混合码垛
使用场景
箱子规格超过一种的码垛任务被称为混合码垛。根据是否可以预知箱子订单,混合码垛可以分为在线和离线两种类型。
-
在线混合码垛用于事先无法获知订单的场景,软件需要根据箱子的来料情况,实时确定码垛位置。
-
离线混合码垛用于可以预先获知码垛订单的场景,软件预先计算垛型,并要求箱子按指定顺序来料。
参数说明
移动步骤基本参数
发送路径点
默认勾选,即向接收者(如:机器人)发送移动目标位姿。取消勾选后,将不发送移动目标位姿,但此目标位姿仍在路径规划之中。
尝试平滑通过其后的非移动类步骤
默认不勾选,即当 移动类步骤 之间连接 非运动步骤 时,比如 “视觉识别” 、“设置” 、“检查DI”等,会打断机器人的路径规划,真实机器人运行时会出现短暂的停顿,导致机器人运行动作不流畅。
勾选后,不需要等待当前移动步骤运行结束就可以继续往下执行,以此规避机器人停顿的问题,保证机器人运行动作流畅,但可能会导致步骤提前结束。
为何会导致步骤提前结束?
Mech-Viz 软件运行时会同时发给机器人多个位姿,软件只判断发送给机器人的最后一个位姿是否与机器人当前返回的关节角相同,如果相同则认为机器人已经移动到最后一个位置。
比如一段路径由 10 个移动步骤组成,路径中的移动步骤 5 与最后一个移动步骤的位姿相同。在机器人运行速度较慢时,机器人移动到移动点 5 后并把当前关节角发给 Mech-Viz ,因为路径中的移动步骤 5 与最后一个移动步骤位姿相同,Mech-Viz 软件会误判为路径步骤完成而提前结束指令。
不检查与已放置工件的碰撞
