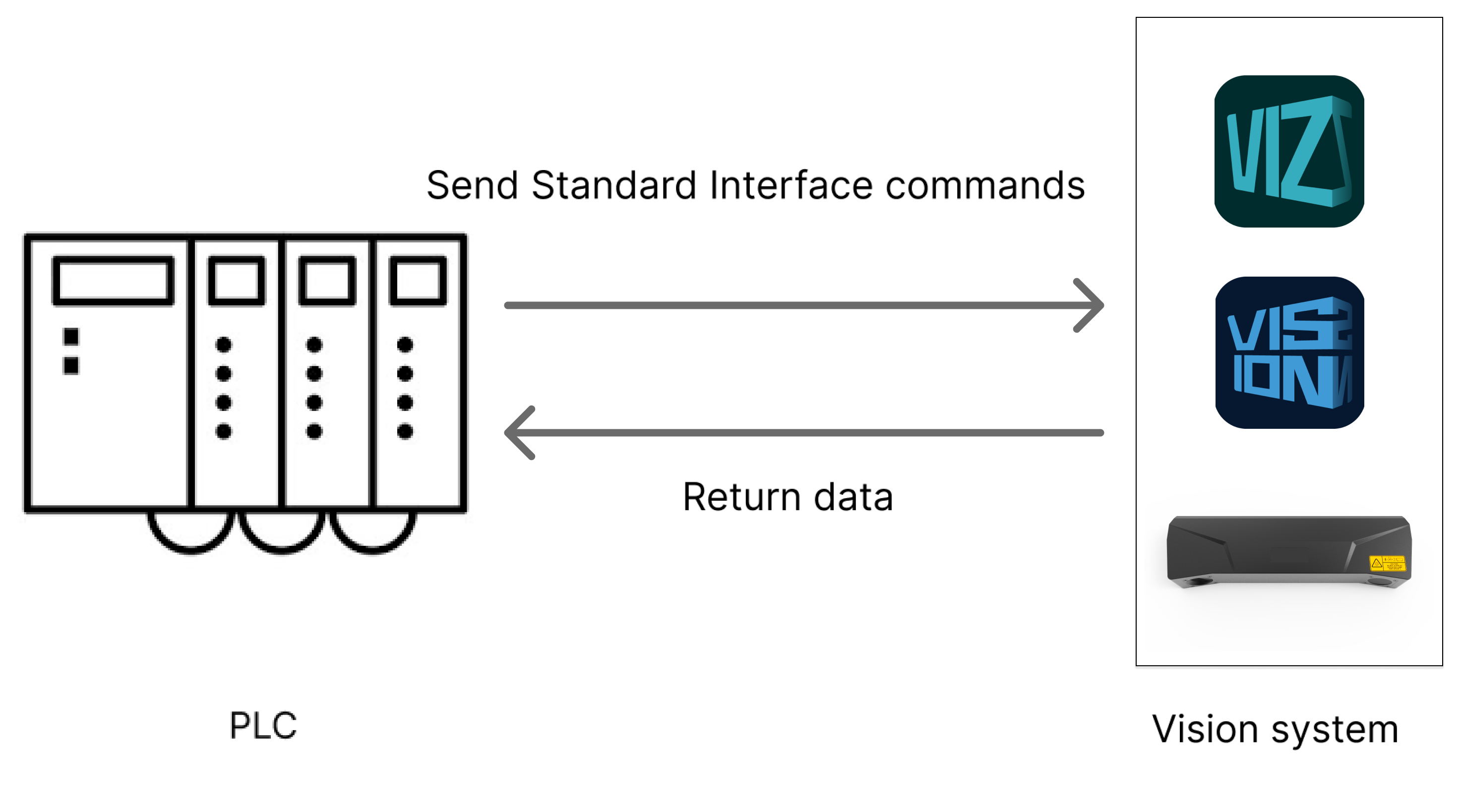
Commandes d’interface standard
Cette section décrit les commandes d’interface standard utilisées dans les communications Mitsubishi MC entre un PLC MELSEC-Q Series et le système de vision Mech-Mind. Le PLC (le client) envoie des commandes au système de vision Mech-Mind (le serveur), et le système de vision Mech-Mind renvoie les données traitées au PLC.
Aperçu des commandes
Précautions
-
Unité de données :
-
L’unité des positions articulaires est le degré (°).
-
La pose de la bride du robot ou le TCP se compose de la position et de l’orientation. La position est représentée en coordonnées XYZ et mesurée en millimètres (mm) ; l’orientation est représentée en angles d’Euler et mesurée en degrés (°).
-
-
Point de vision et point de passage :
-
Point de vision : Un objet reconnu par Mech-Vision. Un point de vision contient des informations, notamment la pose de l’objet, l’étiquette, la vitesse, les dimensions et des données personnalisées.
-
Point de passage : Chaque point que le robot atteint lors du déplacement le long de la trajectoire planifiée. Un point de passage contient des informations, notamment la pose du robot, l’étiquette, le type de mouvement et la vitesse. Les points de passage peuvent être divisés en deux catégories :
-
Point de passage Vision Move : point de passage correspondant à l’Étape Vision Move.
-
Points de passage non Vision Move, qui désignent les points de passage correspondant aux étapes de type Move autres que l’Étape Vision Move.
-
-
Exécuter le projet Mech-Vision
Description
Cette commande déclenche l’exécution du projet Mech-Vision. Lorsque le projet Mech-Vision est en cours d’exécution, le système de vision déclenche la caméra pour capturer des images, puis traite les images renvoyées avec des algorithmes afin de produire une série de points de vision ou de points de passage.
|
Ordre d’appel
-
Vous devez définir les paramètres Step avant de démarrer un projet Mech-Vision. Par conséquent, appelez Basculer la recette de paramètres de Mech-Vision ou Entrer les dimensions de l’objet dans le projet Mech-Vision avant d’appeler Exécuter le projet Mech-Vision.
-
Le système de vision n’obtient des points de vision et des points de passage qu’après l’exécution d’un projet Mech-Vision. Par conséquent, appelez Exécuter le projet Mech-Vision avant d’appeler Obtenir la(les) cible(s) de vision ou Obtenir la trajectoire planifiée dans Mech-Vision.
Modules
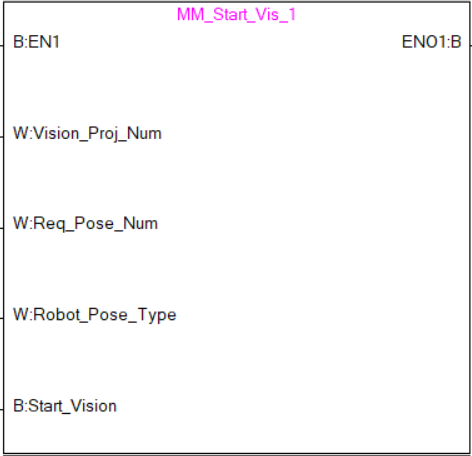
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
Req_Pose_Num
Ce paramètre indique le nombre de points de vision ou de points de passage que l’on s’attend à recevoir du projet Mech-Vision. Le type de données est Word[Signed]. Valeurs valides : de 0 au plus grand entier positif.
| Si le projet Mech-Vision comporte une étape de planification de trajectoire (Path Planning Step), ce paramètre indique le nombre attendu de points de passage. Sinon, il indique le nombre attendu de points de vision. |
-
0 : Obtenir tous les points de vision ou points de passage du projet Mech-Vision.
-
Un entier positif : Obtenir le nombre spécifique de points de vision ou de points de passage du projet Mech-Vision.
-
Si le nombre total de points de vision ou de points de passage émis par le projet Mech-Vision est inférieur à la valeur du paramètre, cette commande obtiendra le nombre de tous les points de vision ou points de passage.
-
Si le nombre total de points de vision ou de points de passage émis par le projet Mech-Vision est supérieur ou égal à la valeur du paramètre, cette commande obtiendra le nombre de points de vision ou de points de passage spécifié par ce paramètre.
-
|
Robot_Pose_Type
Ce paramètre spécifie le type de pose du robot réel à envoyer au projet Mech-Vision. Le type de données est Word[Signed]. Valeurs valides : 0, 1, 2 et 3. Le tableau suivant décrit les détails.
Camera_User.Robot_Pose_JPS
Ce paramètre spécifie les positions articulaires du robot. Le type de données est FLOAT [précision simple](0..5).
Camera_User.Robot_Pose_Flange
Ce paramètre spécifie la pose de la bride du robot. Le type de données est FLOAT [précision simple](0..5).
Le tableau suivant explique la relation entre les paramètres Robot_Pose_Type, Camera_User.Robot_Pose_JPS et Camera_User.Robot_Pose_Flange.
| Robot_Pose_Type | Camera_User.Robot_Pose_JPS | Camera_User.Robot_Pose_Flange | Description | Scénario applicable |
|---|---|---|---|---|
0 |
0,0,0,0,0,0 |
0,0,0,0,0,0 |
La commande n’envoie pas la pose du robot au projet Mech-Vision. Si l’étape de planification de trajectoire est utilisée dans le projet Mech-Vision, le point de départ de la trajectoire planifiée sera le point Home défini dans l’outil de planification de trajectoire. |
Ce réglage doit être utilisé si la caméra est montée en mode eye to hand (caméra fixe) et que le projet ne nécessite pas de capture d’images au préalable. |
1 |
Positions articulaires actuelles du robot |
Pose actuelle de la bride du robot |
Les positions articulaires du robot et la pose de la bride doivent être entrées dans le projet Mech-Vision. |
Ce réglage doit être utilisé lorsque la caméra est montée en mode eye in hand (caméra embarquée). Ce réglage est recommandé pour la plupart des scénarios, sauf ceux impliquant des robots portiques. |
2 |
0,0,0,0,0,0 |
Pose actuelle de la bride du robot |
La pose de la bride du robot doit être entrée dans le projet Mech-Vision. |
Ce réglage est recommandé pour les scénarios impliquant des robots portiques. |
3 |
Positions articulaires personnalisées du robot |
0,0,0,0,0,0 |
Cette commande envoie des positions articulaires personnalisées au projet Mech-Vision. Ces positions articulaires seront envoyées à l’étape de planification de trajectoire du projet Mech-Vision comme point de départ, à partir duquel le robot se déplacera vers le premier point de passage de la trajectoire planifiée. |
Ce réglage doit être utilisé si la caméra est montée en mode eye to hand (caméra fixe) et que le projet nécessite une capture d’images au préalable. |
Start_Vision
Ce paramètre déclenche le démarrage du projet Mech-Vision lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1102 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Exemple
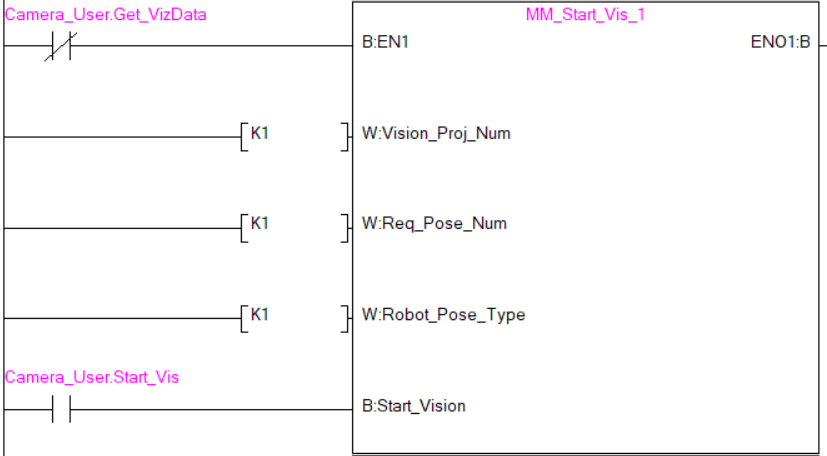
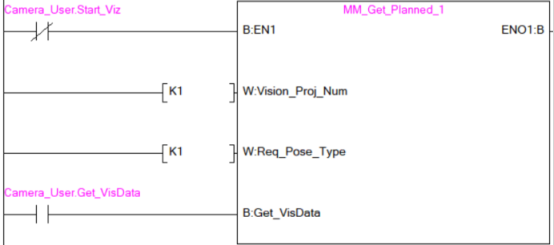
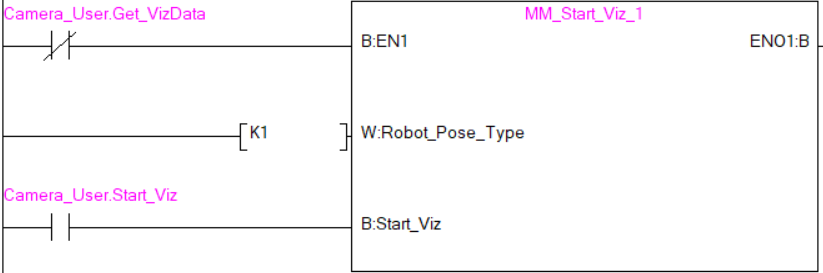
Lorsque Camera_User.Start_Vis est sur un front montant, l’API (PLC) déclenche l’exécution du projet Mech-Vision n° 1 et attend que le projet Mech-Vision n° 1 envoie un point de vision ou un point de passage. En même temps, l’API envoie les positions articulaires actuelles et la pose de bride du robot à Mech-Vision.
