PROFINETのコマンド説明
以下では、PROFINET通信プロトコルを基づいた標準インターフェースのコマンドについて説明します。
| コマンドデータの送受信操作については、通信制御プロセス をご参照ください。 |
コマンド一覧
101コマンド——Mech-Visionプロジェクトを実行
機能
このコマンドは、Mech-Visionプロジェクトを実行するために使用されます。Mech-Visionプロジェクトの実行中、ビジョンシステムはカメラ撮影を行い、一連のビジョンアルゴリズムで画像データを処理し、一連のビジョンポイントまたは経路点を生成します。
|
呼び出し順序
-
プロジェクトのステップパラメータは、Mech-Visionプロジェクトを実行する前に設定する必要があります。したがって、103コマンド——Mech-Visionのパラメータレシピを切り替える または 501コマンド——Mech-Visionプロジェクトに対象物の寸法を送信 コマンドは 101コマンド——Mech-Visionプロジェクトを実行 コマンドの前に呼び出す必要があります。
-
Mech-Visionプロジェクトが実行された後、ビジョンシステムはビジョンポイントまたは経路点を取得できます。したがって、101コマンド——Mech-Visionプロジェクトを実行 コマンドは 102コマンド——ビジョン結果を取得 または 105コマンド——Mech-Visionから計画された経路を取得 コマンドの前に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード101 |
VISION_PROJ_NUM |
UINT8 |
1個のUINT8 |
Mech-Visionプロジェクト番号 |
REQ_POSE_NUM |
UINT8 |
1個のUINT8 |
ビジョンポイントまたは経路点の期待数 |
ROBOT_POSE_TYPE |
UINT8 |
1個のUINT8 |
ロボットの位置姿勢タイプ |
ROBOT_POSE_JPS、ROBOT_POSE_TCP |
SINT32 |
6個のSINT32、6個のSINT32 |
ロボット位置姿勢(ROBOT_POSE_JPSは関節角度データ、ROBOT_POSE_TCPはフランジ位置姿勢データ) |
VISION_PROJ_NUM
Mech-Visionのプロジェクト番号は、Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を示します。
REQ_POSE_NUM
このパラメータは、Mech-Visionプロジェクトから取得されたビジョンポイントまたは経路点の期待数を示します。
| Mech-Visionプロジェクトに「経路計画」ステップを使用する場合、このパラメータは経路点の期待数を表します。それ以外の場合はビジョンポイントの期待数を表します。 |
-
0:Mech-Visionプロジェクトからすべてのビジョンポイントまたは経路点を取得します。
-
0より大きい整数:Mech-Visionプロジェクトから指定数のビジョンポイントまたは経路点を取得します。
-
Mech-Visionプロジェクトから出力されたビジョンポイントまたは経路点の合計数が、指定されたパラメータ値より小さい場合、出力されたすべてのビジョンポイントまたは経路点を取得します。
-
Mech-Visionプロジェクトから出力されたビジョンポイントまたは経路点の合計数が、指定されたパラメータ値より大きい場合、指定された数のビジョンポイントまたは経路点を取得します。
-
|
ROBOT_POSE_TYPE、ROBOT_POSE_JPS/ROBOT_POSE_TCP
-
ロボットの位置姿勢タイプ は、ロボット実機の位置姿勢をMech-Visionプロジェクトに送信する方式を設定します。パラメータ範囲は0~3です。
-
ロボット位置姿勢 は、ロボットの位置姿勢タイプ によって決定されます。
下表は、ROBOT_POSE_TYPEとROBOT_POSE_JPS/ROBOT_POSE_TCPパラメータの値の関係およびその説明です。
