MC Commands
Command Overview
Command 101: Trigger Mech-Vision Project
Description
This command triggers the Mech-Vision project to run. When the Mech-Vision project is running, the vision system triggers the camera to capture images and then process the returned images with algorithms to produce a series of vision points or waypoints.
|
Calling Sequence
-
You should set Step Parameters before starting a Mech-Vision project. Therefore, call Command 103: Switch Mech-Vision Parameter Recipe or Command 501: Input Object Dimensions to Mech-Vision Project before calling Command 101: Trigger Mech-Vision Project.
-
Vision system gets vision points and waypoints only when a Mech-Vision project is running. Therefore, call Command 101: Trigger Mech-Vision Project BEFORE calling Command 102: Get Vision Result or Command 105: Get Planned Path from Mech-Vision.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 101 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Pose_Number |
Word[Signed] |
3 |
Expected number of vision points or waypoints |
Pose_Type |
Word[Signed] |
2 |
Robot pose type |
Joint_Position/TCP_Pose |
Float[Single Precision][6] |
6-17/18-29 |
Robot pose: Joint_Position for joint position data, TCP_Pose for flange pose data |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Pose_Number
This parameter specifies the number of vision points or waypoints expected to be returned by the Mech-Vision project.
| If the Mech-Vision project has a Path Planning Step, this parameter indicates the expected number of waypoints. Otherwise, it indicates the expected number of vision points. |
-
0: Obtain all vision points or waypoints from the Mech-Vision project.
-
A positive integer: Obtain the specific number of vision points or waypoints from the Mech-Vision project.
-
If the total amount of vision points or waypoints output by the Mech-Vision project is smaller than the parameter value, this command will obtain the number of all vision points or waypoints.
-
If the total amount of vision points or waypoints output by the Mech-Vision project is larger than or equal to the parameter value, this command will obtain the number of vision points or waypoints as specified by this parameter.
-
|
Pose_Type , Joint_Position/TCP_Pose
-
Pose_Type specifies the type of the pose of the real robot to be input to the Mech-Vision project. The value range is 0 to 3.
-
Joint_Position/TCP_Pose depends on the Pose_Type.
The following table explains the relationship between the two parameters.
| Pose_Type | Joint_Position/TCP_Pose | Description | Applicable scenario |
|---|---|---|---|
0 |
[0,0,0,0,0,0]+[0,0,0,0,0,0] |
The command does not send the robot pose to the Mech-Vision project. If the Path Planning Step is used in the Mech-Vision project, the start point of the planned path will be the Home point set in the path planning tool. |
This setting should be used if the camera is mounted in eye to hand mode and the project does not require images to be captured beforehand. |
1 |
Current joint positions and flange pose of the robot |
The robot joint positions and flange pose must be input to the Mech-Vision project. |
This setting should be used when the camera is mounted in eye in hand mode. This setting is recommended for most scenarios except those involving gantry robots. |
2 |
Current flange pose of the robot |
The robot flange pose must be input to the Mech-Vision project. |
This setting is recommended for scenarios involving gantry robots. |
3 |
Custom joint positions of the robot |
This command sends custom joint positions to the Mech-Vision project. These joint positions will be sent to the Path Planning Step in the Mech-Vision project as the start point, where the robot will move from this start point to the first waypoint of the planned path. |
This setting should be used if the camera is mounted in eye to hand mode and the project requires images to be captured beforehand. |
| Robot joint positions and flange poses are floating-point numbers. |
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 1102 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 102: Get Vision Result
Description
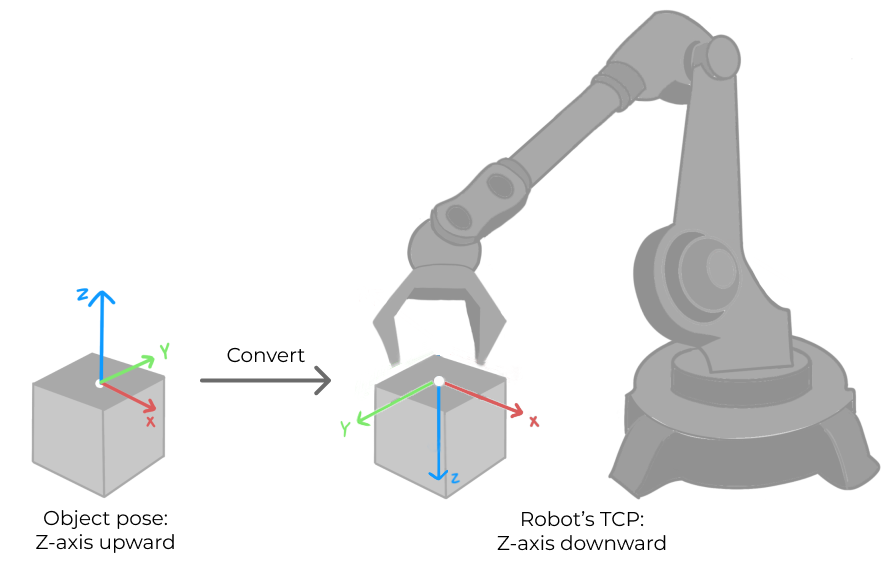
This command obtains vision result, namely, a series of vision points, from Mech-Vision. The object pose of the vision point (namely, the output of the poses port of the Output Step) will be automatically converted to the robot’s TCP by the vision system. The process is as follows.

-
Convert the object pose from the form of quaternions to Euler angles.
-
Rotate the object’s pose around the X-axis by 180° to orient its Z-axis downward.
Calling Sequence
This command should be called after Command 101: Trigger Mech-Vision Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 102 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_of_Pose_Sent |
Word[Signed] |
101 |
Status of transmitting vision points |
Number_of_Pose_Sent |
Word[Signed] |
102 |
Number of vision points |
Target_Pose |
Float[Single Precision][240] |
104 |
Poses of all vision points obtained this time |
Target_Label |
Word[Signed][40] |
584 |
Labels of all vision points obtained this time |
Status_Code
Status code 1100 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Status_of_Pose_Sent
This parameter specifies whether all vision points are obtained. The value is 0 or 1.
-
0: Not all vision points are obtained.
