샘플 프로그램16: MM_S16_Viz_GetDirection
프로그램 소개
기능 설명 |
로봇은 계획 경로를 획득하여 피킹 작업을 완료한 후, 작업물 조합의 방향에 따라 다양한 배치 전략을 선택할 수 있습니다. |
파일 경로 |
Mech-Vision 및 Mech-Viz의 설치 디렉토리로 이동하여 |
필요한 프로젝트 |
Mech-Vision와 Mech-Viz 프로젝트(말단장치 유형은 디팔레타이징 진공 그리퍼입니다) |
사용 전제 조건 |
|
| 이 샘플 프로그램은 참고용으로 제공됩니다. 사용자는 실제 상황에 맞춰 이 내용을 바탕으로 수정해야 하며, 해당 프로그램을 그대로 사용하지 않도록 하십시오. |
프로그램 설명
아래는 MM_S16_Viz_GetDirection 샘플 프로그램 코드와 관련 설명입니다.
| MM_S15_Viz_GetDoList 샘플과 비교하면 이 샘플은 아래와 같이 굵게 표시된 코드 부분만 수정되었습니다. 따라서 MM_S16_Viz_GetDirection의 MM_S15_Viz_GetDoList와 일치하는 부분은 다시 설명하지 않습니다. (일치하는 부분에 대한 정보는 MM_S15_Viz_GetDoList 샘플 프로그램 설명을 참조하십시오). |
1: !-------------------------------- ;
2: !FUNCTION: trigger Mech-Viz ;
3: !project, then get planned path ;
4: !and get box direction using ;
5: !command 210 ;
6: !Mech-Mind, 2023-12-25 ;
7: !-------------------------------- ;
8: ;
9: !set current uframe NO. to 0 ;
10: UFRAME_NUM=0 ;
11: !set current tool NO. to 1 ;
12: UTOOL_NUM=1 ;
13: !move to robot home position ;
14:J P[1] 100% FINE ;
15: !initialize communication ;
16: !parameters(initialization is ;
17: !required only once) ;
18: CALL MM_INIT_SKT('8','127.0.0.1',30000,5) ;
19: !move to image-capturing position ;
20:L P[2] 1000mm/sec FINE ;
21: !trigger Mech-Viz project ;
22: CALL MM_START_VIZ(2,10,53) ;
23: !check whether viz project has ;
24: !been triggered successfully ;
25: IF (R[53]<>2103),JMP LBL[99] ;
26: !get planned path ;
27: CALL MM_GET_PLNDT(0,3,51,52,53) ;
28: !check whether planned path has ;
29: !been got from Mech-Viz ;
30: !successfully ;
31: IF R[53]<>2100,JMP LBL[99] ;
32: !get gripper control signal list ;
33: CALL MM_GET_DL(0,0,53) ;
34: !check whether viz DoList has ;
35: !been gotten successfully ;
36: IF (R[53]<>2102),JMP LBL[99] ;
37: !save waypoints of the planned ;
38: !path to local variables one ;
39: !by one ;
40: CALL MM_GET_PLJOP(1,3,60,61,62,63,64,70) ;
41: CALL MM_GET_PLJOP(2,3,61,91,92,93,94,100) ;
42: CALL MM_GET_PLJOP(3,3,62,121,122,123,124,130) ;
43: !get box direction status from ;
44: !planned results of 2nd point ;
45: R[10]=R[116] ;
46: !follow the planned path to pick ;
47: !move to approach waypoint ;
48: !of picking ;
49:J PR[60] 50% FINE ;
50: !move to picking waypoint ;
51:J PR[61] 10% FINE ;
52: !add object grasping logic here ;