| ROBOT_POSE_TYPE | ROBOT_POSE_JPS | ROBOT_POSE_TCP | 説明 | 適用シーン |
|---|---|---|---|---|
0 |
0, 0, 0, 0, 0, 0 |
0, 0, 0, 0, 0, 0 |
このコマンドは、ロボットの位置姿勢をMech-Visionプロジェクトに送信する必要はありません。 Mech-Visionプロジェクトに「経路計画」ステップがある場合、経路計画の開始位置は経路計画設定ツールで設定された初期位置となります。 |
カメラの取り付け方式がEye to Handであり、かつプロジェクトで事前の撮影が不要な場合は、この設定を使用します。 |
1 |
ロボットの現在の関節角度 |
ロボットの現在のフランジ位置姿勢 |
このコマンドは、ロボットの現在の関節角度とフランジ位置姿勢をMech-Visionプロジェクトに送信する必要があります。 |
カメラの取り付け方式がEye in Handである場合、必ずこの設定を使用する必要があります。 直交ロボットを使用するシーンを除き、ほとんどのシーンではこの設定の使用を推奨します。 |
2 |
0, 0, 0, 0, 0, 0 |
ロボットの現在のフランジ位置姿勢 |
このコマンドは、ロボットの現在のフランジ位置姿勢をMech-Visionプロジェクトに送信する必要があります。 |
直交ロボットを使用する場合、この設定を推奨します。 |
3 |
ユーザーによりカスタマイズされた関節角度 |
0, 0, 0, 0, 0, 0 |
このコマンドは、カスタマイズされた関節角度をMech-Visionプロジェクトに送信する必要があります。 この関節角度データは、Mech-Visionプロジェクトの「経路計画」ステップに開始点として送信されます。つまり、ロボットはこの開始点から経路計画の最初の経路点に向かって移動します。 |
カメラの取り付け方式がEye to Handで、かつプロジェクトで事前撮影が必要な場合は、この設定を使用します。 |
| ロボットの関節角度およびフランジ位置姿勢データは浮動小数点数であるため、ユーザーは浮動小数点数に10000を掛けて32ビットの符号付き整数に変換し、その値をROBOT_POSE_TCPまたはROBOT_POSE_TCPに格納する必要があります。 |
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
コマンドが正常に実行された場合、ステータスコードは 1102 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
102コマンド——ビジョン結果を取得
機能
このコマンドは、Mech-Visionによって出力されたビジョン結果(一連のビジョンポイント)を取得するために使用されます。ビジョンポイントの対象物の位置姿勢(つまり「出力」ステップの「poses」ポートのデータ)は、ビジョンシステムによって自動的に対応するロボットハンドの位置姿勢に変換されます。変換流れは以下の通りです。
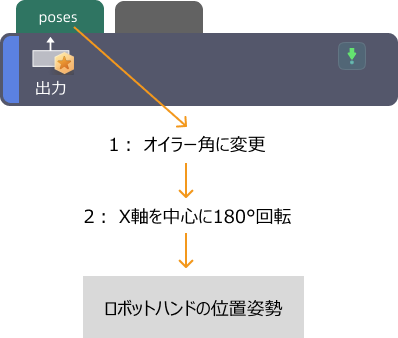
-
対象物の位置姿勢を四元数からオイラー角の形式に変換します。
-
対象物の位置姿勢をX軸を中心に180°回転させ、Z軸が下を向くようにします。

呼び出し順序
このコマンドは、101コマンド——Mech-Visionプロジェクトを実行 コマンドの後に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード102 |
VISION_PROJ_NUM |
UINT8 |
1個のUINT8 |
Mech-Visionプロジェクト番号 |
VISION_PROJ_NUM
Mech-Visionのプロジェクト番号は、Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を示します。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