-
1: All vision points are obtained.
Number_of_Pose_Sent
This parameter indicates the number of obtained vision points. By default, the vision system sends no more than 20 vision points at a time. Therefore, the maximum default value of this parameter is 20.
Target_Pose
This parameter indicates the poses of all vision points obtained, with the pose type being TCP.
The vision system automatically converts the object poses of vision points (i.e., data from the "poses" port of the "Output" step) into the corresponding TCPs.
-
Convert the object pose from the form of quaternions to Euler angles.
-
Rotate the object’s pose around the X-axis by 180° to orient its Z-axis downward.
Target_Label
This parameter indicates the labels of all vision points obtained this time.
|
Command 103: Switch Mech-Vision Parameter Recipe
Description
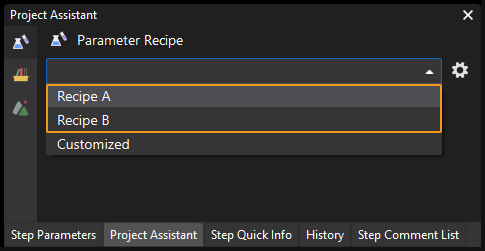
This command triggers Mech-Vision to switch the parameter recipe used by the project. The image below shows how to manually switch the parameter recipe for a Mech-Vision project. For details about parameter recipes, see the parameter recipe guide.
Calling Sequence
This command should be called BEFORE Command 101: Trigger Mech-Vision Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 103 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Recipe_Num |
Word[Signed] |
5 |
Parameter recipe ID |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Recipe_Num
The ID of the parameter recipe in the Mech-Vision project. The ID is a positive integer, from 1 to 99. For details on how to check the parameter recipe ID, see View the Parameter Recipe ID.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 1107 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 105: Get Planned Path from Mech-Vision
Description
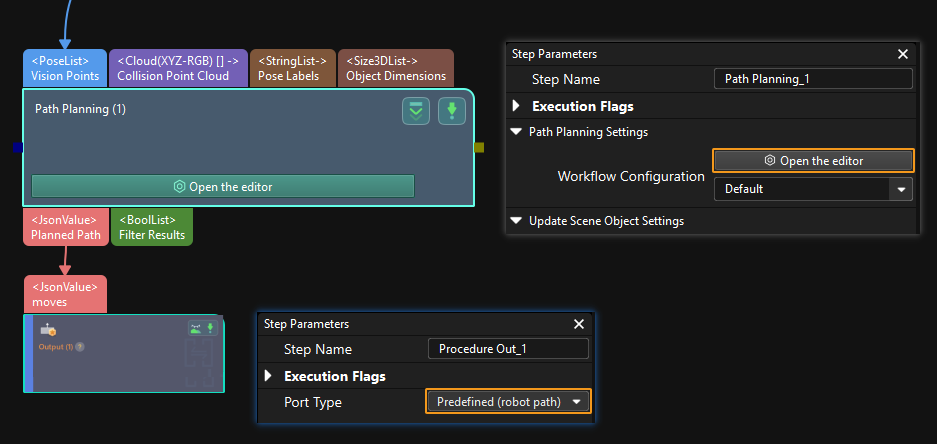
This command obtains the path planned by the Mech-Vision project as a series of waypoints. The path is planned by the path planning tool, which you may enter by clicking Config wizard as shown in the image below. For details about Path Planning Step, see Path Planning.
| Set the Port Type parameter of the “Output” Step in Mech-Vision to “Predefined (robot path)”. |
Calling Sequence
This command should be called after Command 101: Trigger Mech-Vision Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 105 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Pose_Type |
Word[Signed] |
2 |
Waypoint pose type |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Pose_Type
This parameter specifies the type of waypoint poses to be obtained.
-
1: Robot’s Joint positions (JPs)
-
2: Tool pose of the robot
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_of_Pose_Sent |
Word[Signed] |
101 |
Status of transmitting waypoints |
Number_of_Pose_Sent |
Word[Signed] |
102 |
Number of waypoints |
Index_of_Vision_Picking_Point |
Word[Signed] |
103 |
Position of “Vision Move” in the planned path |
Target_Pose |
Float[Single Precision][240] |
104 |
Poses of all waypoints obtained this time |
Target_Label |
Word[Signed][40] |
584 |
Labels of all waypoints obtained this time |
Target_Tool_ID |
Word[Signed][40] |
624 |
Tool IDs of all waypoints obtained this time |
Status_Code
Status code 1103 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Status_of_Pose_Sent
This parameter specifies whether all waypoints are obtained. The value is 0 or 1.
-
0: Not all waypoints are obtained.
-
1: All waypoints are obtained.
Number_of_Pose_Sent
This parameter indicates the number of obtained waypoints. By default, the vision system sends no more than 20 waypoints at a time. Therefore, the maximum default value of this parameter is 20.
Index_of_Vision_Picking_Point
This parameter indicates the position of the Vision Move waypoint corresponding to the “Vision Move” Step of the path planning tool in the entire path. If the path does not contain a “Vision Move” waypoint, the value of this parameter is 0.
If the planned path consists of waypoints “Fixed-Point Move_1, Fixed-Point Move_2, Vision Move, Fixed-Point Move_3” in sequence, the position of the Vision Move waypoint is 3.
| In the scenario where the robot needs to send this command multiple times to receive the entire path, this parameter has slightly different interpretations in the responses. In the first response, it indicates the position of the Vision Move waypoint in the entire path, while in subsequent responses, this parameter indicates the position of the Vision Move waypoint among the remaining waypoints. |
Target_Pose
This parameter indicates the poses of all waypoints obtained this time. The pose type can be TCP or JPs. The pose type is decided by the Pose_Type parameter in the command sent by the robot.
Target_Label
This parameter indicates the labels of all waypoints obtained this time. Labels and poses are one-to-one paired.
|
Target_Tool_ID
This parameter indicates the tool IDs of all waypoints obtained this time. Tool IDs are set in the path planning tool. The tool IDs and poses are one-to-one paired.