默认不勾选,即检查与已放置工件的碰撞;勾选后,将不检查机器人本体、末端工具与已经放置的工件之间的碰撞。
在码垛应用中有以下两种情况:
-
码放纸箱时,机器人本体可能会轻微接触已放置纸箱(不会出现纸箱挤压变形的情况),Mech-Viz 检查到这个碰撞后规划其他纸箱放置点,导致无法满垛。
-
一般吸盘设置的 TCP 不在吸盘表面,在模型内部,这样抓取物体时末端工具与被抓取的纸箱模型存在嵌套的情况(软件不检查末端工具与已抓取工件的碰撞),当机器人放下纸箱后,被抓取的纸箱模型改变为场景模型,此时软件会检查到末端工具与场景中的纸箱模型发生碰撞,软件发出碰撞报警,无法完成码垛步骤。
勾选此参数,软件不再检查机器人本体、末端工具与已经放置的工件模型之间的碰撞关系,从而解决上述问题。
点云碰撞检查模式
根据现场实际情况来设置参数,一般使用默认 自动 。机器人抓取物体前的移动步骤可选择 从不 模式,抓取物体后的移动步骤可选择 总是 模式。
自动 |
默认值。仅对“视觉移动”步骤及依赖于“视觉移动”步骤的“相对移动”步骤检查点云碰撞,其他的移动类步骤不检查。 |
不检查 |
全部移动类步骤均不检查点云碰撞。 |
检查 |
全部移动类步骤均检查点云碰撞。 |
| 当打开 功能时,Mech-Viz 软件在做路径规划时会检查机器人模型、末端工具模型与点云的碰撞情况。 一般点云碰撞的设置是检查机器人抓取过程中是否会与工件发生碰撞,当空间中有噪点时,软件在做抓取物体前的路径规划时噪点与机器人模型、末端工具模型接触,造成与点云碰撞的误检测,导致软件规划错误。 |