SEND_POSE_NUM |
UINT8 |
1個のUINT8 |
ビジョンポイントの数 |
SEND_POSE_TYPE |
UINT8 |
1個のUINT8 |
位置姿勢タイプ |
TARGET_POSE |
SINT32 |
6個のSINT32 |
単一ビジョンポインの位置姿勢 |
TARGET_LABEL |
SINT32 |
1個のSINT32 |
単一ビジョンポインのラベル |
STATUS_CODE
コマンドが正常に実行された場合、ステータスコードは 1100 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
SEND_POSE_NUM
このパラメータは、取得されたビジョンポイントの数を示します。
SEND_POSE_TYPE
このパラメータは、ビジョンポイントの位置姿勢タイプを示します。このパラメータの初期値は2であり、位置姿勢タイプがロボットツール位置姿勢であることを表します。
TARGET_POSE
このパラメータは、取得されたビジョン結果に含まれる単一ビジョンポイントの位置姿勢を表し、位置姿勢のタイプはロボットツール位置姿勢です。
| ユーザーはTARGET_POSEに含まれる各データを10000で除算する必要があります。これにより実際の位置姿勢値が得られます。 |
ビジョンポイントの対象物の位置姿勢(つまり「出力」ステップの「poses」のデータ)は、ビジョンシステムにより、対応するロボットハンドの位置姿勢に自動的に変換されます。
-
対象物の位置姿勢を四元数からオイラー角の形式に変換します。
-
対象物の位置姿勢をX軸を中心に180°回転させ、Z軸が下を向くようにします。
TARGET_LABEL
このパラメータは、取得されたビジョン結果に含まれる単一ビジョンポイントのラベルを表します。このラベルは、位置姿勢と一対一で対応します。
|
103コマンド——Mech-Visionのパラメータレシピを切り替える
機能
このコマンドは、Mech-Visionプロジェクトに使用するパラメータレシピを切り替えるために使用されます。下図は、Mech-VisionプロジェクトのレシピAまたはレシピBの手動切り替えを示しています。パラメータレシピの詳細については、パラメータレシピ をご参照ください。

呼び出し順序
このコマンドは、101コマンド——Mech-Visionプロジェクトを実行 コマンドの前に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード103 |
VISION_PROJ_NUM |
UINT8 |
1個のUINT8 |
Mech-Visionプロジェクト番号 |
VISION_RECP_NUM |
UINT8 |
1個のUINT8 |
パラメータレシピ番号 |
VISION_PROJ_NUM
Mech-Visionのプロジェクト番号は、Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を示します。
VISION_RECP_NUM
Mech-Visionプロジェクト内のパラメータレシピの番号であり、正の整数です。番号の有効範囲は1~99です。パラメータレシピ番号を確認するには、 パラメータレシピの番号を確認 をご参照ください。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
コマンドが正常に実行された場合、ステータスコードは 1107 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
105コマンド——Mech-Visionから計画された経路を取得
機能
このコマンドは、Mech-Visionによって計画された経路(一連の経路点)を取得するために使用されます。ここでの経路は、経路計画設定ツールによって計画されます。下図に示すように、設定ツール をクリックして経路計画設定ツールを開くことができます。「経路計画」ステップの詳細については、経路計画 をご参照ください。