Command 106: Get Gripper DO List from Mech-Vision
Description
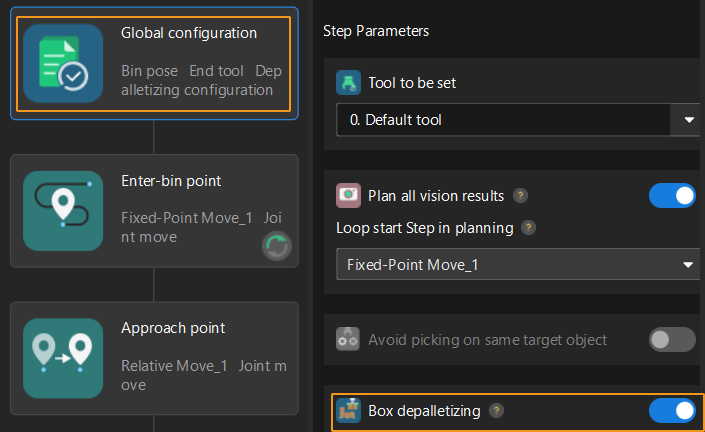
This command obtains the gripper DO list planned by Mech-Vision. Before using this command, you must perform the following configurations in Mech-Vision.
-
In the Path Planning Step, click Config wizard. In Global configuration, enable Box depalletizing.
-
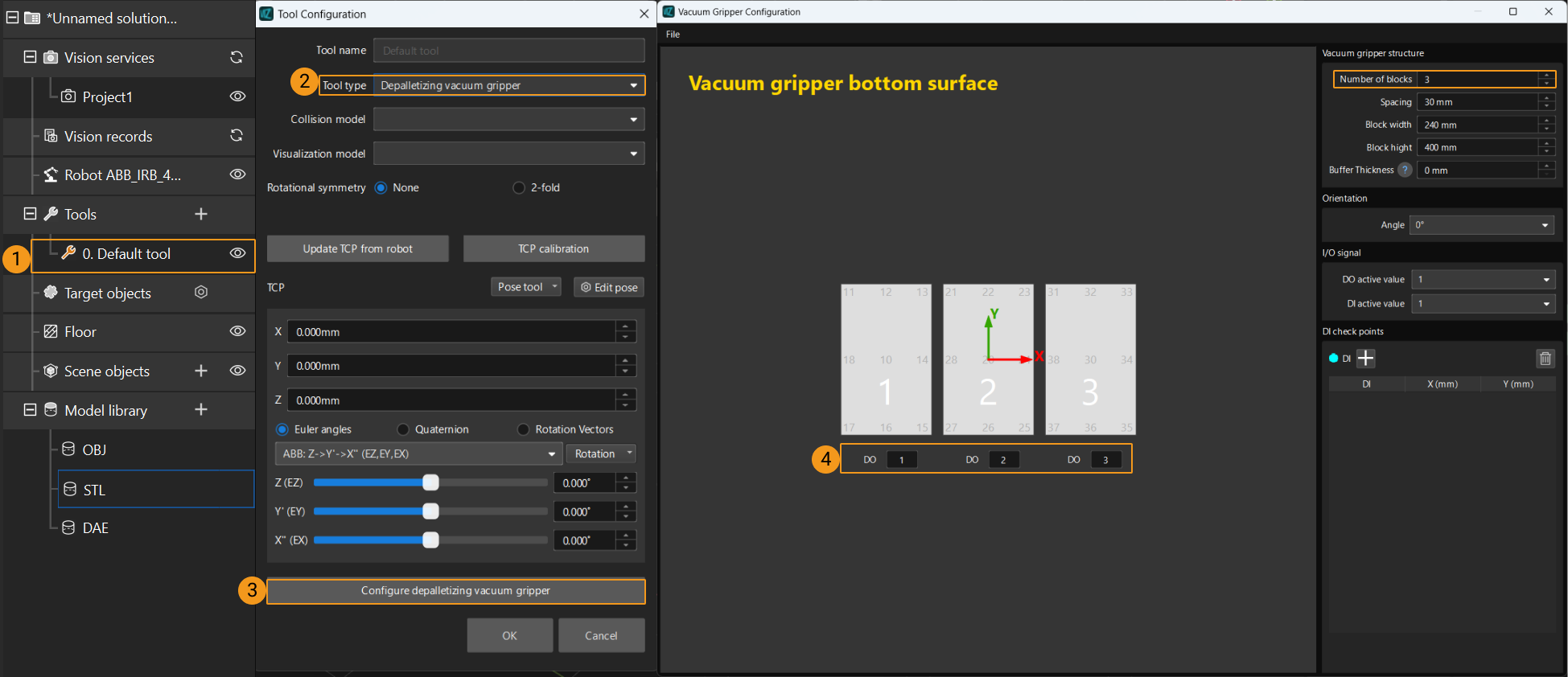
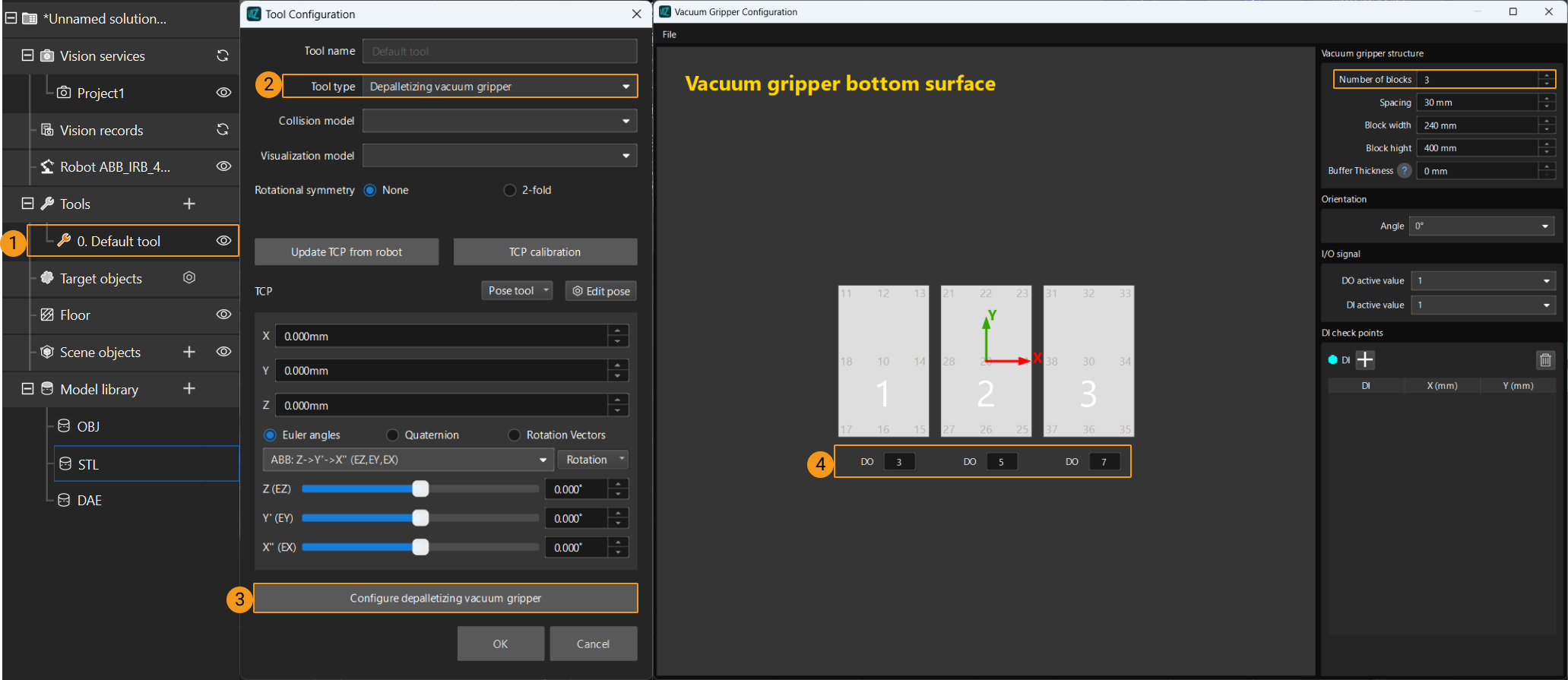
In the Path Planning Step, click Config wizard, and then double-click the name of the robot tool. In the pop-up window, select Depalletizing vacuum gripper for Tool type, click Configure depalletizing vacuum gripper, and then configure DO signals according to needs.
Calling Sequence
This command must be called AFTER Command 105: Get Planned Path from Mech-Vision. This means that the PLC must obtain the planned path and then obtain gripper DO signals of the Vision Move waypoint.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 106 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Depalletize_Tool_Section_Count |
Word[Signed] |
53 |
Number of vacuum gripper sections |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Depalletize_Tool_Section_Count
This parameter indicates the number of vacuum gripper sections. For example, the number of gripper sections in the above image is 3.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Digital_Output |
Word[Signed][64] |
664 |
64 DO signals returned by the vision system |