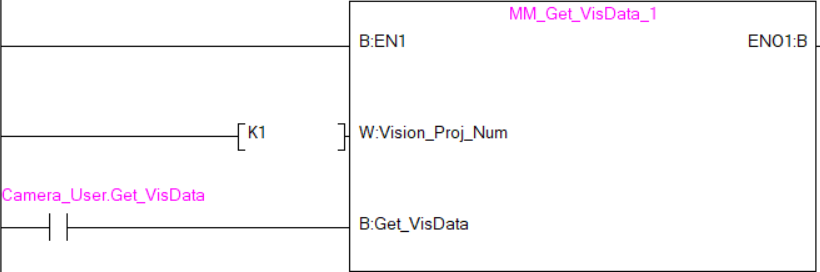
Obtenir la(les) cible(s) de vision
Description
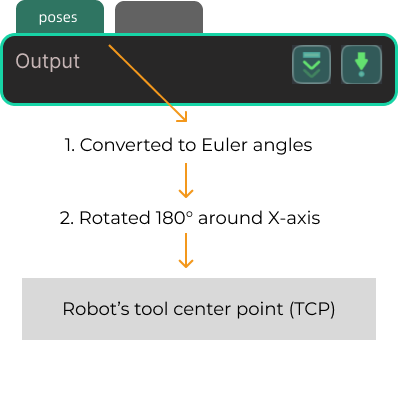
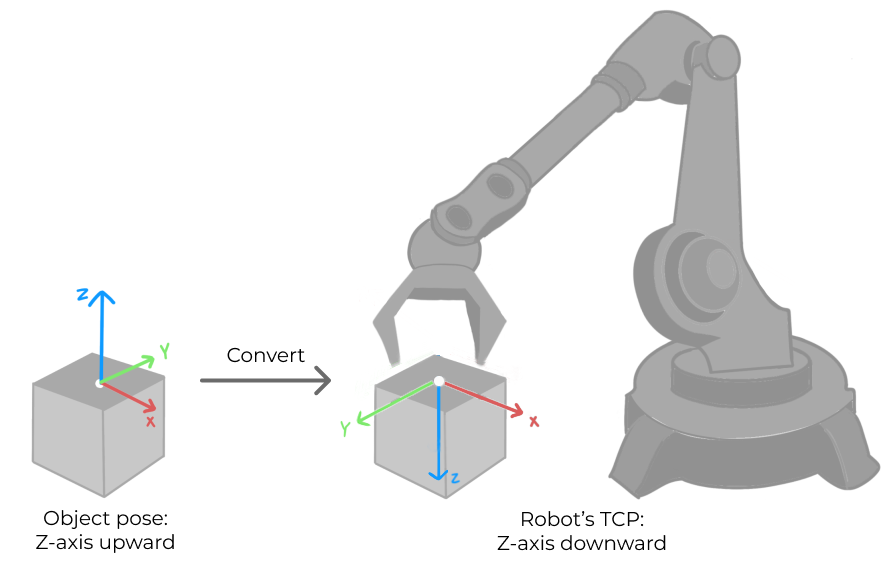
Cette commande obtient le résultat de vision, à savoir une série de points de vision, depuis Mech-Vision. La pose de l’objet du point de vision (à savoir la sortie du port poses de l’étape Output) sera automatiquement convertie en TCP du robot par le système de vision. Le processus est le suivant.
| Si le premier port d’entrée de l’étape Output est Points centraux de l’objet, l’étape Output convertira les points centraux de l’objet en points de prise correspondants. Par conséquent, les poses d’objet obtenues en exécutant cette commande sont en réalité des poses de points de prise, et non des poses de points centraux de l’objet. |
-
Convertir la pose de l’objet d’une représentation en quaternion en angles d’Euler.
-
Faire pivoter la pose de l’objet autour de l’axe X de 180° pour orienter son axe Z vers le bas.
Ordre d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision.
Modules
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
Get_VisData
Ce paramètre déclenche l’obtention du résultat de vision sur front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1100 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
|
Par défaut, après l’envoi de cette commande par le robot, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier au besoin la durée d’expiration par défaut, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. 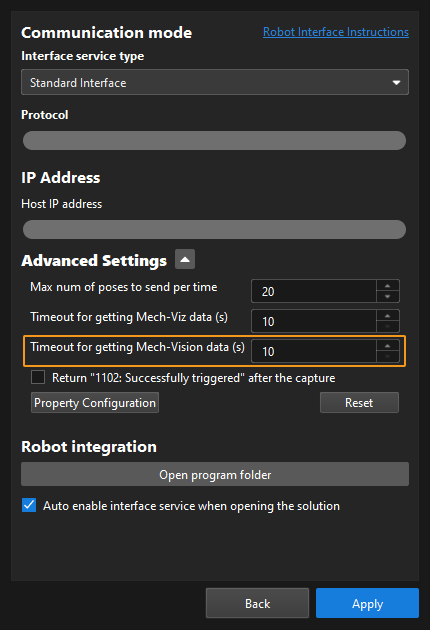
|
Status_of_Pose_Sent
Ce paramètre indique si tous les points de vision sont obtenus. Le type de données est Word[Signed]. La valeur est 0 ou 1.
-
0 : Tous les points de vision ne sont pas obtenus.
-
1 : Tous les points de vision sont obtenus.
Number_of_Pose_Sent
Ce paramètre stocke le nombre de points de vision renvoyés par Mech-Vision. Le type de données est Word[Signed].
Target_Pose
Ce paramètre indique les poses de tous les points de vision dans le résultat de vision obtenu. Les poses sont des TCP. Le type de données est FLOAT (précision simple)(0..239).
Target_Label
Ce paramètre indique les étiquettes de tous les points de vision dans le résultat de vision obtenu. Les étiquettes et les poses sont appariées une à une. Le type de données est Word[Signed](0..39).
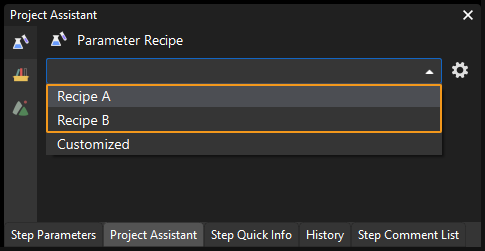
Basculer la recette de paramètres de Mech-Vision
Description
Cette commande déclenche le basculement par Mech-Vision de la recette de paramètres utilisée par le projet. L’image ci-dessous montre comment basculer manuellement la recette de paramètres pour un projet Mech-Vision. Pour plus de détails sur les recettes de paramètres, voir le guide recette de paramètres.
Ordre d’appel
Cette commande doit être appelée avant Exécuter le projet Mech-Vision.
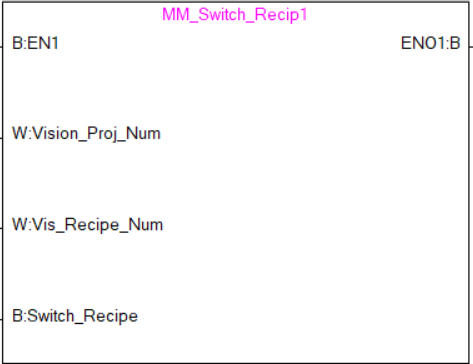
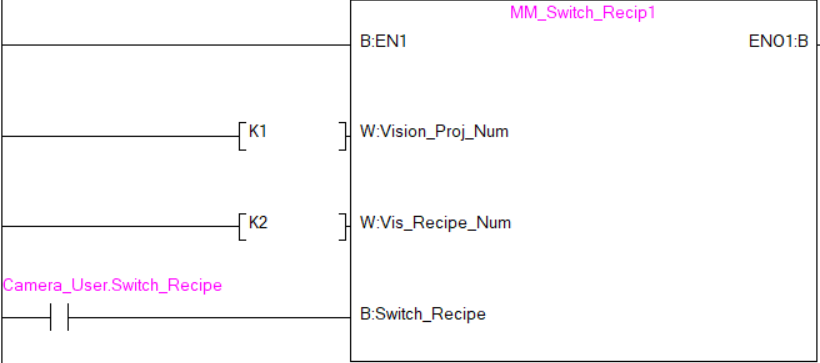
Modules
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
Vis_Recipe_Num
Ce paramètre indique l’ID de la recette de paramètres dans le projet Mech-Vision. Le type de données est Word[Signed]. Pour plus de détails sur la façon de consulter l’ID de la recette de paramètres, voir Afficher l’ID de la recette de paramètres.