忽略工件对称性
该参数仅对 目标类型 为 工件位姿 的移动生效,如:目标类型为工件位姿的移动类步骤、码垛类步骤等,而目标类型为关节角、工具位姿的移动类步骤不生效。
无 |
默认值,不关闭任何对称性; |
绕工件坐标系 Z 轴 |
仅关闭 Z 轴对称性; |
绕工件坐标系 X 和 Y 轴 |
仅关闭 X&Y 轴对称性; |
绕所有轴 |
关闭所有对称性,机器人将严格按照工件位姿放置工件。 |
| 遇到某些特殊情况而导致物体不可抓取时,可以设置 中的 旋转对称 。 针对识别出的物体设置物体对称性,根据对称性角度,工件可具有多个候选位姿。 Mech-Viz 软件在规划物体抓取时,若默认位姿无法抓取,会尝试候选位姿是否可抓。 物体对称位姿与 Mech-Vision 输出的原始位姿不一致,无法保证机器人放置物体的一致性。 |
规划失败出口
勾选此参数后,步骤将增加“规划失败”出口。
规划过程中,沿“成功”出口后的分支进行规划;若当前步骤规划失败,将执行“规划失败”出口后的分支流程。
运动控制
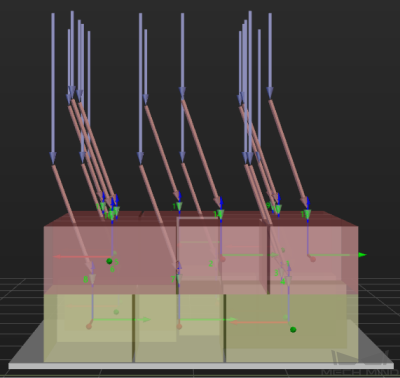
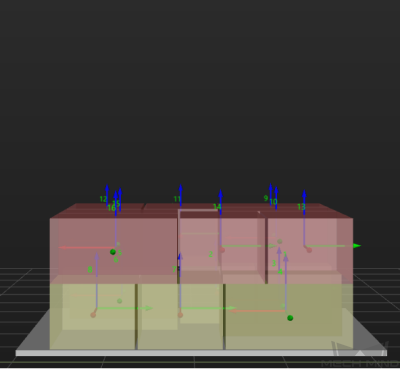
箱子码放时的部分轨迹如下表:
|
|
|
|
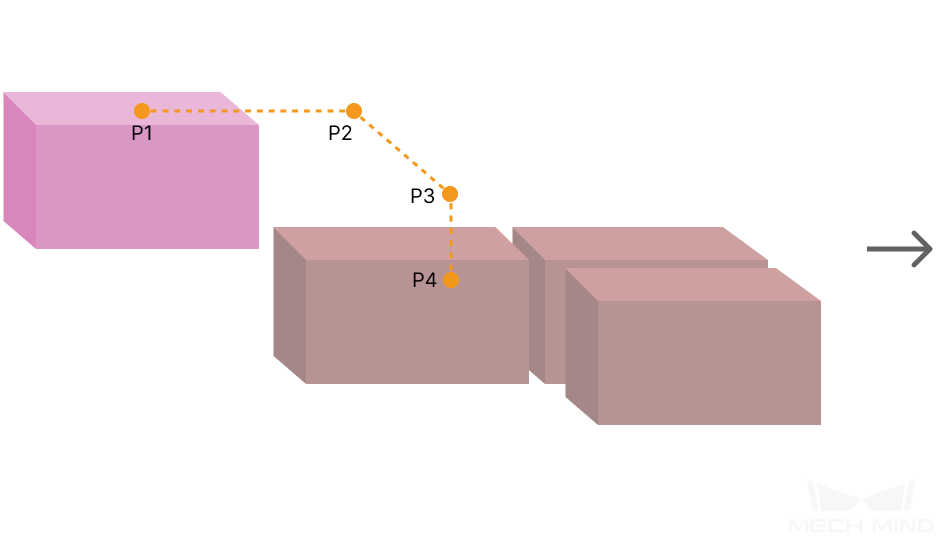
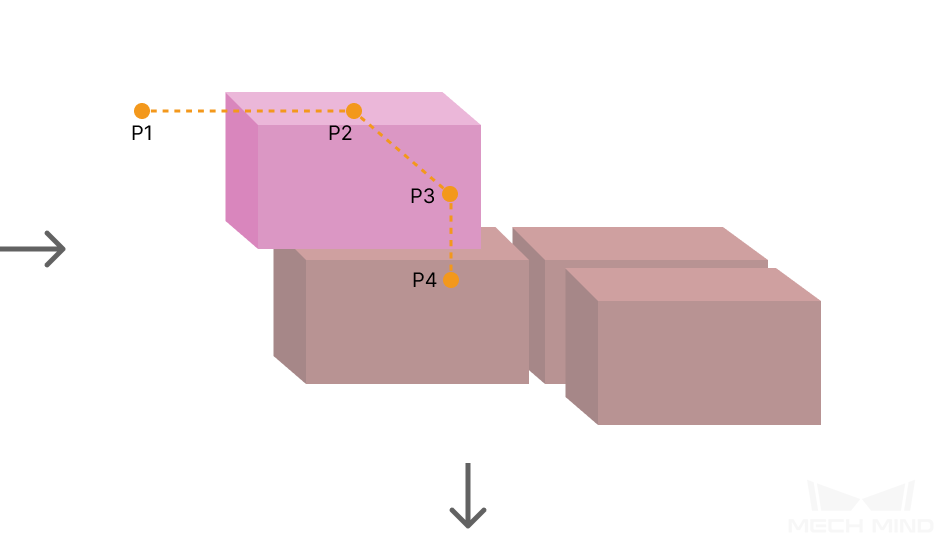