Status_Code
Status code 1106 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Digital_Output
This parameter indicates the 64 DO signals returned by the vision system. The DO signals returned by this command vary based on the deployed project.
-
Under Global Configuration of the path planning tool, if Plan all vision results is disabled, this command returns 64 gripper DO signals that are planned in this round. Valid DO signals are non-negative integers ranging from 0 to 999. Invalid DO signals are -1, which serves as a placeholder.
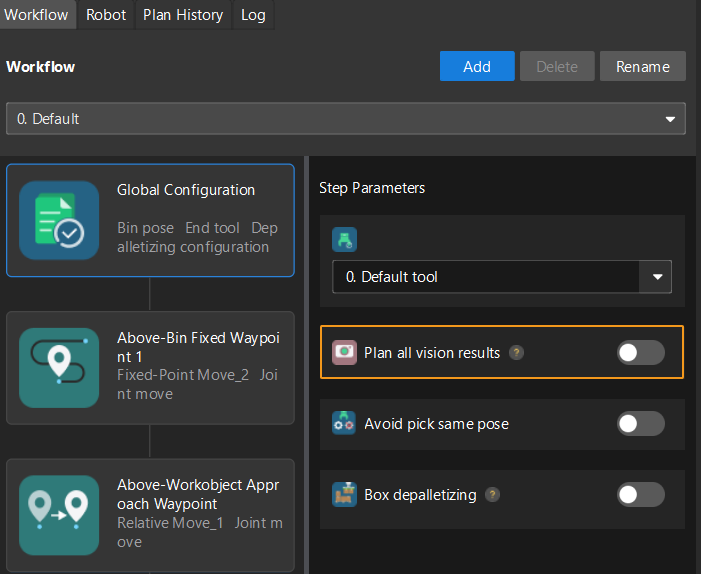
For example, valid DO signals in the table below are 1, 3, 5, and 6, which means that the robot will set the values of these DO signals to ON.
1st
2nd
3rd
4th
5th
6th
7th
8th
…
63rd
64th
1
3
5
6
−1
−1
−1
−1
…
−1
−1
-
Under Global Configuration of the path planning tool, if Plan all vision results is enabled, Mech-Vision can perform multiple rounds of planning based on the same vision result. The 64 gripper DO signals returned by this command are obtained during all rounds of planning. In this case, you can use the number of vacuum gripper sections to differentiate the gripper DO signals obtained during each round of planning.
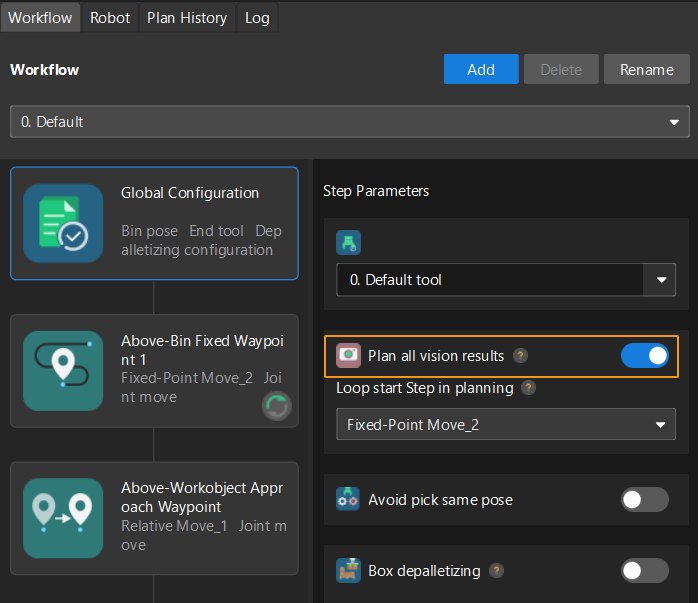
For example, if the number of vacuum gripper sections is 4 and the command returns 64 DO signals in total, each 4 DO signals are multi-section vacuum gripper signals obtained during each round of planning.