Switch_Recipe
Ce paramètre déclenche le basculement de la recette de paramètres dans Mech-Vision lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1107 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Obtenir la trajectoire planifiée dans Mech-Vision
Description
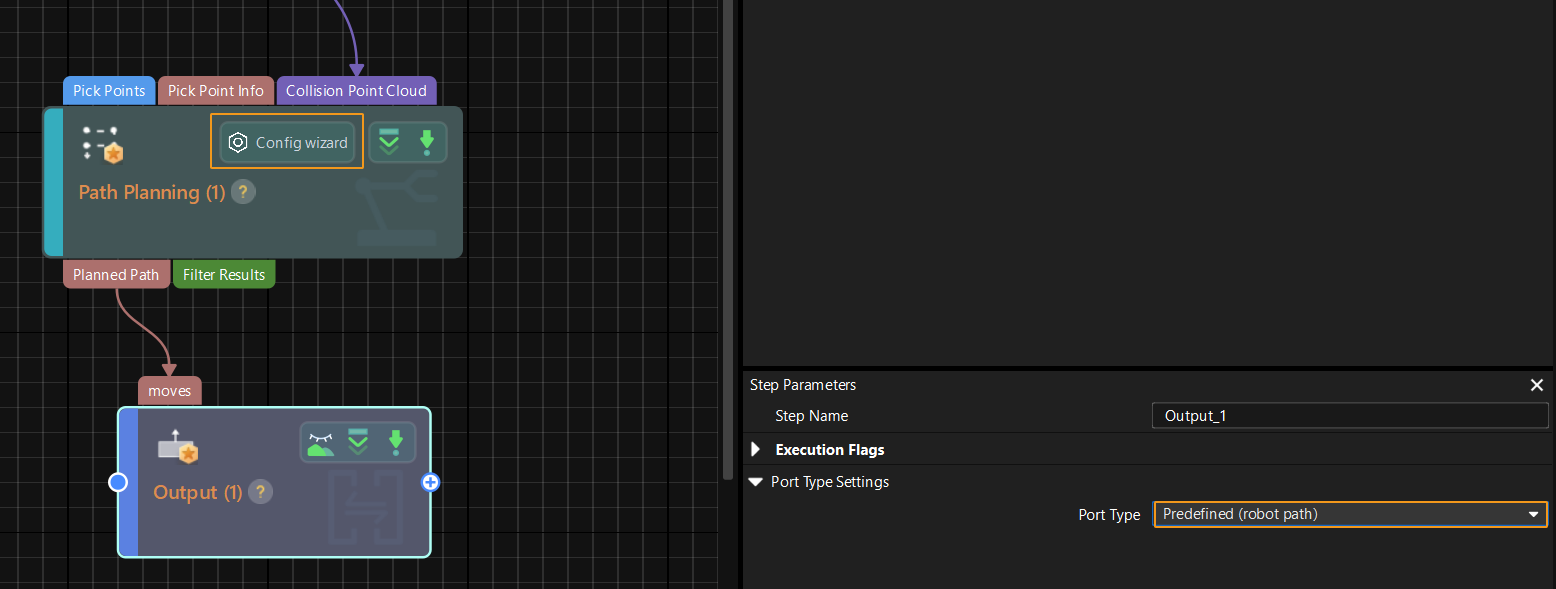
Cette commande obtient la trajectoire planifiée par le projet Mech-Vision sous forme d’une série de points de passage. La trajectoire est planifiée par l’outil de planification de trajectoire, auquel vous pouvez accéder en cliquant sur Assistant de configuration comme indiqué dans l’image ci-dessous. Pour plus de détails sur la planification de trajectoire (Path Planning), voir Planification de trajectoire.
| Définissez le paramètre Type de port de l’étape Output dans Mech-Vision sur Prédéfini (trajet robot). |
Ordre d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision.
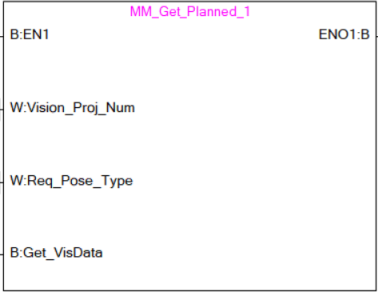
Modules
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
Req_Pose_Type
This parameter specifies the type of waypoint poses to be obtained. Le type de données est Word[Signed]. Valid values: 1 and 2.
-
1: Positions articulaires.
-
2: TCP.
| Les champs Req_Pose_Type et Robot_Pose_Type dans les modules MM_Start_Vis et MM_Start_Viz correspondent à la même variable Pose_Type dans le bloc de données MM_Camera. Si vous définissez Req_Pose_Type et Robot_Pose_Type sur des valeurs différentes, les deux valeurs ne peuvent pas prendre effet en même temps. |
Get_VisData
Ce paramètre déclenche l’obtention de la trajectoire planifiée par Mech-Vision lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1103 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
|
Par défaut, après l’envoi de cette commande par le robot, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier au besoin la durée d’expiration par défaut, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision.
|
Status_of_Pose_Sent
Ce paramètre indique si tous les points de passage sont obtenus. Le type de données est Word[Signed]. La valeur est 0 ou 1.
-
0 : Tous les points de passage ne sont pas obtenus.
-
1 : Tous les points de passage sont obtenus.
Number_of_Pose_Sent
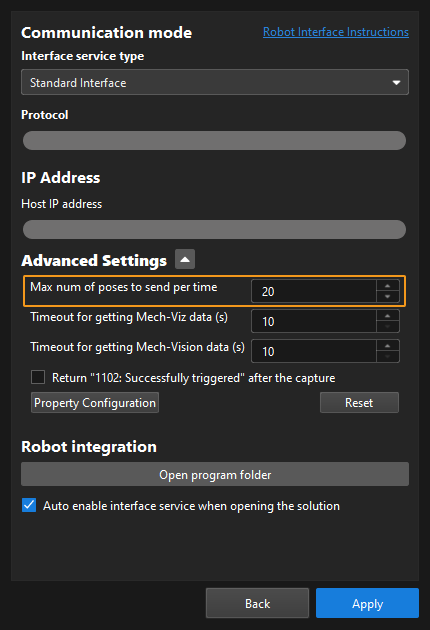
Ce paramètre stocke le nombre de points de passage renvoyés par le système de vision. Le type de données est Word[Signed]. Par défaut, le système de vision envoie au plus 20 points de passage à la fois. Par conséquent, la valeur maximale par défaut de ce paramètre est 20. Pour modifier le nombre maximal par défaut de poses à obtenir à chaque fois au besoin, accédez à dans la barre d’outils de Mech-Vision. La limite supérieure est 30.
| Avant d’appeler Obtenir la trajectoire planifiée dans Mech-Vision, réglez Req_Pose_Num de Exécuter le projet Mech-Vision sur 0 pour réduire le nombre d’appels à Obtenir la trajectoire planifiée dans Mech-Vision. Si Req_Pose_Num de Exécuter le projet Mech-Vision est défini sur 1, un seul point de passage est obtenu à chaque appel de Obtenir la trajectoire planifiée dans Mech-Vision. Vous devez appeler la commande 105 plusieurs fois pour obtenir tous les points de passage. |
Index_of_Vision_Picking_Point
Le numéro de séquence du point de passage Vision Move (le point de passage correspondant à l’étape Vision Move de l’outil de planification de trajectoire) dans le parcours. Le type de données est Word[Signed]. Si le point de passage n’existe pas dans le parcours, la valeur de petameter est 0.
Si le parcours planifié se compose des points de passage suivants dans l’ordre : Fixed-Point Move_1, Fixed-Point Move_2, Vision Move et Fixed-Point Move_3, le numéro de séquence du point de passage Vision Move est 3.
Target_Pose
Ce paramètre indique les poses de tous les points de passage dans la trajectoire planifiée obtenue. Les poses sont des TCP ou des positions articulaires, selon la valeur de Req_Pose_Type. Le type de données est FLOAT (précision simple)(0..239).
Target_Label
Ce paramètre indique les étiquettes de tous les points de passage dans la trajectoire planifiée obtenue. Les étiquettes et les poses sont appariées une à une. Le type de données est Word[Signed](0..39).
Target_Tool_ID
Ce paramètre indique les IDs d’outil de tous les points de passage dans la trajectoire planifiée obtenue. Les IDs d’outil et les poses sont appariés une à une. Le type de données est Word[Signed](0..39).
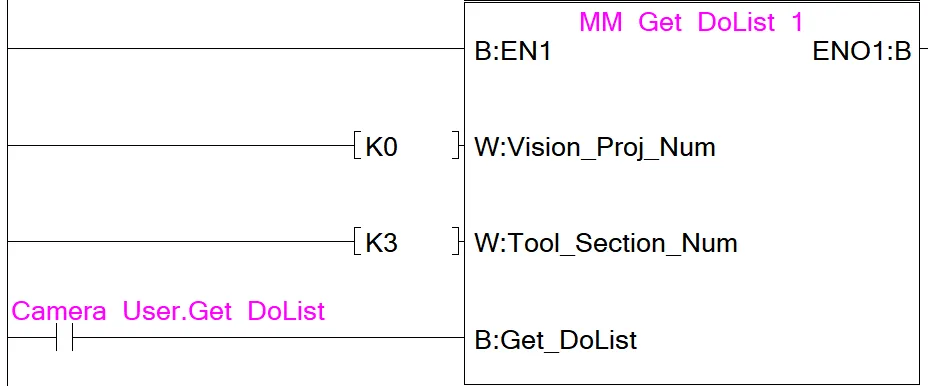
Obtenir la liste DO du préhenseur
Description
Cette commande obtient la liste des signaux de commande pour le préhenseur à vide multiséctions depuis le projet Mech-Vision ou Mech-Viz. Avant d’utiliser cette commande, vous devez effectuer les configurations suivantes dans Mech-Vision ou Mech-Viz.
-
Configurer le projet Mech-Vision
-
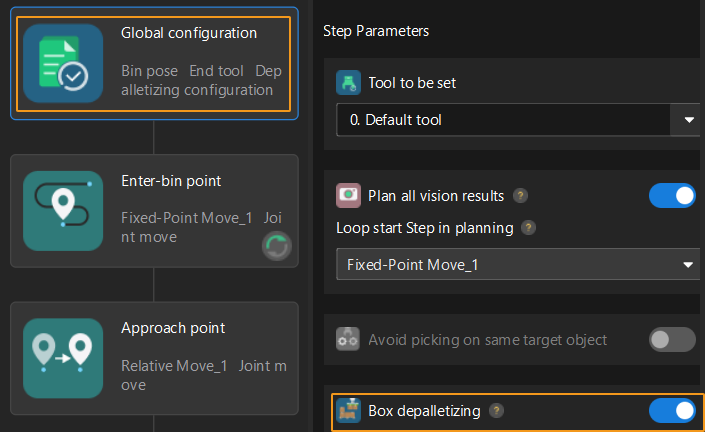
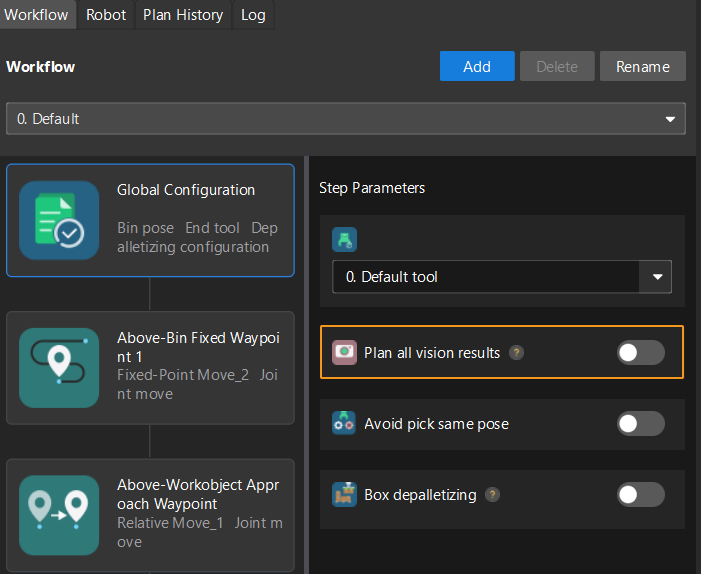
Dans l’étape de planification de trajectoire, cliquez sur Assistant de configuration. Dans Configuration globale, activez Dépalettisation de cartons.