| Mech-Visionの「出力」ステップの ポートタイプ パラメータを「事前定義済み(ロボット経路)」に設定する必要があります。 |

呼び出し順序
このコマンドは、101コマンド——Mech-Visionプロジェクトを実行 コマンドの後に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード105 |
VISION_PROJ_NUM |
UINT8 |
1個のUINT8 |
Mech-Visionプロジェクト番号 |
REQ_POSE_TYPE |
UINT8 |
1個のUINT8 |
経路点の位置姿勢タイプ |
VISION_PROJ_NUM
Mech-Visionのプロジェクト番号は、Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を示します。
REQ_POSE_TYPE
このパラメータは、取得する経路点の位置姿勢タイプを指定するために使用されます。
-
1:ロボットの関節角度(JPs)。
-
2:ロボットのツール位置姿勢。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
SEND_POSE_NUM |
UINT8 |
1個のUINT8 |
経路点の数 |
SEND_POSE_TYPE |
UINT8 |
1個のUINT8 |
経路点の位置姿勢タイプ |
VISUAL_PT_INDEX |
UINT8 |
1個のUINT8 |
経路全体における「ビジョン処理による移動」の位置 |
TARGET_POSE |
SINT32 |
6個のSINT32 |
単一経路点の位置姿勢 |
TARGET_LABEL |
SINT32 |
1個のSINT32 |
単一経路点のラベル |
TARGET_TOOL_ID |
SINT32 |
1個のSINT32 |
単一経路点のロボットハンド番号 |
STATUS_CODE
コマンドが正常に実行された場合、ステータスコードは 1103 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
SEND_POSE_NUM
このパラメータは、取得された経路点の数を示します。
SEND_POSE_TYPE
このパラメータは、経路点の位置姿勢タイプを示します。値は REQ_POSE_TYPE パラメータと同じです。
-
1:ロボットの関節角度(JPs)。
-
2:ロボットのツール位置姿勢。
VISUAL_PT_INDEX
このパラメータは、経路全体における経路計画設定ツールの「ビジョン処理による移動」ステップに対応する経路点(「ビジョン処理による移動」の経路点)の位置を示します。経路全体に「ビジョン処理による移動」の経路点がない場合、このパラメータは0となります。
例えば、計画された経路が「移動_1」、「移動_2」、「ビジョン処理による移動」、「移動_3」で構成されている場合、「ビジョン処理による移動」の位置番号は3になります。
| 経路全体を受信するにはこのコマンドを複数回送信する必要がある場合、このパラメータは、コマンドが実行された後の最初の返された結果では計画された経路全体における「ビジョン処理による移動」の経路点の位置を示し、その後の返された結果では残りの経路点における「ビジョン処理による移動」の経路点の位置を示します。 |
TARGET_POSE
このパラメータは、取得された計画経路に含まれる単一経路点の位置姿勢を表します。位置姿勢タイプは、ロボットツール位置姿勢または関節角度です。位置姿勢タイプは、このコマンド送信時に設定された REQ_POSE_TYPE パラメータによって決定されます。
| ユーザーはTARGET_POSEに含まれる各データを10000で除算する必要があります。これにより実際の位置姿勢値が得られます。 |
TARGET_LABEL