First round of planning
Second round of planning
…
16th round of planning
1st
2nd
3rd
4th
5th
6th
7th
8th
…
61st
62nd
63rd
64th
1
3
4
−1
1
4
−1
−1
…
−1
−1
−1
−1
Command 110: Get Custom Data from Mech-Vision
Description
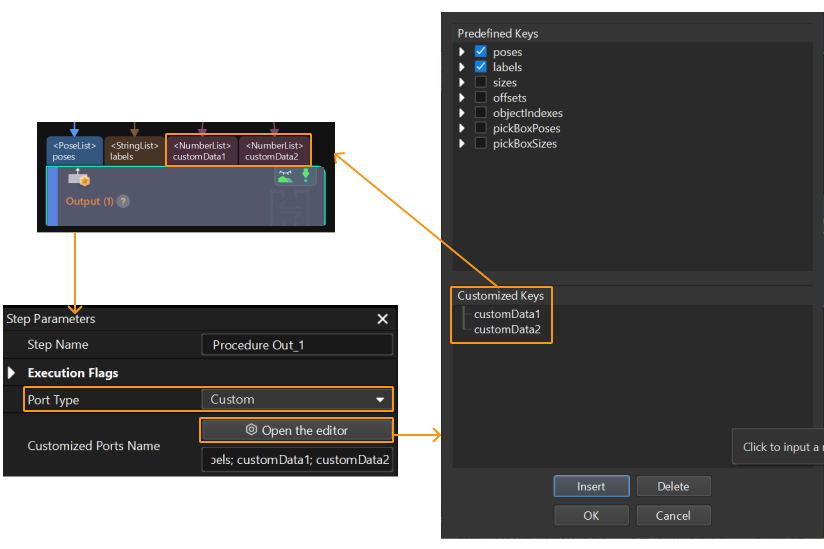
This command obtains data from the custom port(s) of the “Output” Step in Mech-Vision. Select the Output Step and click Open the editor to enter the settings window of custom ports. The Customized Keys panel displays custom port names, such as customeData1 and customeData2 in the image below.
|
Calling Sequence
This command should be called after Command 101: Trigger Mech-Vision Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 110 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_of_Pose_Sent |
Word[Signed] |
101 |
Status of transmitting vision points |
Number_of_Pose_Sent |
Word[Signed] |
102 |
Number of vision points |
Target_Pose |
Float[Single Precision][240] |
104 |
Poses of all vision points obtained this time |
Target_Label |
Word[Signed][40] |
584 |
Labels of all vision points obtained this time |
Custom_Vision_Output |
Float[Single Precision][400] |
728 |
Custom data of all vision points obtained this time |
Status_Code
Status code 1100 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Status_of_Pose_Sent
This parameter specifies whether all vision points are obtained. The value is 0 or 1.
-
0: Not all vision points are obtained.
-
1: All vision points are obtained.
Number_of_Pose_Sent
This parameter indicates the number of obtained vision points. By default, the vision system sends no more than 20 vision points at a time. Therefore, the maximum default value of this parameter is 20.
Target_Pose
This parameter indicates the poses of all vision points obtained, with the pose type being TCP.
The vision system automatically converts the object poses of vision points (i.e., data from the "poses" port of the "Output" step) into the corresponding TCPs.
-
Convert the object pose from the form of quaternions to Euler angles.
-
Rotate the object’s pose around the X-axis by 180° to orient its Z-axis downward.
Target_Label
This parameter indicates the labels of all vision points obtained this time.
|
Custom_Vision_Output
Custom data of all vision points obtained this time. For example, data output from ports of the “Output” Step is presented in the following table. The elements in custom data of the first vision point are [0, 0, 1] and [0, 0]; and the elements in custom data of the second vision point are [1, 0, 0] and [1, 1].
Port name |
poses |
labels |
customData1 |
customData2 |
Output port data |
[ [0, 0, 0, 1, 0, 0, 0], [0, 0, 0, 1, 0, 0, 0] ] |
[ "0", "1" ] |
[ [0, 0, 1], [1, 0, 0] ] |
[ [0, 0], [1, 1] ] |
First vision point |
[0, 0, 0, 1, 0, 0, 0] |
0 |
[0, 0, 1] |
[0, 0] |
Second vision point |
[0, 0, 0, 1, 0, 0, 0] |
1 |
[1, 0, 0] |
[1, 1] |
| The custom output data is arranged in alphabetical order of the names of custom ports. |
Command 201: Trigger Mech-Viz Project
Description
This command starts the Mech-Viz project to run. Mech-Viz plans the robot’s motion path based on the vision result output by Mech-Vision.
| Right-click the project name in the “Resources” panel in Mech-Viz and select Autoload Project. |
Calling Sequence
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 201 |
Pose_Type |
Word[Signed] |
2 |
Robot pose type |
Joint_Position/TCP_Pose |
Float[Single Precision][6] |
6-17/18-29 |
Robot pose: Joint_Position for joint position data, TCP_Pose for flange pose data |
Pose_Type , Joint_Position/TCP_Pose
-
Pose_Type specifies the type of the pose of the real robot to be input to the Mech-Viz project. The value range is 0 to 2.
-
Joint_Position/TCP_Pose depends on the Pose_Type.