-
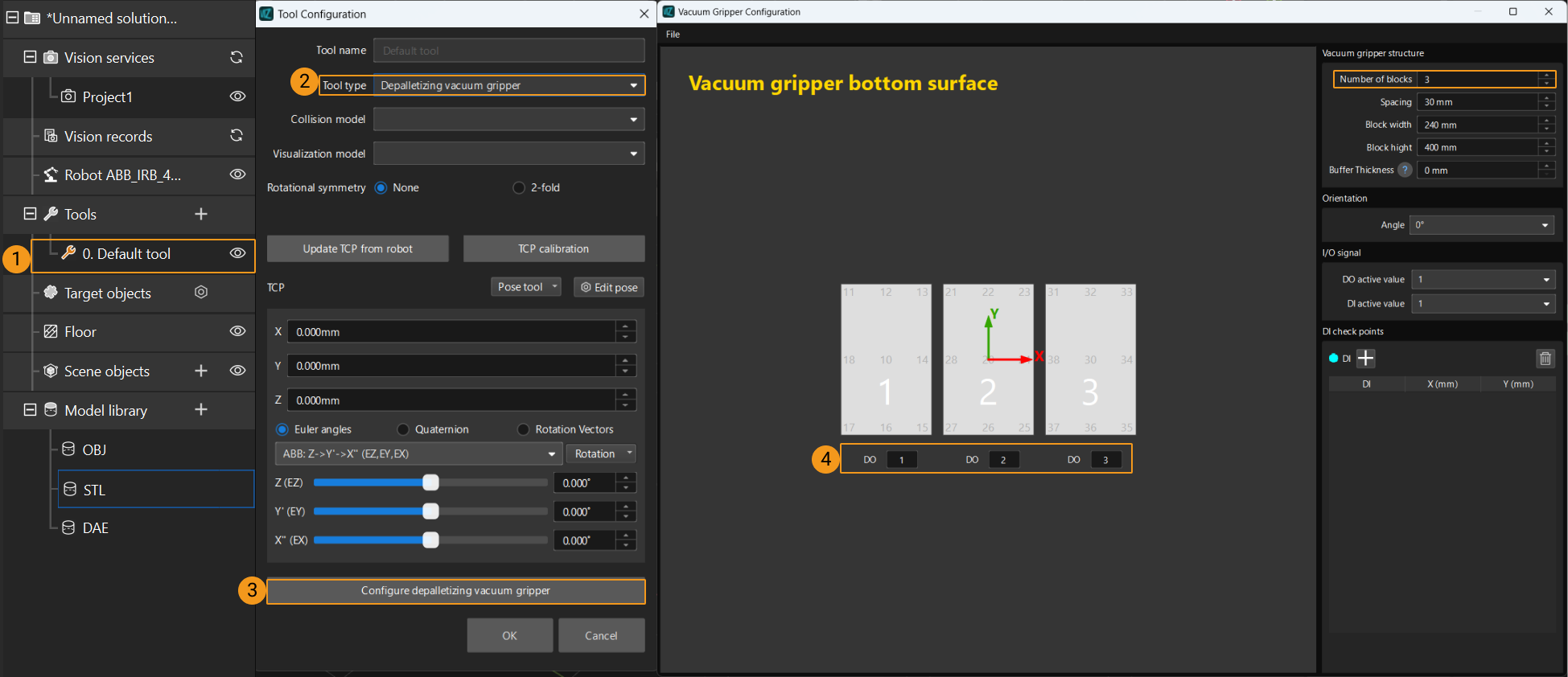
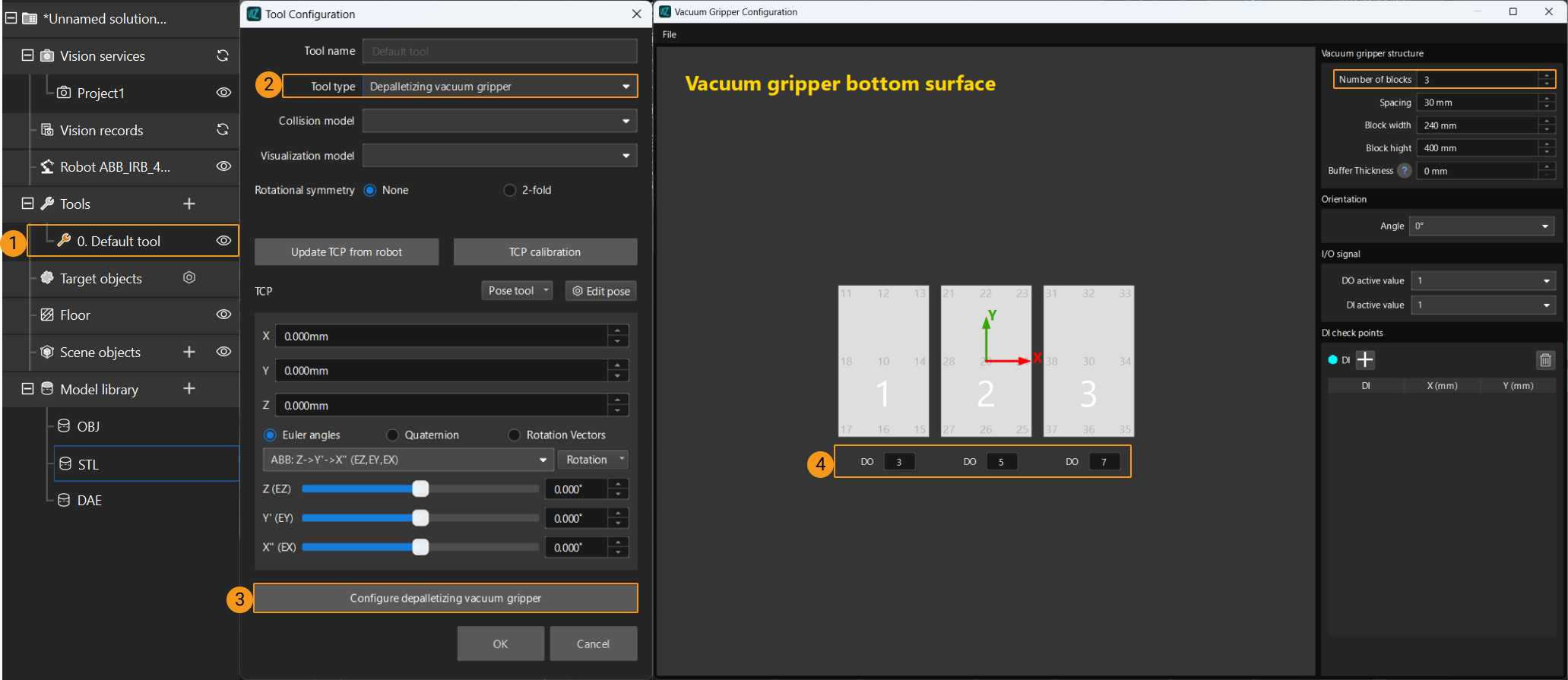
Dans l’étape de planification de trajectoire, cliquez sur Assistant de configuration, puis double-cliquez sur le nom de l’outil robot. Dans la fenêtre contextuelle, sélectionnez Préhenseur à vide de dépalettisation pour Type d’outil, cliquez sur Configurer le préhenseur à vide de dépalettisation, puis configurez les signaux DO en fonction des besoins.
-
-
Configurer le projet Mech-Viz
-
Dans l’étape Vision Move de Mech-Viz, réglez Sélectionner la méthode de prise sur Dépalettisation de cartons.

-
Dans Mech-Viz, double-cliquez sur le nom de l’outil, sélectionnez Préhenseur à vide de dépalettisation pour Type d’outil, cliquez sur Configurer le préhenseur à vide de dépalettisation, puis configurez les signaux DO en fonction des besoins.
-
Ordre d’appel
Cette commande doit être appelée avant la commande Obtenir la trajectoire planifiée dans Mech-Vision ou Obtenir la trajectoire planifiée dans Mech-Viz. Cela signifie que l’API doit obtenir la trajectoire planifiée puis obtenir les signaux DO du préhenseur du point de passage Vision Move.
Modules
Paramètres d’entrée
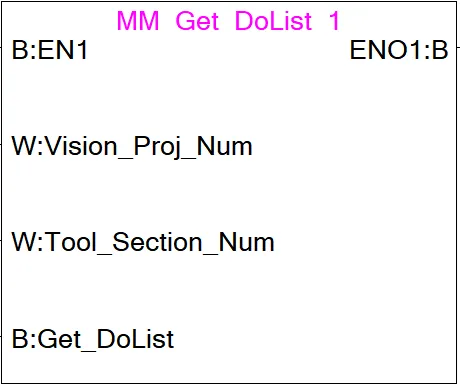
Vision_Proj_Num
Ce paramètre spécifie la source de la liste de signaux DO. Le type de données est Word[Signed]. Valeurs valides : de 0 au plus grand entier positif.
-
0 : Obtenir la liste de signaux DO depuis Mech-Viz.
-
Un entier positif : Obtenir la liste de signaux DO depuis Mech-Vision. L’entier positif est l’ID du projet Mech-Vision.
Tool_Section_Num
Ce paramètre indique le nombre de sections du préhenseur à vide. Le type de données est Word[Signed].
Get_DoList
Ce paramètre déclenche l’obtention des signaux DO du préhenseur lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Si la liste de signaux DO est obtenue avec succès depuis Mech-Viz, le code d’état est 2102. Si la liste de signaux DO est obtenue avec succès depuis Mech-Vision, le code d’état est 1106. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Digital_Output
Ce paramètre indique les 64 signaux DO renvoyés par cette commande. Le type de données est Word[Signed](0..63).
Les signaux DO renvoyés par cette commande varient en fonction du projet déployé.
-
Signaux DO du préhenseur planifiés par le projet Mech-Vision
-
Dans Configuration globale de l’outil de planification de trajectoire, si Planifier tous les résultats de vision est désactivé, cette commande renvoie 64 signaux DO du préhenseur planifiés pour ce tour. Les signaux DO valides sont des entiers non négatifs allant de 0 à 999. Les signaux DO invalides sont -1, qui sert d’espace réservé.
Par exemple, les signaux DO valides dans le tableau ci-dessous sont 1, 3, 5 et 6, ce qui signifie que le robot mettra ces signaux DO sur ON.
1er
2e
3e
4e
5e
6e
7e
8e
…
63e
64e
1
3
5
6
-1
-1
-1
-1
…
-1
-1
-
Dans Configuration globale de l’outil de planification de trajectoire, si Planifier tous les résultats de vision est activé, Mech-Vision peut effectuer plusieurs tours de planification à partir du même résultat de vision. Les 64 signaux DO du préhenseur renvoyés par cette commande sont obtenus pendant tous les tours de planification. Dans ce cas, vous pouvez utiliser le nombre de sections du préhenseur à vide pour différencier les signaux DO du préhenseur obtenus lors de chaque tour de planification.
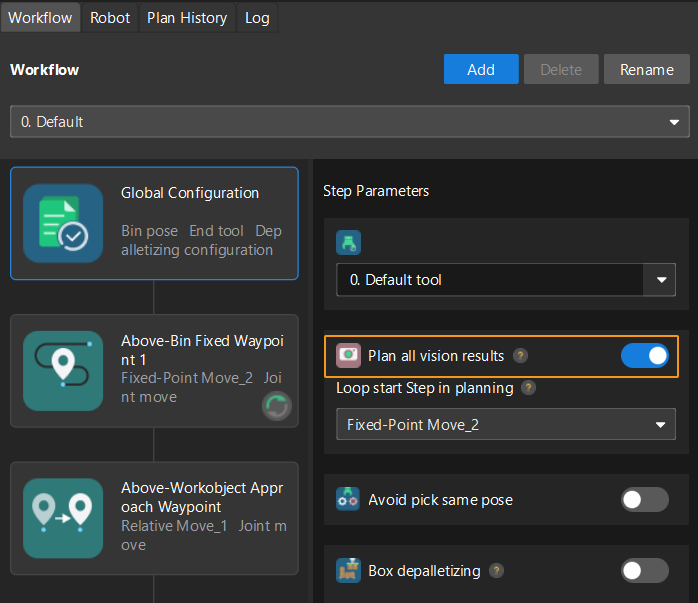
Par exemple, si le nombre de sections du préhenseur à vide est 4 et que la commande renvoie 64 signaux DO au total, chaque groupe de 4 signaux DO correspond à des signaux du préhenseur multiséctions obtenus lors de chaque tour de planification.
