Ce paramètre spécifie le temps d’attente du robot pour éviter les vibrations après s’être déplacé vers le point de calibrage. La valeur par défaut est 2 (s).
AxisNum
Ce paramètre spécifie le nombre d’axes du robot.
AxisVal
Ce paramètre spécifie les données d’axe externe. Unité : millimètres. S’il existe un 7e axe et qu’il est contrôlé par le robot sur site, ce paramètre doit être défini sur les données spécifiques d’axe externe. Sinon, ce paramètre doit être réglé sur 0.
Pr_serial
Le paramètre spécifie l’ID de la variable P. La variable P correspondante stocke les données de pose du point de calibrage. La valeur par défaut est 4, ce qui indique que les données de pose du point de calibrage P[4] sont utilisées.
Exemple
Calibration 2,1,2,6,0,4Dans l’exemple précédent, les données de pose du point de calibrage sont représentées en TCP. Le robot se déplace vers le point de calibrage en fonction des positions articulaires du robot puis attend 2 secondes. Aucun axe externe n’existe. Les données de pose du point de calibrage sont stockées dans P[4].