このパラメータは、取得された計画経路に含まれる単一経路点のラベルを表します。このラベルは、位置姿勢と一対一で対応します。
|
TARGET_TOOL_ID
このパラメータは、取得された計画経路に含まれる単一経路点に対応するロボットハンド番号(経路計画ツールで設定されたロボットハンド番号)を表します。このロボットハンド番号は、位置姿勢と一対一で対応します。
201コマンド——Mech-Vizプロジェクトを実行
機能
このコマンドは、Mech-Vizプロジェクトの実行をトリガーするために使用されます。Mech-Vizは、Mech-Visionから出力されたビジョン結果に基づいてロボットの動作経路を計画します。
| Mech-Vizのリソースパネルでプロジェクトを右クリックし、自動的に読み込む にチェックを入れます。 |
呼び出し順序
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード201 |
ROBOT_POSE_TYPE |
UINT8 |
1個のUINT8 |
ロボットの位置姿勢タイプ |
ROBOT_POSE_JPS、ROBOT_POSE_TCP |
SINT32 |
6個のSINT32、6個のSINT32 |
ロボット位置姿勢(ROBOT_POSE_JPSは関節角度データ、ROBOT_POSE_TCPはフランジ位置姿勢データ) |
REQ_POSE_TYPE、ROBOT_POSE_JPS/ROBOT_POSE_TCP
-
ロボットの位置姿勢タイプ は、ロボット実機の位置姿勢をMech-Vizプロジェクトに送信する方式を設定します。パラメータ範囲は0~2です。
-
ロボット位置姿勢 は、ロボットの位置姿勢タイプ によって決定されます。
下表は、ROBOT_POSE_TYPEとROBOT_POSE_JPS/ROBOT_POSE_TCPパラメータの値の関係およびその説明です。
| ROBOT_POSE_TYPE | ROBOT_POSE_JPS | ROBOT_POSE_TCP | 説明 | 適用シーン |
|---|---|---|---|---|
0 |
0, 0, 0, 0, 0, 0 |
0, 0, 0, 0, 0, 0 |
Mech-Vizにロボットの位置姿勢を送信する必要がありません。Mech-Vizでは、仮想ロボットが設定された初期位置から最初の経路点に移動します。 |
カメラがEye to Hand方式で取り付けられている場合、この設定は推奨しません。 |
1 |
ロボットの現在の関節角度 |
ロボットの現在のフランジ位置姿勢 |
ロボットの現在の関節角度とフランジ位置姿勢をMech-Vizに送信する必要があります。Mech-Vizでの仮想ロボットは受信された関節角度から最初の経路点に移動します。 |
カメラがEye in Hand方式で取り付けられている場合、この設定は推奨します。 |
2 |
ロボット側でカスタマイズされた関節角度 |
0, 0, 0, 0, 0, 0 |
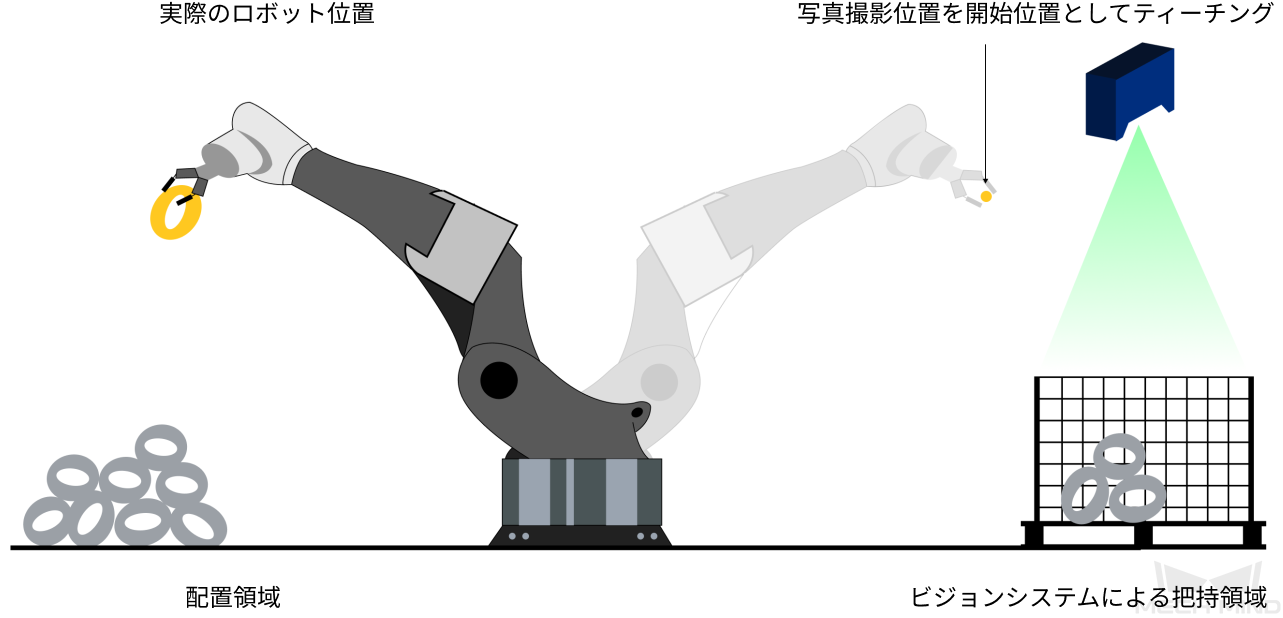
ロボットのティーチポイント(現在の関節角度ではない)をMech-Vizに送信する必要があります。これは、ロボットが画像撮影領域の外にいるとき(下図に示す)、Mech-Vizプロジェクトが次回の経路を事前に計画することをトリガーするために使用されます。Mech-Vizでの仮想ロボットは受信されたティーチポイントから最初の経路点に移動します。 |
カメラがEye to Hand方式で取り付けられている場合、この設定は推奨します。 |
| ロボットの関節角度およびフランジ位置姿勢データは浮動小数点数であるため、ユーザーは浮動小数点数に10000を掛けて32ビットの符号付き整数に変換し、その値をROBOT_POSE_TCPまたはROBOT_POSE_TCPに格納する必要があります。 |
カメラがEye to Hand方式で取り付けられている場合は、ロボット位置姿勢のタイプ を2に設定することを推奨する理由は何ですか?