Premier tour de planification
Deuxième tour de planification
…
16e tour de planification
1er
2e
3e
4e
5e
6e
7e
8e
…
61e
62e
63e
64e
1
3
4
-1
1
4
-1
-1
…
-1
-1
-1
-1
-
-
Signaux DO du préhenseur planifiés par le projet Mech-Viz
-
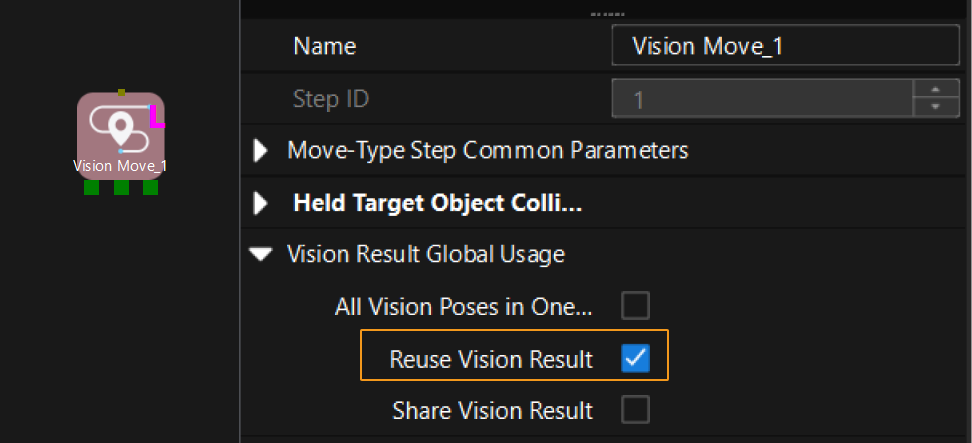
Si Réutiliser le résultat de vision n’est pas sélectionné pour l’étape Vision Move, cette commande renvoie 64 signaux DO du préhenseur planifiés pendant ce tour. Les signaux DO valides sont des entiers non négatifs allant de 0 à 999. Les signaux DO invalides sont -1, qui sert d’espace réservé.
Par exemple, les signaux DO valides dans le tableau ci-dessous sont 1, 3, 5 et 6, ce qui signifie que le robot mettra ces signaux DO sur ON.
1er
2e
3e
4e
5e
6e
7e
8e
…
63e
64e
1
3
5
6
-1
-1
-1
-1
…
-1
-1
-
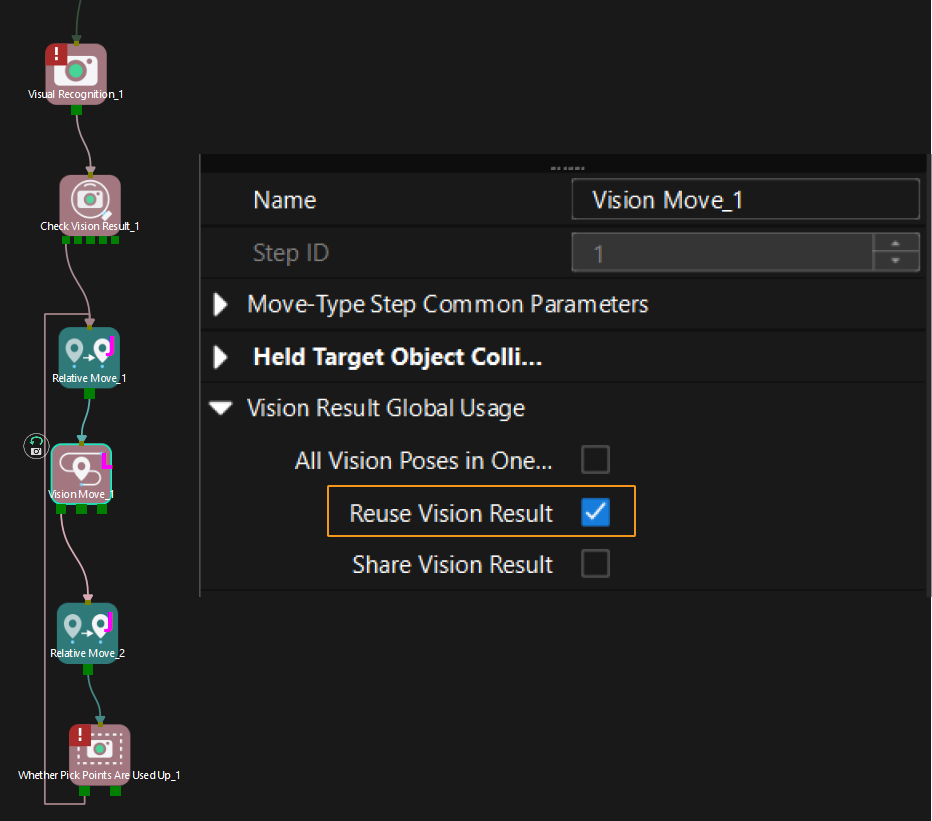
Si Réutiliser le résultat de vision est sélectionné pour l’étape Vision Move et que l’étape Vision Move est utilisée dans une boucle, Mech-Viz peut effectuer plusieurs tours de planification à partir du même résultat de vision. Les 64 signaux DO du préhenseur renvoyés par cette commande sont obtenus pendant tous les tours de planification. Dans ce cas, vous pouvez utiliser le nombre de sections du préhenseur à vide pour différencier les signaux DO du préhenseur obtenus lors de chaque tour de planification.
Par exemple, si le nombre de sections du préhenseur à vide est 4 et que la commande renvoie 64 signaux DO au total, chaque groupe de 4 signaux DO correspond à des signaux du préhenseur multiséctions obtenus lors de chaque tour de planification.
Premier tour de planification
Deuxième tour de planification
…
16e tour de planification
1er
2e
3e
4e
5e
6e
7e
8e
…
61e
62e
63e
64e
1
3
4
-1
1
4
-1
-1
…
-1
-1
-1
-1
-
Obtenir les données personnalisées de Mech-Vision
Description
Cette commande obtient des données depuis les ports personnalisés de l’étape « Output » dans Mech-Vision. Un appel de commande enregistre toutes les données de port de l’étape Output dans le registre spécifié.
Sélectionnez l’étape Output, définissez Type de port sur Custom, puis cliquez sur Ouvrir l’éditeur pour accéder à la fenêtre de configuration du port personnalisé. La section Customized Keys de la fenêtre affiche des noms de ports personnalisés, tels que customeData1 et customeData2, comme illustré dans la figure suivante.
|
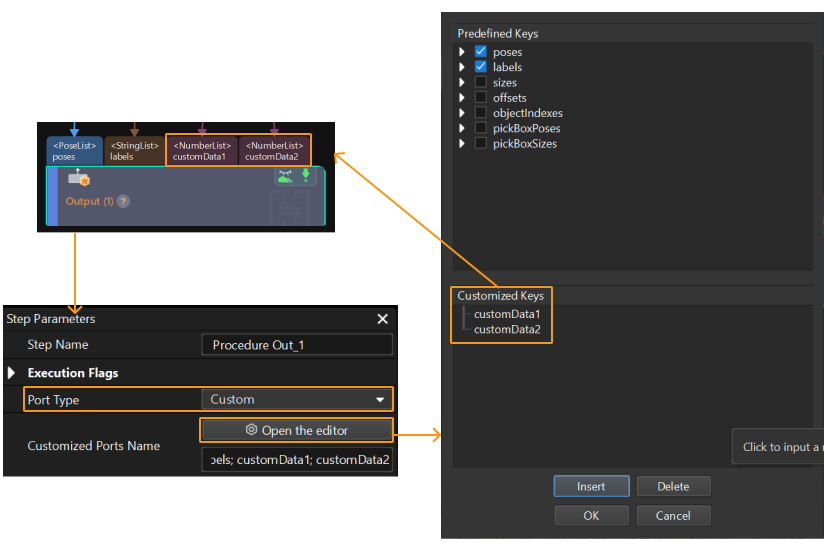
| Le nombre de ports personnalisés ne peut pas dépasser 10. Les données personnalisées obtenues sont triées par ordre alphabétique sensible à la casse des ports. |
Séquence d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Vision.
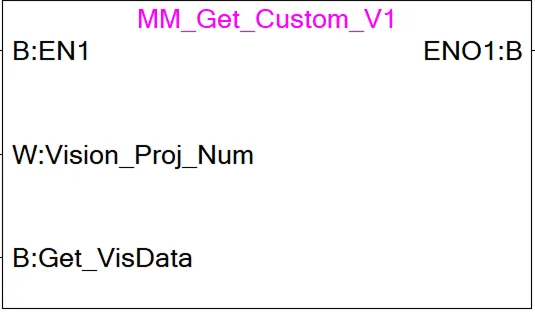
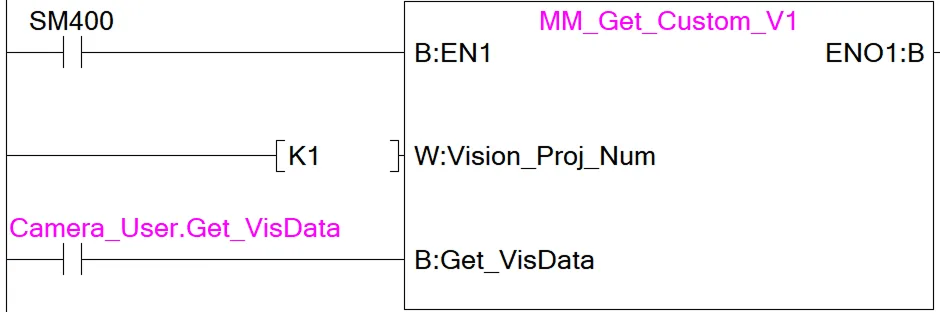
Modules
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
Get_VisData
Ce paramètre déclenche l’acquisition des données personnalisées de Mech-Vision sur front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable utilisée pour stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1100 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Status_of_Pose_Sent
Ce paramètre indique si tous les points de vision sont obtenus. Le type de données est Word[Signed]. La valeur est 0 ou 1.
-
0: Tous les points de vision ne sont pas obtenus.
-
1: Tous les points de vision sont obtenus.
Number_of_Pose_Sent
Ce paramètre stocke le nombre de points de vision renvoyés par Mech-Vision. Le type de données est Word[Signed].
Target_Pose
Ce paramètre indique les poses de tous les points de vision dans le résultat obtenu. Les poses sont des TCP. Le type de données est FLOAT (précision simple)(0..239).
Target_Label
Ce paramètre indique les étiquettes de tous les points de vision dans le résultat obtenu. Les étiquettes et les poses sont appariées un-à-un. Le type de données est Word[Signed](0..39).
Custom_Vision_Output
Ce paramètre indique les données personnalisées de chaque point de vision dans le résultat obtenu. Les données personnalisées et les poses sont appariées un-à-un. Le type de données est FLOAT (précision simple)(0..399).