53: PAUSE ;
54: !set gripper control signal ;
55: CALL MM_SET_DL(0) ;
56: !move to departure waypoint ;
57: !of picking ;
58:J PR[62] 50% FINE ;
59: !place the box according to its ;
60: !direction ;
61: IF R[10]=0,JMP LBL[1] ;
62: IF R[10]<>0,JMP LBL[2] ;
63: ;
64: LBL[1:place position 1] ;
65: !move to intermediate waypoint ;
66: !of placing ;
67:J P[3] 50% CNT100 ;
68: !move to approach waypoint ;
69: !of placing ;
70:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
71: !move to placing waypoint ;
72:L P[4] 300mm/sec FINE ;
73: !add object releasing logic here, ;
74: !such as "DO[1]=OFF" ;
75: PAUSE ;
76: !move to departure waypoint ;
77: !of placing ;
78:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
79: JMP LBL[3] ;
80: ;
81: LBL[2:place position 2] ;
82: !move to intermediate waypoint ;
83: !of placing ;
84:J P[5] 50% CNT100 ;
85: !move to approach waypoint ;
86: !of placing ;
87:L P[6] 1000mm/sec FINE Tool_Offset,PR[2] ;
88: !move to placing waypoint ;
89:L P[6] 300mm/sec FINE ;
90: !add object releasing logic here, ;
91: !such as "DO[1]=OFF" ;
92: PAUSE ;
93: !move to departure waypoint ;
94: !of placing ;
95:L P[6] 1000mm/sec FINE Tool_Offset,PR[2] ;
96: JMP LBL[3] ;
97: ;
98: LBL[3] ;
99: !move back to robot home position ;
100:J P[1] 100% FINE ;
101: END ;
102: ;
103: LBL[99:vision error] ;
104: !add error handling logic here ;
105: !according to different ;
106: !error codes ;
107: !e.g.: status=2038 means no ;
108: !point cloud in ROI ;
109: !e.g.: mm_status=3099 means ;
110: !failed to open socket ;
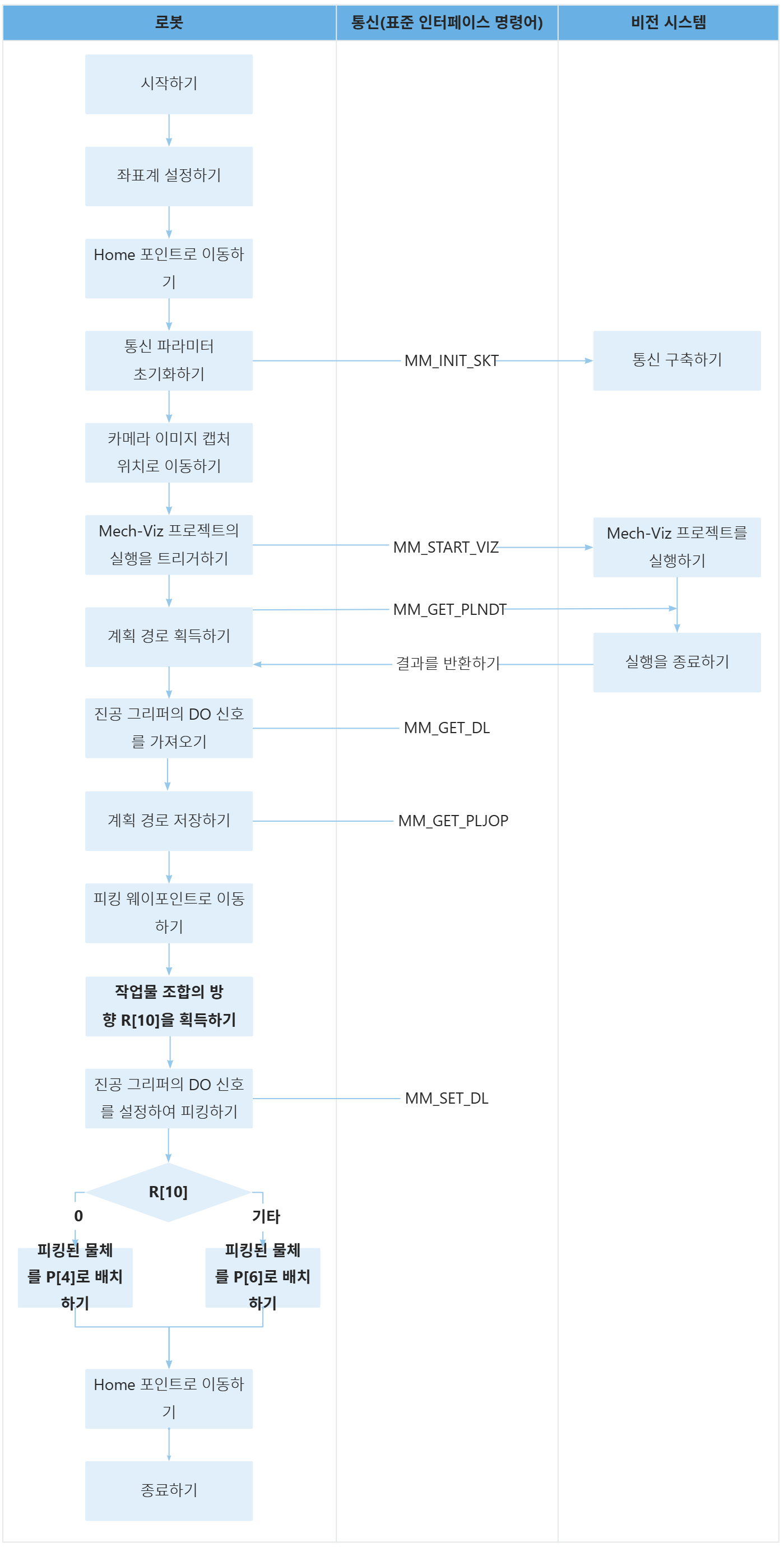
111: PAUSE ;위 샘플 프로그램 코드에 해당하는 작업 흐름은 아래 그림에 표시되어 있습니다.
아래 표는 굵게 표시된 코드의 설명입니다. 명령어 이름의 링크를 클릭하면 해당 명령의 상세 설명을 확인할 수 있습니다.
| 작업 흐름 | 코드와 설명 | ||
|---|---|---|---|
작업물 조합의 방향을 획득하기 |
로봇은 MM_GET_PLNDT 명령어를 실행하여 웨이 포인트의 비전 이동 계획 결과를 얻고, 이어서 MM_GET_PLJOP 명령어를 실행하여 로봇 메모리에 저장된 웨이 포인트의 비전 이동 계획 결과를 지정된 레지스터에 저장합니다. 이 샘플에서는 피킹 웨이 포인트(PR[61])의 비전 이동 계획 결과가 R[100]부터 시작하는 레지스터에 순서대로 저장됩니다. R[116]은 작업물 조합과 진공 그리퍼 길이 사이의 상대적 위치이며, 0은 평행을, 1은 수직을 나타냅니다. 위 코드는 R[116] 값을 R[10]에 할당함을 나타냅니다. 따라서 R[10]은 작업물 조합의 방향을 나타냅니다. |
||
작업물 조합의 방향에 따라 다양한 배치 전략을 선택하기 |
위 코드는 작업물이 진공 그리퍼의 긴 쪽과 평행할 경우(즉, R[10]가 0으로 설정된 경우), 작업물이 R[4] 위치에 배치된다는 것을 나타냅니다. 그렇지 않으면 작업물은 R[6] 위치에 배치됩니다. |