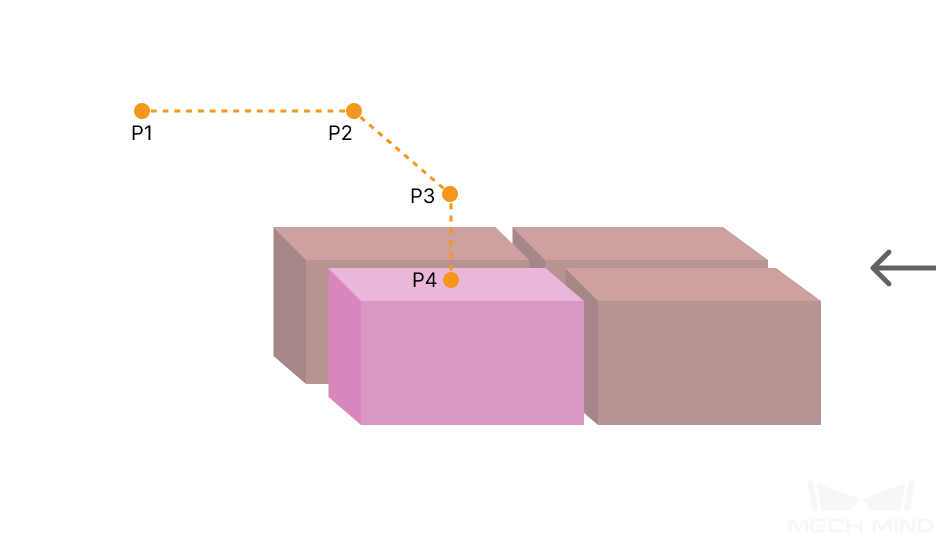
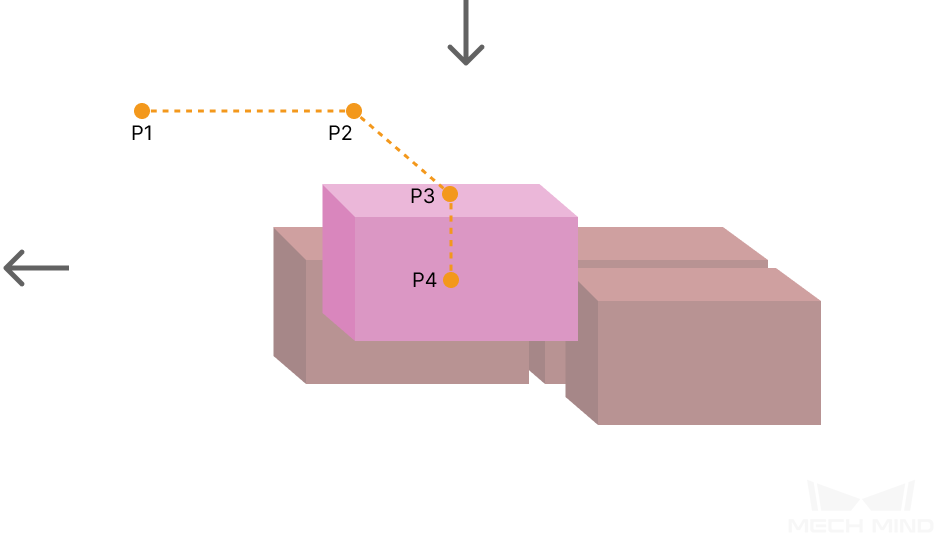
其中
-
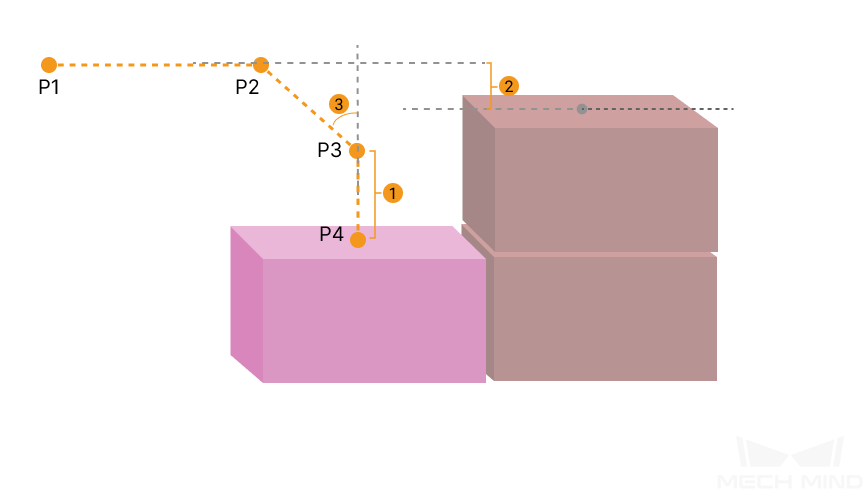
P1:中间点、P2: 进入点、P3:调整点、P4:放置点。
-
P1-P2段:进入段、P2-P3段:调整段、P3-P4段:放置段。
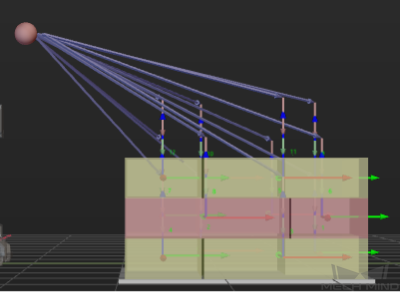
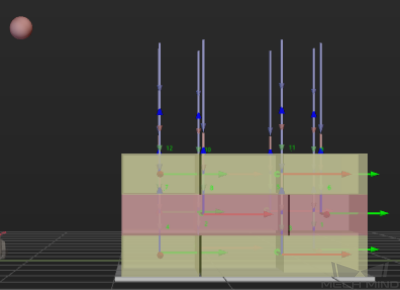
进入与调整
本组三个参数共同控制箱子入垛时的进入路径。通过调整进入路径,使得箱子以一定角度逼近已码好的箱子,然后再竖直放下。这样的设计旨在避免机器人直接竖直放下箱子时可能因为精度或其他原因导致与已码好的箱子发生碰撞。
对于每个箱子,入垛时共有4个位置,本组参数控制其中的3个,分别为进入点(P2)、调整点(P3)和放置点(P4)。
|
1:竖直方向调整长度、2:竖直方向裕度、3:Z向进入角度 |
| 参数 | 说明 |
|---|---|
竖直方向调整长度比例 |
如右图所示,竖直方向调整长度比例 = 竖直方向调整长度(1)/ 箱子高度。 |
取值范围: 0~1;推荐值: 50% 。 |
|
竖直方向裕度 |
如右图标记 2 。 |
取值范围: 0 ~ 无穷大;单位:mm;具体数值视应用场景而定。 |
|
Z向进入角度 |
如右图标记 3 。 |
取值范围: -80°~80°;推荐值: 30°~45° 。 |