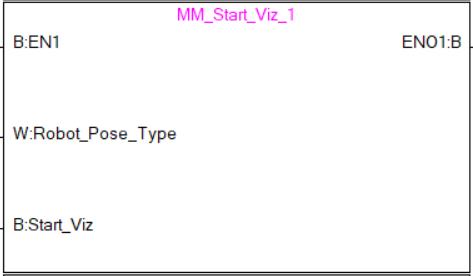
Exécuter le projet Mech-Viz
Description
Cette commande déclenche l’exécution du projet Mech-Viz. Mech-Viz planifie la trajectoire de mouvement du robot en se basant sur le résultat de vision émis par Mech-Vision.
| Cliquez avec le bouton droit sur le nom du projet dans le panneau des ressources de projet dans Mech-Viz et sélectionnez Chargement automatique du projet. |
Modules
Paramètres d’entrée
Robot_Pose_Type
Ce paramètre spécifie la manière dont la pose du robot réel est envoyée au projet Mech-Viz. Valeurs valides : 0, 1 et 2. Le tableau suivant décrit les détails. Le type de données est Word[Signed].
Camera_User.Robot_Pose_JPS
Ce paramètre spécifie les positions articulaires du robot. Le type de données est FLOAT [précision simple](0..5).
Camera_User.Robot_Pose_Flange
Ce paramètre spécifie la pose de la bride du robot. Le type de données est FLOAT [précision simple](0..5).
Le tableau suivant explique la relation entre les paramètres Robot_Pose_Type, Camera_User.Robot_Pose_JPS et Camera_User.Robot_Pose_Flange.
| Robot_Pose_Type | Camera_User.Robot_Pose_JPS | Camera_User.Robot_Pose_Flange | Description | Scénario applicable |
|---|---|---|---|---|
0 |
0,0,0,0,0,0 |
0,0,0,0,0,0 |
Cette commande n’a pas besoin d’envoyer la pose du robot au projet Mech-Viz. Le robot simulé dans le projet Mech-Viz se déplacera depuis la position d’origine (Home) définie vers le premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode eye to hand (caméra fixe). |
1 |
Positions articulaires actuelles du robot |
Pose actuelle de la bride du robot |
Dans cette commande, le robot envoie ses positions articulaires actuelles et sa pose de bride au projet Mech-Viz. Le robot simulé dans Mech-Viz se déplace depuis les positions articulaires d’entrée jusqu’au premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode eye in hand (caméra embarquée). |
2 |
Positions articulaires du point de départ de la trajectoire planifiée |
0,0,0,0,0,0 |
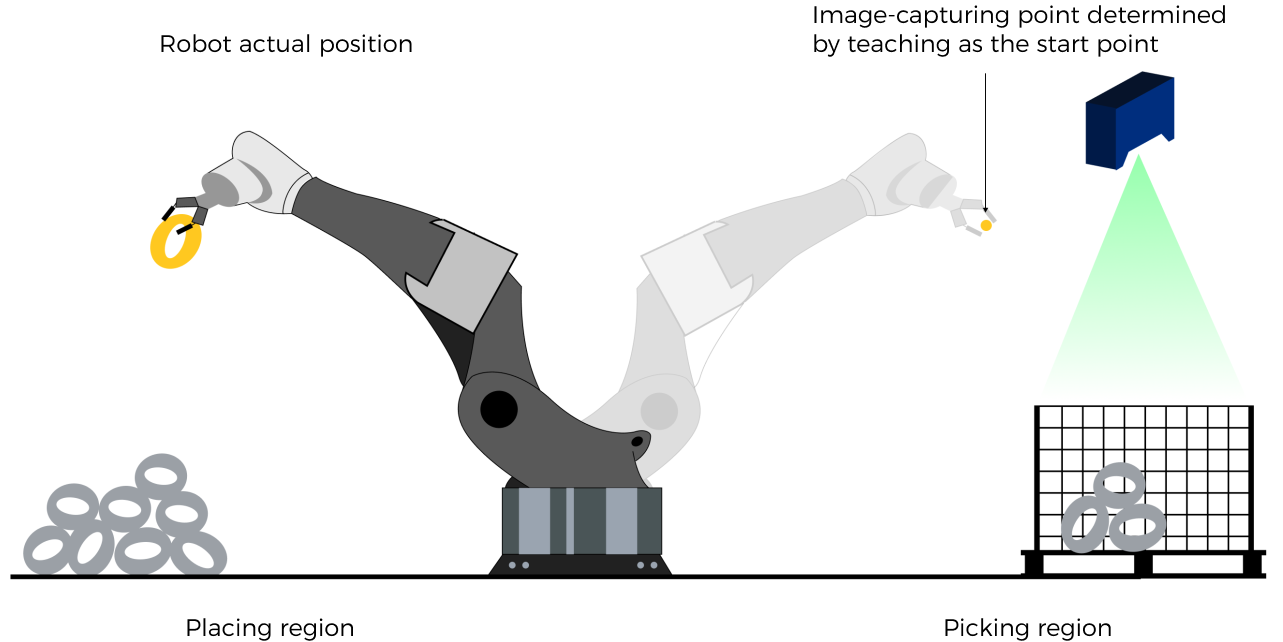
Dans cette commande, le robot envoie les positions articulaires d’un point enseigné (les positions articulaires personnalisées, et non les positions actuelles) au projet Mech-Viz. Le projet Mech-Viz utilise les positions articulaires d’entrée pour planifier à l’avance la trajectoire suivante pendant que le robot n’est pas dans la zone de capture d’image, comme illustré dans la figure suivante. Le robot simulé dans Mech-Viz se déplace depuis les positions articulaires d’entrée jusqu’au premier point de passage. |
Ce réglage est recommandé lorsque la caméra est montée en mode eye to hand (caméra fixe). |
Si la caméra est montée en mode eye to hand, l’option 2 est recommandée pour Robot_Pose_Type. Pourquoi ?
En mode eye to hand, la caméra peut effectuer la capture d’image pour le tour de planification suivant avant que le robot ne revienne dans la zone de capture d’image et la zone de prise, ce qui réduit le temps de cycle. L’image ci-dessous montre comment un robot fonctionne dans la zone de dépose.
Si Robot_Pose_Type est défini sur 1, le robot enverra la pose actuelle à Mech-Viz. Il est possible que le robot réel se déplace vers d’autres positions avant d’atteindre le premier point de passage. Cependant, le robot simulé se déplace directement vers le premier point de passage du projet Mech-Viz à partir de la pose envoyée par le robot. Par conséquent, il peut y avoir un décalage entre les trajectoires du robot réel et du robot simulé. Ce décalage peut potentiellement entraîner des risques de sécurité imprévus, surtout si une collision est détectée sur la trajectoire du robot simulé.
En revanche, si Robot_Pose_Type est défini sur 2, le robot enverra à Mech-Viz la pose de capture d’image configurée par apprentissage. Ainsi, le robot réel peut déclencher le tour de planification suivant dans Mech-Viz lorsque le robot réel se trouve dans la zone de capture d’image, et le temps de cycle peut être raccourci.
En conclusion, Robot_Pose_Type doit être défini sur 2 pour les projets en mode eye to hand.
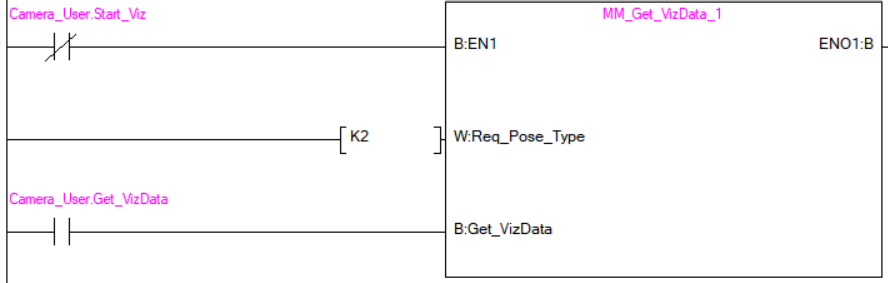
Start_Viz
Ce paramètre déclenche l’exécution du projet Mech-Viz lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 2103 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
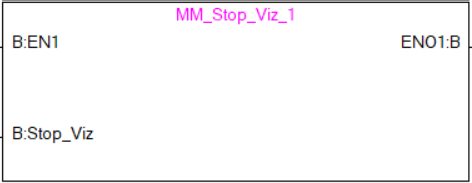
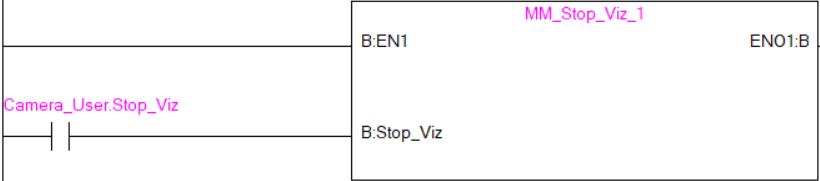
Arrêter le projet Mech-Viz
Ordre d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz.
Modules
Paramètres d’entrée
Stop_Viz
Ce paramètre déclenche l’arrêt du projet Mech-Viz lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 2104 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Définir le port de sortie pour l’étape Branch by Msg dans Mech-Viz
Description
Cette commande définit le port de sortie pour l’étape Branch by Msg. Lorsque l’étape suivante est une étape Branch by Msg, le projet Mech-Viz attendra que cette commande spécifie le port de sortie.
Ordre d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz.
Modules
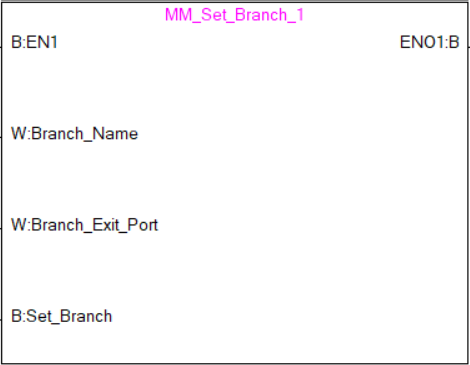
Paramètres d’entrée
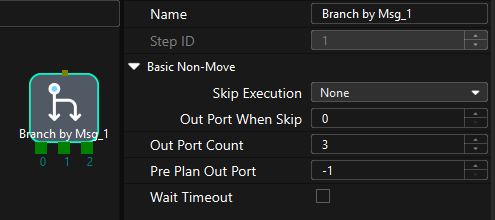
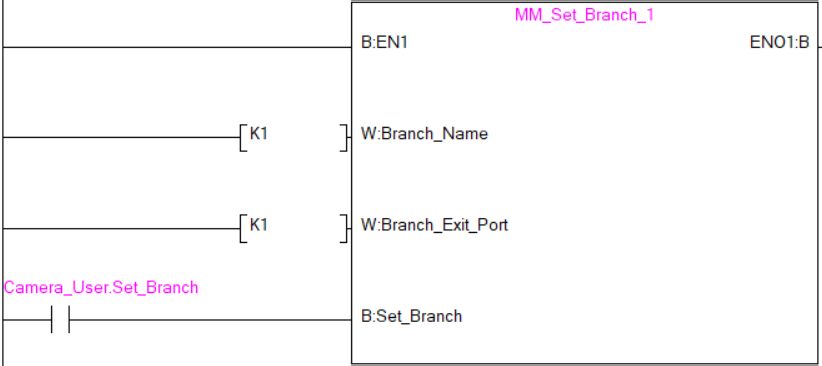
Branch_Name
Ce paramètre spécifie l’étape « Branch by Msg » par son ID. Le type de données est Word[Signed]. Valeurs valides : entiers positifs. L’ID de l’étape s’affiche dans le panneau des paramètres de l’étape. Par exemple, l’ID de l’étape dans l’image ci-dessus est 1.