The following table explains the relationship between the two parameters.
| Pose_Type | Joint_Position/TCP_Pose | Description | Applicable scenario |
|---|---|---|---|
0 |
[0,0,0,0,0,0]+[0,0,0,0,0,0] |
The robot pose does not need to be sent to Mech-Viz. The simulated robot in Mech-Viz will move from the set home position to the first waypoint. |
The project is in the eye-to-hand setup. This setting is not recommended. |
1 |
Current joint positions and flange pose of the robot |
Robot joint positions and flange pose must be input to Mech-Viz. The simulated robot in Mech-Viz moves from the input joint positions to the first waypoint. |
This setting is recommended for projects in the eye-in-hand setup. |
2 |
Specific joint positions of the robot |
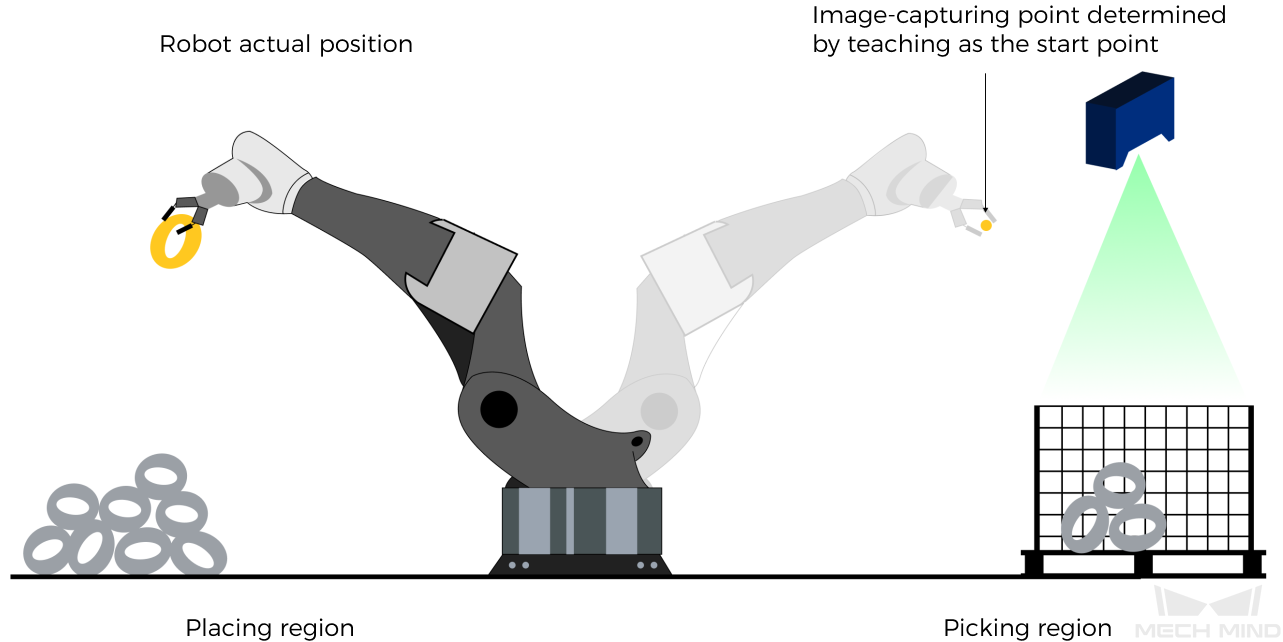
The robot joint positions of a point determined by teaching must be input to Mech-Viz. The input joint positions are used to trigger Mech-Viz to plan the next path in advance while the robot is not in the camera capture region, as shown below. The simulated robot in Mech-Viz moves from the input joint positions to the first waypoint. |
This setting is recommended for projects in the eye-to-hand setup. |
| Robot joint positions and flange poses are floating-point numbers. |
Why robot pose type 2 is recommended when the camera is mounted in eye to hand mode?
In eye to hand mode, the camera can perform image capturing for the next round of path planning before the robot returns to the image capture region and picking region, thus shortening the cycle time. The image below demonstrates how a robot works in the placing region.
If robot pose type is set to 1, the robot will send the current pose to Mech-Viz. It is possible that the real robot moves to other positions before reaching the first waypoint. However, the simulated robot moves directly to the first waypoint of the Mech-Viz project from the pose sent by the robot. Consequently, there may be a mismatch between the paths of the real robot and simulated robot. This mismatch can potentially lead to unpredicted safety hazards, especially if a collision is detected in the path of the simulated robot.
On the other hand, if robot pose type is set to 2, the robot will send the image-capturing pose set by teaching to Mech-Viz. Thus, the real robot can trigger the next round of path planning in Mech-Viz when the real robot is in the image-capturing region and the cycle time can be shortened.
In conclusion, robot pose type should be set to 2 for projects in eye to hand mode.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 2103 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 202: Stop Mech-Viz Project
Calling Sequence
This command should be called after Command 201: Trigger Mech-Viz Project.
For details, see Calling Sequence of Standard Interface Commands.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 2104 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 203: Set Exit Port for Branch by Msg in Mech-Viz
Description
This command sets the exit port for the Branch by Msg Step. When the next Step is a Branch by Msg Step, the Mech-Viz project will wait for this command to specify the exit port.

Calling Sequence
This command should be called after Command 201: Trigger Mech-Viz Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 203 |
Branch_Name |
Word[Signed] |
30 |
Branch by Msg Step ID |
Branch_Exit_Port |
Word[Signed] |
31 |
Number of the exit port of the Branch by Msg Step |
Branch_Name
This parameter specifies the Step ID of the “Branch by Msg” Step. The value is a positive integer. The Step ID is displayed in the Step parameter panel. For example, the Step ID of the Step in the image above is 1.
Branch_Exit_Port
This parameter specifies the exit port of the “Branch by Msg” Step. The value is a positive integer. When the parameter value is set to “N”, the Mech-Viz project exits from the port with an ID of “N-1” of the “Branch by Msg” Step. Assume that you set Branch_Name to 2 and Branch_Exit_Port to 1. When the Mech-Viz project execution reaches the Branch by Msg Step No.2 after the PLC sends this command to the vision system, the project will take exit port 0 of the Branch by Msg Step No.2.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 2105 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 204: Set Current Index for Mech-Viz
Description
This command sets the value of the Current Index parameter of index-type Steps. Index-type Steps are Steps that include the Index section, which include Move by Grid, Move by List, Custom Pallet Pattern, and Predefined Pallet Pattern.