下図に示すように、ロボットは配置領域で動作しています。
この場合、ロボットの位置姿勢タイプ を 1 に設定すると、ロボットの現在の位置姿勢がMech-Vizに送信され、ロボット実機は最初の経路点に移動する前に他の位置に移動する可能性があります。仮想ロボットは現在の位置からMech-Vizプロジェクトの最初の経路点に移動し、移動中に衝突が検出されたため警告が表示される可能性があります。
この場合、ロボットの位置姿勢タイプ を 2 に設定すると、ロボット側で設定されたティーチポイントがMech-Vizに送信されます。これにより、配置領域でロボット実機はMech-Vizをトリガーして次回の経路を事前に計画し、タクトタイムの向上が可能になります。
これが、カメラがEye to Hand方式で取り付けられている場合、ロボットの位置姿勢タイプ を2に設定することを推奨する理由です。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2103 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
202コマンド—— Mech-Vizプロジェクトを停止
呼び出し順序
このコマンドは、201コマンド——Mech-Vizプロジェクトを実行 コマンドの後に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2104 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
203コマンド——Mech-Vizの分岐ステップの出口を設定
機能
このコマンドは、「メッセージによって異なる分岐を実行」ステップの出口を設定するために使用されます。Mech-Vizプロジェクトが「メッセージによって異なる分岐を実行」ステップまで実行すると、このコマンドによって出口を指定するのを待ちます。

呼び出し順序
このコマンドは、201コマンド——Mech-Vizプロジェクトを実行 コマンドの後に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード203 |
VIZ_TASK_NAME |
UINT8 |
1個のUINT8 |
「メッセージによって異なる分岐を実行」のステップ番号 |
VIZ_TASK_VALUE |
UINT8 |
1個のUINT8 |
「メッセージによって異なる分岐を実行」ステップの出口番号 |
VIZ_TASK_NAME
このパラメータは、「メッセージによって異なる分岐を実行」ステップ番号を指定するために使用されます。正の整数である必要があります。ステップ番号はステップパラメータで取得できます。例えば、上図のステップ番号は1です。
VIZ_TASK_VALUE
「メッセージによって異なる分岐を実行」ステップの出口番号を指定します。その値は正整数です。このパラメータをNに設定すると、Mech-Vizプロジェクトは「メッセージによって異なる分岐を実行」ステップのN-1番号に沿って実行を継続します。 VIZ_TASK_NAMEを2に、VIZ_TASK_VALUEを1に設定するを例にします。その場合、PLCからビジョンシステムにこのコマンドを送信した後、Mech-Vizプロジェクトがステップ2まで実行した際、出口0を経由して実行を継続します。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2105 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
204コマンド——Mech-Vizの現在のインデックスを設定
機能
このコマンドは、インデックス付きのステップの現在のインデックス値を設定するために使用されます。インデックス付きのステップとは、「グリッドによる移動」「リストによる移動」「事前計画パレットパターン」「カスタマイズのパレットパターン」などの「インデックス」パラメータを含むステップのことです。

呼び出し順序
通常、インデックス付きのステップの前に「メッセージによって異なる分岐を実行」ステップがあるため、ロボットはまず 201コマンド——Mech-Vizプロジェクトを実行 コマンドを呼び出し、次に 204コマンド——Mech-Vizの現在のインデックスを設定 コマンドを呼び出し、最後に 203コマンド——Mech-Vizの分岐ステップの出口を設定 コマンドを呼び出します。これにより、Mech-Vizは現在のインデックス値を設定するための十分な時間が確保されます。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード204 |
VIZ_TASK_NAME |
UINT8 |
1個のUINT8 |
インデックス付きステップのステップ番号 |
VIZ_TASK_VALUE |
UINT8 |
1個のUINT8 |
インデックス付きステップの現在のインデックス値 |
VIZ_TASK_NAME
このパラメータは、インデックス付きステップのステップ番号を指定するために使用されます。正の整数である必要があります。ステップ番号はステップパラメータで取得できます。例えば、上図のステップ番号は3です。
VIZ_TASK_VALUE