Branch_Exit_Port
Ce paramètre indique le port de sortie de l’étape Branch by Msg. Le type de données est Word[Signed]. Valeurs valides : entiers positifs. Lorsque la valeur du paramètre est définie sur N, le projet Mech-Viz sort du port d’ID N-1 de l' Branch by Msg Step.
Set_Branch
Ce paramètre déclenche, sur front montant, la définition du port de sortie de l’étape Branch by Msg dans le projet Mech-Viz. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 2105 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Définir l’index courant dans Mech-Viz
Description
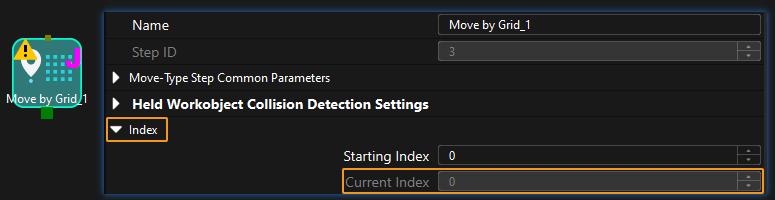
Cette commande définit la valeur du paramètre Current Index des étapes de type index. Les étapes de type index sont des étapes qui incluent la section Index, notamment Move by Grid, Move by List, Custom Pallet Pattern et Predefined Pallet Pattern.
Ordre d’appel
Les étapes de type index sont souvent précédées d’une étape Branch by Msg. L’API doit appeler les commandes dans cet ordre : Exécuter le projet Mech-Viz, Définir l’index courant dans Mech-Viz, et Définir le port de sortie pour l’étape Branch by Msg dans Mech-Viz. Ceci afin de garantir que Mech-Viz dispose de suffisamment de temps pour définir la valeur de Current Index.
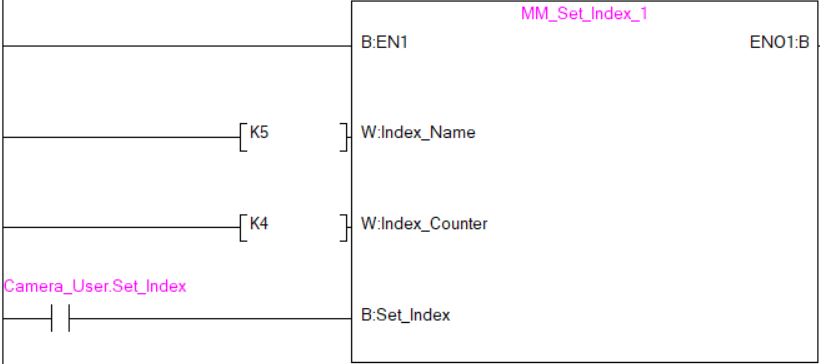
Modules
Paramètres d’entrée
Index_Name
Ce paramètre spécifie l’ID de l’étape de type index. Le type de données est Word[Signed]. Valeurs valides : entiers positifs. L’ID de l’étape s’affiche dans le panneau des paramètres de l’étape. Par exemple, l’ID de l’étape dans l’image ci-dessus est 3.
Index_Counter
Ce paramètre définit la valeur du paramètre Current Index des étapes de type index. Le type de données est Word[Signed]. Valeurs valides : entiers positifs. Lorsque la valeur de ce paramètre est réglée sur N, l’index courant de l’étape correspondante est N-1.
Set_Index
Ce paramètre déclenche, sur front montant, la définition de la valeur de Current Index dans le projet Mech-Viz. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 2106 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Obtenir la trajectoire planifiée dans Mech-Viz
Description
Cette commande obtient la trajectoire planifiée par le projet Mech-Viz sous forme d’une série de points de passage.
|
Point de passage : Chaque point que le robot atteint lorsqu’il se déplace le long de la trajectoire planifiée. Un point de passage contient des informations incluant la pose du robot, l’étiquette, le type de mouvement et la vitesse. Les points de passage peuvent être divisés en deux catégories :
|
Ordre d’appel
Cette commande doit être appelée après Exécuter le projet Mech-Viz.
Modules
Paramètres d’entrée
Req_Pose_Type
This parameter specifies the type of waypoint poses to be obtained. Le type de données est Word[Signed]. Valid values: 1 and 2.
-
1: Positions articulaires.
-
2: TCP.
| Les champs Req_Pose_Type et Robot_Pose_Type dans les modules MM_Start_Vis et MM_Start_Viz correspondent à la même variable Pose_Type dans le bloc de données MM_Camera. Si vous définissez Req_Pose_Type et Robot_Pose_Type sur des valeurs différentes, les deux valeurs ne peuvent pas prendre effet en même temps. |
Get_VizData
Ce paramètre déclenche l’obtention de la trajectoire planifiée par Mech-Viz lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 2100 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
|
Par défaut, après l’envoi de cette commande par le robot, le système de vision renvoie le résultat dans un délai de 10 secondes. Si le système de vision ne renvoie aucun résultat dans un délai de 10 secondes, un code d’erreur de dépassement de délai est renvoyé. Pour modifier au besoin la durée d’expiration par défaut, accédez à Robot et Communication > dans la barre d’outils de Mech-Vision. 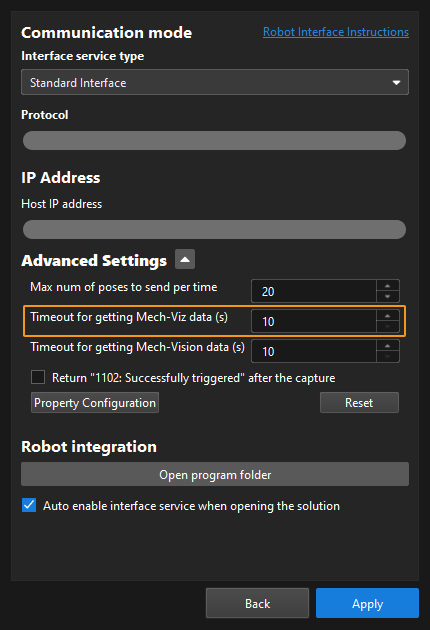
|
Status_of_Pose_Sent
Ce paramètre indique si tous les points de passage sont obtenus. Le type de données est Word[Signed]. La valeur est 0 ou 1.
-
0 : Tous les points de passage ne sont pas obtenus.
-
1 : Tous les points de passage sont obtenus.
Number_of_Pose_Sent
Ce paramètre stocke le nombre de points de passage renvoyés par le système de vision. Par défaut, le système de vision envoie au plus 20 points de passage à la fois. Par conséquent, la valeur maximale par défaut de ce paramètre est 20. Pour modifier le nombre maximal par défaut de poses à obtenir à chaque fois au besoin, accédez à dans la barre d’outils de Mech-Vision. La limite supérieure est 30.
Index_of_Vision_Picking_Point
Le numéro de séquence du point de passage Vision Move (c.-à-d., le point de passage correspondant à l’étape Vision Move dans le projet Mech-Viz) dans le trajet. Le type de données est Word[Signed]. Si le point de passage n’existe pas dans le trajet, la valeur petameter est 0.
Si le trajet planifié se compose des points de passage suivants dans cet ordre: Fixed-Point Move_1, Fixed-Point Move_2, Vision Move et Fixed-Point Move_3, le numéro de séquence du point de passage Vision Move est 3.
Target_Pose
Ce paramètre indique les poses de tous les points de passage dans la trajectoire planifiée obtenue. Les poses sont des TCP ou des positions articulaires, selon la valeur de Req_Pose_Type. Le type de données est FLOAT (précision simple)(0..239).
Target_Label
Ce paramètre indique les étiquettes de tous les points de passage dans la trajectoire planifiée obtenue. Les étiquettes et les poses sont appariées une à une. Le type de données est Word[Signed](0..39).
Target_Tool_ID
Ce paramètre indique les IDs d’outil de tous les points de passage dans la trajectoire planifiée obtenue. Les IDs d’outil et les poses sont appariés une à une. Le type de données est Word[Signed](0..39).
Entrer les dimensions de l’objet dans le projet Mech-Vision
Description
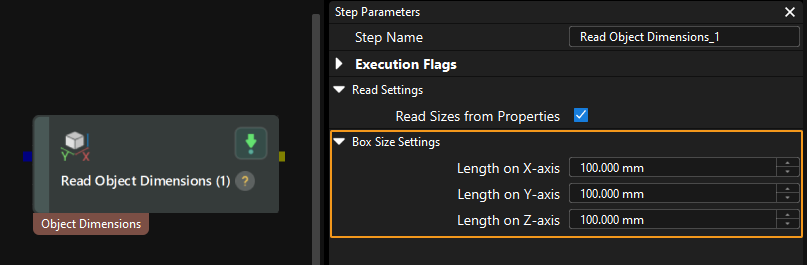
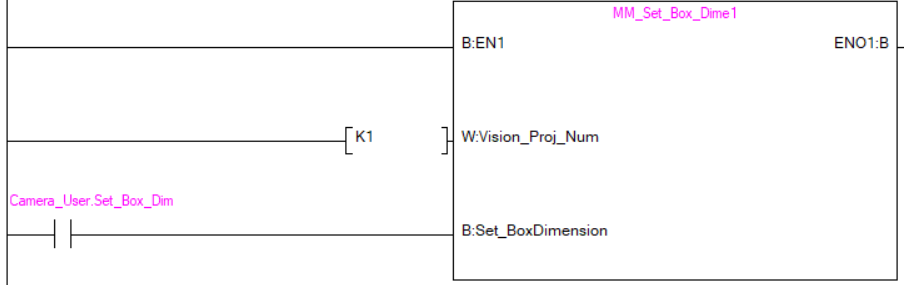
Cette commande saisit dynamiquement les dimensions de l’objet dans le projet Mech-Vision. Les dimensions de l’objet sont les valeurs des paramètres Paramètres de taille de boîte dans l’étape Read Object Dimensions, comme illustré dans la figure suivante.
| Lorsque vous utilisez cette commande, une seule étape Read Object Dimensions est autorisée dans le projet Mech-Vision. Sinon, le système de vision renverra une erreur. |
Ordre d’appel
Cette commande doit être appelée avant Exécuter le projet Mech-Vision.
Modules
Paramètres d’entrée
Vision_Proj_Num
Ce paramètre spécifie l’identifiant de projet de Mech-Vision. Le type de données est Word[Signed]. Vous pouvez consulter l’identifiant de projet d’un projet Mech-Vision dans la section Liste des projets de Mech-Vision. L’identifiant de projet est le nombre qui précède le nom du projet.
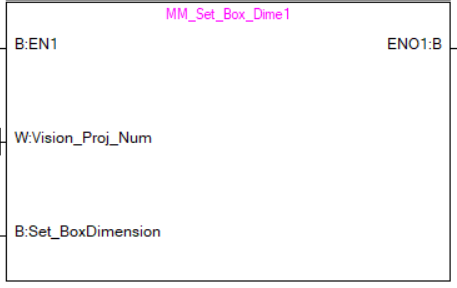
Camera_User.External_Input_Box_Dimension
Ce paramètre entre la longueur, la largeur et la hauteur de l’objet dans le projet Mech-Vision. La longueur, la largeur et la hauteur sont mesurées en millimètres (mm). Ces valeurs sont lues par l’étape Read Object Dimensions et définies pour les paramètres Longueur sur l’axe X, Longueur sur l’axe Y et Longueur sur l’axe Z. Le type de données est FLOAT (précision simple)(0..2).