Calling Sequence
Index-type Steps are often preceded by a “Branch by Msg” Step. The robot should call commands in this order: Command 201: Trigger Mech-Viz Project, Command 204: Set Current Index for Mech-Viz, and Command 203: Set Exit Port for Branch by Msg in Mech-Viz. This is to ensure that Mech-Viz has enough time to set the Current Index value.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 204 |
Index_Name |
Word[Signed] |
32 |
Step ID of the index-type Step |
Index_Counter |
Word[Signed] |
33 |
Value of the Current Index parameter of the index-type Step |
Index_Name
This parameter specifies the Step ID of the Index-type Step. The value is a positive integer. The Step ID is displayed in the Step parameter panel. For example, the Step ID of the Step in the image above is 3.
Index_Counter
This parameter specifies the Current Index for an index-type Step. The value is a positive integer. When this parameter value is set to N, the current index of the corresponding Step is N-1. Assume that you set Index_Name to 2 and Index_Counter to 1. After the PLC sends this command to the vision system, the current index value of Step No.2 will be 0.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 2106 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 205: Get Planned Path from Mech-Viz
Description
This command obtains the path planned by the Mech-Viz project as a series of waypoints.
|
Waypoint: Each point that the robot reaches when moving along the planned path. A waypoint has information including the robot pose, label, and motion type. Waypoints can be divided into two categories:
|
Calling Sequence
This command should be called after Command 201: Trigger Mech-Viz Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 205 |
Pose_Type |
Word[Signed] |
2 |
Waypoint pose type |
Pose_Type
This parameter specifies the type of waypoint poses to be obtained.
-
1: Robot’s Joint positions (JPs)
-
2: Tool pose of the robot
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_of_Pose_Sent |
Word[Signed] |
101 |
Status of transmitting waypoints |
Number_of_Pose_Sent |
Word[Signed] |
102 |
Number of waypoints |
Index_of_Vision_Picking_Point |
Word[Signed] |
103 |
Position of “Vision Move” in the planned path |
Target_Pose |
Float[Single Precision][240] |
104 |
Poses of all waypoints obtained this time |
Target_Label |
Word[Signed][40] |
584 |
Labels of all waypoints obtained this time |
Target_Tool_ID |
Word[Signed][40] |
624 |
Tool IDs of all waypoints obtained this time |
Status_Code
Status code 2100 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Status_of_Pose_Sent
This parameter specifies whether all waypoints are obtained. The value is 0 or 1.
-
0: Not all waypoints are obtained.
-
1: All waypoints are obtained.
Number_of_Pose_Sent
This parameter indicates the number of obtained waypoints. By default, the vision system sends no more than 20 waypoints at a time. Therefore, the maximum default value of this parameter is 20.
Index_of_Vision_Picking_Point
This parameter specifies the position of the Vision Move waypoint (i.e., the waypoint corresponding to the “Vision Move” Step in the Mech-Viz project) in the planned path. If the path does not contain a “Vision Move” waypoint, the value of this parameter is 0.
If the planned path consists of waypoints “Fixed-Point Move_1, Fixed-Point Move_2, Vision Move, Fixed-Point Move_3” in sequence, the position of the Vision Move waypoint is 3.
| In the scenario where the robot needs to send this command multiple times to receive the entire path, this parameter has slightly different interpretations in the responses. In the first response, it indicates the position of the Vision Move waypoint in the entire path, while in subsequent responses, this parameter indicates the position of the Vision Move waypoint among the remaining waypoints. |
Target_Pose
This parameter indicates the poses of all waypoints obtained this time. The pose type can be TCP or JPs. The pose type is decided by the Pose_Type parameter in the command sent by the robot.
Target_Label
This parameter indicates the labels of all waypoints obtained this time. Labels and poses are one-to-one paired.
|
Target_Tool_ID
This parameter indicates the tool IDs of all waypoints obtained this time. Tool IDs are set in the path planning tool. The tool IDs and poses are one-to-one paired.
Command 206: Get Gripper DO List from Mech-Viz
Description
This command obtains the gripper DO list planned by Mech-Viz. Before using this command, you must perform the following configurations in Mech-Viz.
-
In the Vision Move Step of Mech-Viz, set Select Picking Method to Box depalletizing.

-
In Mech-Viz, double-click the tool name, select Depalletizing vacuum gripper for Tool type, click Configure depalletizing vacuum gripper, and then configure the DO signals according to needs.
Calling Sequence
This command must be called AFTER Command 205: Get Planned Path from Mech-Viz. This means that the PLC must obtain the planned path and then obtain gripper DO signals of the Vision Move waypoint.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 206 |
Depalletize_Tool_Section_Count |
Word[Signed] |
53 |
Number of vacuum gripper sections |
Depalletize_Tool_Section_Count
This parameter indicates the number of vacuum gripper sections. For example, the number of gripper sections in the above image is 3.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Digital_Output |
Word[Signed][64] |
664 |
64 DO signals returned by the vision system |
Status_Code
Status code 2102 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Digital_Output
This parameter indicates the 64 DO signals returned by the vision system. The DO signals returned by this command vary based on the deployed project.
-
If Reuse Vision Result is not selected for the Vision Move Step, this command returns 64 gripper DO signals that are planned during this round. Valid DO signals are non-negative integers ranging from 0 to 999. Invalid DO signals are -1, which serves as a placeholder.
For example, valid DO signals in the table below are 1, 3, 5, and 6, which means that the robot will set the values of these DO signals to ON.