このパラメータは、インデックス付きステップの現在のインデックス値を指定するために使用されます。正の整数である必要があります。このパラメータ値がNに設定されている場合、対応するステップの現在のインデックス値はN-1となります。例えば、VIZ_TASK_NAMEを2に、VIZ_TASK_VALUE を1に設定した場合、PLCがビジョンシステムにこのコマンドを送信した後、ステップ番号が2のステップの現在のインデックス値は0になります。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2106 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
205コマンド——Mech-Vizから計画された経路を取得
機能
このコマンドは、Mech-Vizプロジェクトによって計画された動作経路(一連の経路点)を取得するために使用されます。
|
経路点:ロボットが計画された経路に沿って1つずつ到達する必要のあるポイントで、1つの経路点にはロボットの位置姿勢、ラベル、移動方式などが含まれます。経路点は次の2つに分けられます。
|
呼び出し順序
このコマンドは、201コマンド——Mech-Vizプロジェクトを実行 コマンドの後に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード205 |
REQ_POSE_TYPE |
UINT8 |
1個のUINT8 |
経路点の位置姿勢タイプ |
REQ_POSE_TYPE
このパラメータは、取得する経路点の位置姿勢タイプを指定するために使用されます。
-
1:ロボットの関節角度(JPs)。
-
2:ロボットのツール位置姿勢。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
SEND_POSE_NUM |
UINT8 |
1個のUINT8 |
経路点の数 |
SEND_POSE_TYPE |
UINT8 |
1個のUINT8 |
経路点の位置姿勢タイプ |
VISUAL_PT_INDEX |
UINT8 |
1個のUINT8 |
経路全体における「ビジョン処理による移動」の位置 |
TARGET_POSE |
SINT32 |
6個のSINT32 |
単一経路点の位置姿勢 |
TARGET_LABEL |
SINT32 |
1個のSINT32 |
単一経路点のラベル |
TARGET_TOOL_ID |
SINT32 |
1個のSINT32 |
単一経路点のロボットハンド番号 |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2100 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
SEND_POSE_NUM
このパラメータは、取得された経路点の数を示します。
SEND_POSE_TYPE
このパラメータは、経路点の位置姿勢タイプを示します。値は REQ_POSE_TYPE パラメータと同じです。
-
1:ロボットの関節角度(JPs)。
-
2:ロボットのツール位置姿勢。
VISUAL_PT_INDEX
このパラメータは、経路全体におけるMech-Vizプロジェクトの「ビジョン処理による移動」ステップに対応する経路点(「ビジョン処理による移動」の経路点)の位置を示します。経路全体に「ビジョン処理による移動」の経路点がない場合、このパラメータは0となります。
例えば、計画された経路が「移動_1」、「移動_2」、「ビジョン処理による移動」、「移動_3」で構成されている場合、「ビジョン処理による移動」の位置番号は3になります。
| 経路全体を受信するにはこのコマンドを複数回送信する必要がある場合、このパラメータは、コマンドが実行された後の最初の返された結果では計画された経路全体における「ビジョン処理による移動」の経路点の位置を示し、その後の返された結果では残りの経路点における「ビジョン処理による移動」の経路点の位置を示します。 |
TARGET_POSE
このパラメータは、取得された計画経路に含まれる単一経路点の位置姿勢を表します。位置姿勢タイプは、ロボットツール位置姿勢または関節角度です。位置姿勢タイプは、このコマンド送信時に設定された REQ_POSE_TYPE パラメータによって決定されます。
| ユーザーはTARGET_POSEに含まれる各データを10000で除算する必要があります。これにより実際の位置姿勢値が得られます。 |
TARGET_LABEL
このパラメータは、取得された計画経路に含まれる単一経路点のラベルを表します。このラベルは、位置姿勢と一対一で対応します。
|
TARGET_TOOL_ID
このパラメータは、取得された計画経路に含まれる単一経路点に対応するロボットハンド番号(Mech-Vizプロジェクトで設定されたロボットハンド番号)を表します。このロボットハンド番号は、位置姿勢と一対一で対応します。
206コマンド——Mech-Vizから吸盤のDO信号リストを取得
コマンド機能
このコマンドは、Mech-Vizプロジェクトによって計画された複数パーティション吸盤の制御信号を取得するために使用されます。このコマンドを使用する前に、Mech-Vizソフトウェアで以下の設定を行う必要があります。
-
Mech-Vizソフトウェアで、「ビジョン処理による移動」ステップの 把持方法 を 箱のデパレタイジング に設定します。

-
Mech-Vizでは、ロボットハンド名をダブルクリックし、ロボットハンドの種類 を デパレタイズ用吸盤 に選択します。デパレタイズ用吸盤設定 をクリックし、実際の状況に応じてDO信号を設定します。

呼び出し順序
205コマンド——Mech-Vizから計画された経路を取得 コマンドの後にこのコマンドを呼び出す必要があります。すなわち、PLCはまず計画された経路を取得し、その後に「ビジョン処理による移動」の経路点に対応する吸盤DO信号を取得する必要があります。