Set_Box_Dimension
Ce paramètre déclenche, sur front montant, l’entrée des dimensions de l’objet dans le projet Mech-Vision. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1108 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
Obtenir le message de l’étape Notify
Description
Lorsque le projet Mech-Vision ou Mech-Viz exécute l’étape Notify, le système de vision renvoie le message prédéfini dans l’étape Notify.
| Lorsque l’étape Notify est exécutée dans le projet Mech-Vision ou Mech-Viz, le message reste dans le tampon du système de vision pendant seulement trois secondes. Par conséquent, vous devez prendre en compte le moment de l’appel de cette commande pour garantir la récupération réussie du message. De plus, après avoir reçu le message, l’API (PLC) doit effacer les données dans le registre. |
Avant d’envoyer cette commande, effectuez les réglages suivants pour l’étape Notify :
-
Pour une étape Notify dans le projet Mech-Vision :
-
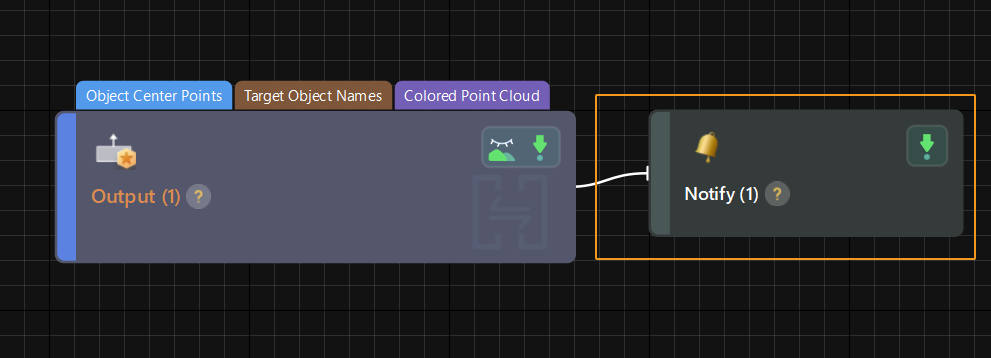
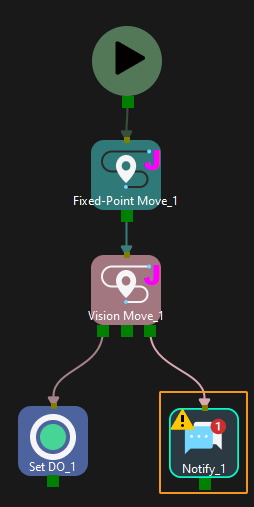
Connectez l’étape Notify au côté droit d’une autre étape. L’étape Output est utilisée dans l’exemple de l’image ci-dessous.
-
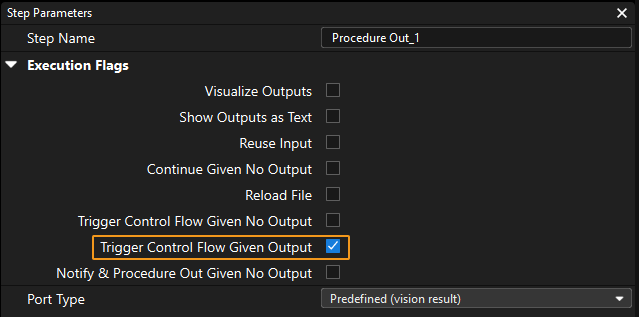
Sélectionnez Déclencher le flux de contrôle compte tenu de la sortie dans le panneau des paramètres de l’étape Output.
-
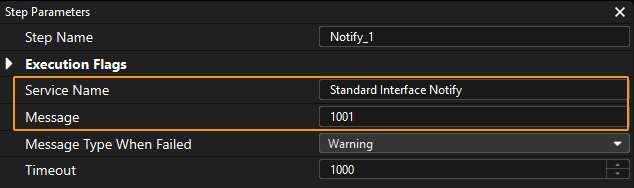
Dans le panneau des paramètres de l’étape Notify, saisissez Standard Interface Notify (la valeur ne peut pas être modifiée) pour Nom du service. Entrez un entier positif pour Message, par exemple 1001.
-
-
Pour une étape Notify dans le projet Mech-Viz :
-
Connectez l’étape Notify à une étape appropriée dans le flux de travail.
-
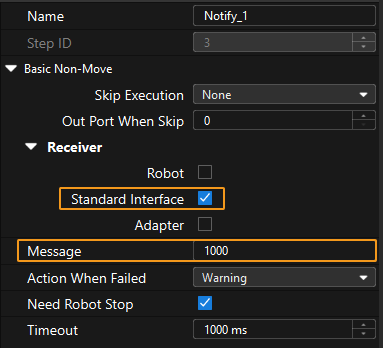
Dans le panneau des paramètres de l’étape Notify, sélectionnez Standard Interface. Entrez un entier positif pour Message, par exemple 1000.
-
Ordre d’appel
Cette commande doit être appelée juste après Exécuter le projet Mech-Vision ou Exécuter le projet Mech-Viz.
Modules
Exemple
Par exemple, le message défini dans l’étape « Notify » est 777, et l’API (PLC) obtient un message en mode automatique.
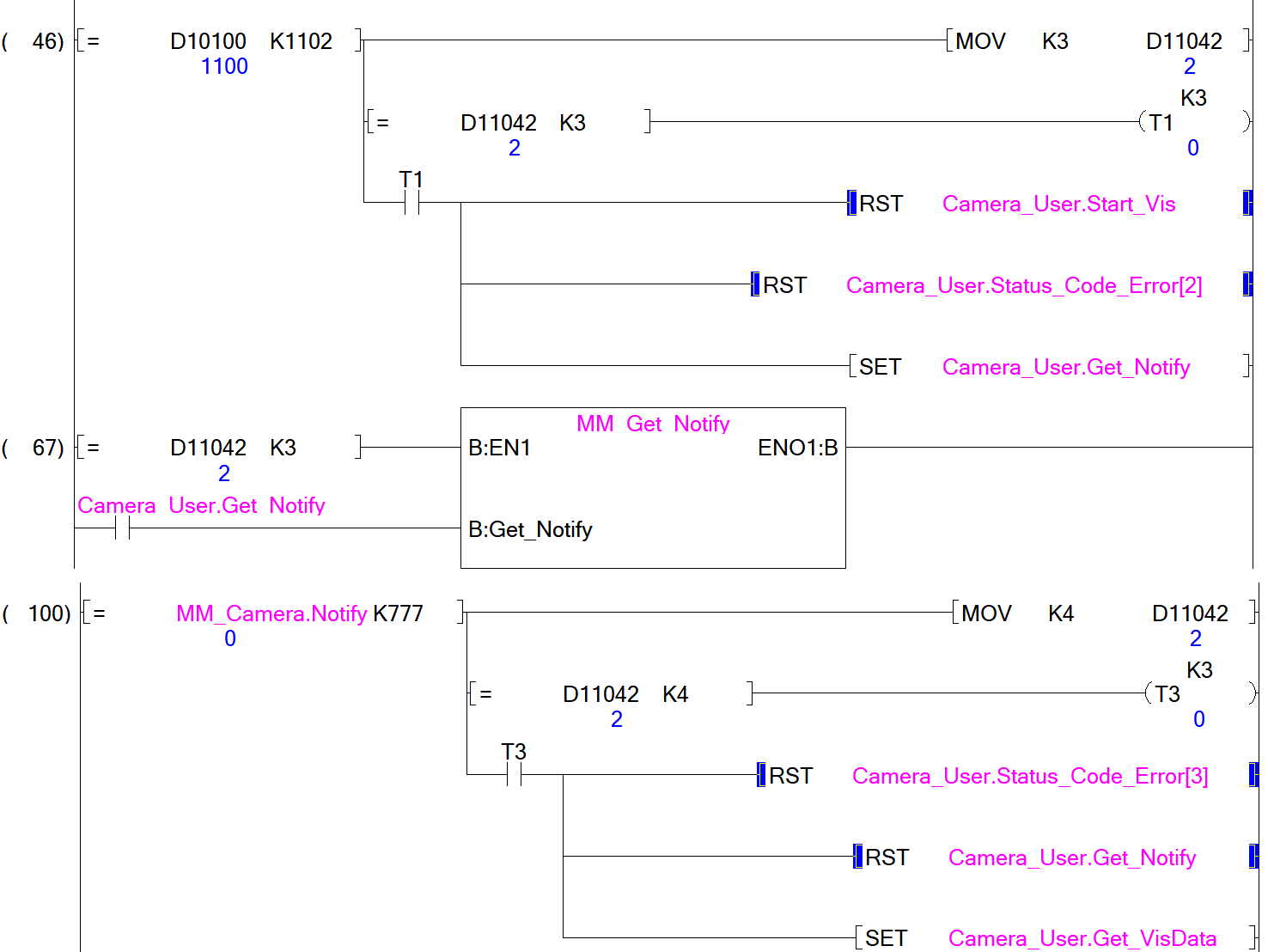
Dans cet exemple, lorsque D11042 (c’est-à-dire Camera_User.Step_Num) est réglé à 3 en mode automatique, la valeur de MM_Camera.Notify n’est pas 777. Après activation de la commande MM_Get_Notify, lorsque la variable Camera_User.Get_Notify est sur front montant, le programme récupère le message depuis l’étape « Notify ». Si la récupération du message a réussi, la valeur de MM_Camera.Notify passe à 777. Sinon, si la valeur reste inchangée, le PLC affichera une erreur après 3 secondes.
Obtenir l’état du projet
Modules
Paramètres d’entrée
Get_Status
Ce paramètre vérifie si le projet Mech-Vision est prêt lors d’un front montant. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Status_Code
Ce paramètre indique le nom de la variable destinée à stocker le code d’état d’exécution de la commande. Le type de données est Word[Signed]. Le code d’état 1101 est renvoyé en cas d’exécution réussie de la commande. Si l’exécution d’une commande échoue, un code d’erreur spécifique est renvoyé. Pour plus de détails, voir Codes d’état et résolution des problèmes.
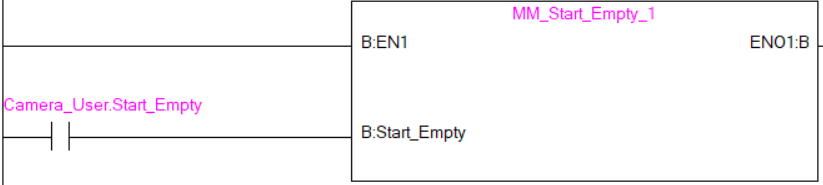
Effacer les données cibles
Modules
Paramètres d’entrée
Start_Empty
Ce paramètre déclenche l’effacement des poses, des étiquettes et des IDs d’outil obtenus. Ce paramètre prend effet lorsqu’il est défini. Le type de données est Bit.
Données renvoyées de l’étiquette globale MM_Camera
Target_Pose
Ce paramètre indique les poses des points de passage ou des points de vision obtenus. Le type de données est FLOAT (précision simple)(0..239).
Target_Label
Ce paramètre indique les étiquettes des points de passage ou des points de vision obtenus. Le type de données est Word[Signed](0..39).
Target_Tool_ID
Ce paramètre indique les IDs d’outil des points de passage ou des points de vision obtenus. Le type de données est Word[Signed](0..39).