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
DO_LIST |
BITS8 |
8個のBITS8 |
ビジョンシステムから返される64のDO信号 |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 2102 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
DO_LIST
このパラメータは、ビジョンシステムから返される64のDO信号を示します。DO_LISTは8つの(0~7)バイトで構成され、各バイトは8ビット(0~7)で構成されます。したがって、DO_LISTの0~63ビットはそれぞれ0~63個のDO信号に対応します。例えば、DO_LISTの第0ビットはDO 0信号を表し、そのビットの値がTrueの場合、そのDO信号が有効であることを示し、Falseの場合は無効であることを示します。
501コマンド——Mech-Visionプロジェクトに対象物の寸法を送信
コマンド機能
このコマンドは、対象物の寸法をMech-Visionプロジェクトに送信するために使用されます。下図に示すように、送信される対象物の寸法は、「対象物の寸法を読み込む」ステップの 箱の寸法設定 パラメータ値となります。
| このコマンドを使用する場合、Mech-Visionプロジェクト内には「対象物の寸法を読み込む」ステップを 1つだけ 含める必要があります。複数存在すると、ビジョンシステムがエラーを返します。 |

呼び出し順序
このコマンドは、101コマンド——Mech-Visionプロジェクトを実行 コマンドの前に呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
入力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
COMMAND |
SINT32 |
1個のSINT32 |
コマンドコード501 |
VISION_PROJ_NUM |
UINT8 |
1個のUINT8 |
Mech-Visionプロジェクト番号 |
EXT_INPUT_DATA |
SINT32 |
10個のSINT32 |
Mech-Vision プロジェクトへ送信する対象物の寸法 |
VISION_PROJ_NUM
Mech-Visionのプロジェクト番号は、Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を示します。
EXT_INPUT_DATA
このパラメータは、Mech-Visionプロジェクトに送信される対象物寸法(ミリメートル単位)を表します。寸法値は、「対象物の寸法を読み込む」ステップで読み込まれ、X軸における長さ、Y軸にける長さ、Z軸における長さ に記入されます。
| ユーザーは対象物の寸法データに10000を掛けて32ビット符号付き整数に変換し、その後でEXT_INPUT_DATA[0-2]に格納する必要があります。 |
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 1108 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。
601コマンド——「通知」ステップのメッセージを取得
コマンド機能
Mech-VisionプロジェクトまたはMech-Vizプロジェクトが「通知」ステップまで実行すると、ビジョンシステムは「通知」ステップで事前設定されたメッセージを返します。
このコマンドを使用する前に、「通知」ステップで以下の設定を行う必要があります。
-
Mech-Visionプロジェクト内の「通知」ステップ
-
「通知」ステップを他のステップの右側につなぎます(ここでは、「出力」ステップを例とします)。

-
「出力」ステップのパラメータで 出力がある場合に制御フローをトリガー にチェックを入れます。

-
「通知」ステップのパラメータで、サービス名に Standard Interface Notify(変更不可) を入力し、メッセージに 1001 (実際の状況に応じて変更可能で、正の整数の入力が必要)を入力します。

-
-
Mech-Vizプロジェクトの「通知」ステップ
-
「通知」ステップをワークフローの適切な場所に配置し、その他のステップをつなぎます。

-
「通知」ステップのパラメータで、「受信者」を 標準インターフェース に選択し、メッセージに 1000(実際の状況に応じて変更可能で、正の整数の入力が必要)を入力します。

-
呼び出し順序
このコマンドは、101コマンド——Mech-Visionプロジェクトを実行 または 201コマンド——Mech-Vizプロジェクトを実行 コマンドの直後に必ず呼び出す必要があります。
すべてのコマンドの呼び出し順序については、標準インターフェースコマンドの呼び出し順序 をご参照ください。
901コマンド——ソフトウェアの起動状態を取得
出力パラメータ
| 名称 | データタイプ | データサイズ | 説明 |
|---|---|---|---|
STATUS_CODE |
SINT32 |
1個のSINT32 |
ステータスコード |
STATUS_CODE
このコマンドが正常に実行された場合、ステータスコードは 1101 となります。 コマンド実行中にエラーが発生した場合、対応するエラーコードが返されます。詳細は 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。