1st
2nd
3rd
4th
5th
6th
7th
8th
…
63rd
64th
1
3
5
6
−1
−1
−1
−1
…
−1
−1
-
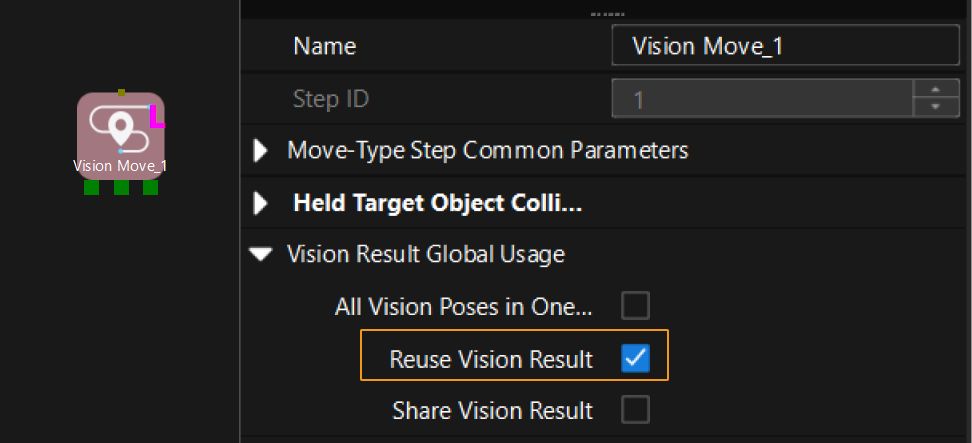
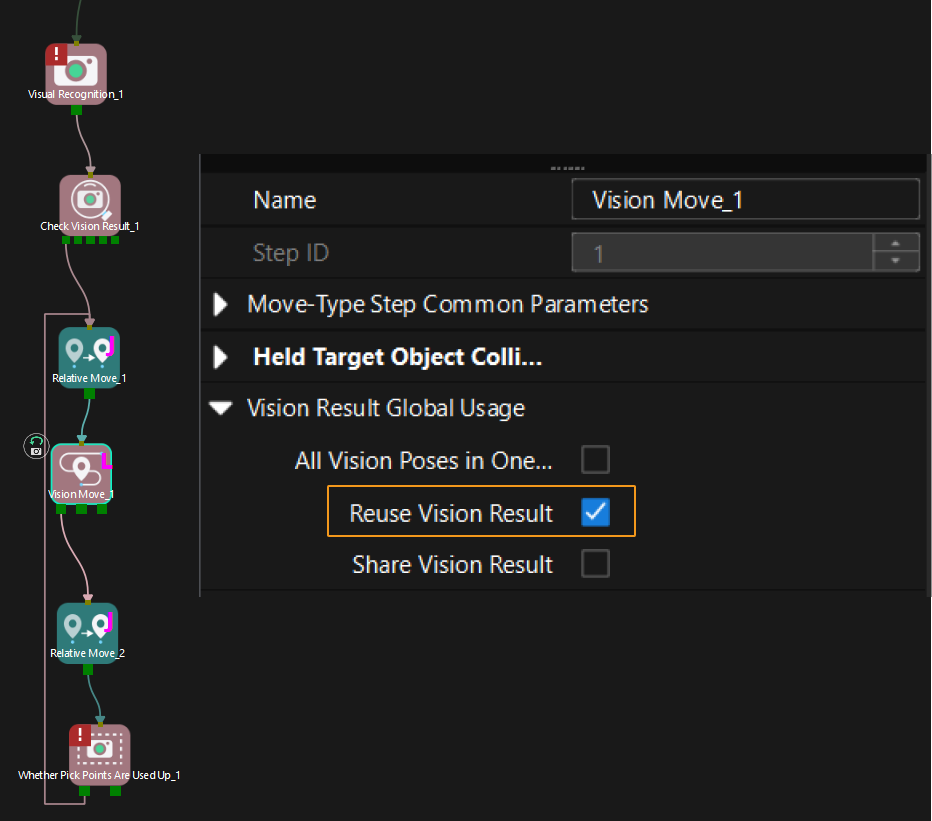
If Reuse Vision Result is selected for the Vision Move Step and the Vision Move Step is used in a loop, Mech-Viz can perform multiple rounds of planning based on the same vision result. The 64 gripper DO signals returned by this command are obtained during all rounds of planning. In this case, you can use the number of vacuum gripper sections to differentiate the gripper DO signals obtained during each round of planning.
For example, if the number of vacuum gripper sections is 4 and the command returns 64 DO signals in total, each 4 DO signals are multi-section vacuum gripper signals obtained during each round of planning.
First round of planning
Second round of planning
…
16th round of planning
1st
2nd
3rd
4th
5th
6th
7th
8th
…
61st
62nd
63rd
64th
1
3
4
−1
1
4
−1
−1
...
−1
−1
−1
−1
Command 501: Input Object Dimensions to Mech-Vision Project
Description
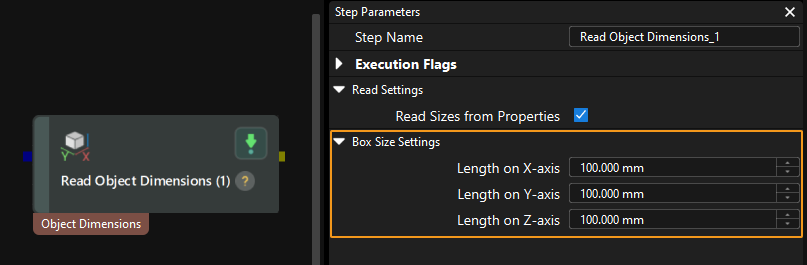
This command dynamically inputs object dimensions into the Mech-Vision project. The object dimensions are the values of the Box Size Settings parameters in the “Read Object Dimensions” Step.
| When you use this command, only one Read Object Dimensions Step is allowed in the Mech-Vision project. Otherwise, the vision system will return an error. |
Calling Sequence
This command should be called BEFORE Command 101: Trigger Mech-Vision Project.
For details, see Calling Sequence of Standard Interface Commands.
Input Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Command |
Word[Signed] |
1 |
Command code is 501 |
Vision_Project_Num |
Word[Signed] |
4 |
Mech-Vision project ID |
Ext_InputBoxDim |
Float[Single Precision][3] |
34 |
Object dimensions (length, width, height) to be input to the Mech-Vision project |
Vision_Project_Num
You can check the ID of a Mech-Vision project in the “Project List” panel. The number before the name of a project is its ID.
Ext_InputBoxDim
This parameter indicates the object dimensions (in mm) to be input to the Mech-Vision project. These values are read by the “Read Object Dimensions” Step and set for the parameters Length on X-axis, Length on Y-axis and Length on Z-axis.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 1108 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.
Command 601: Get Message from Notify Step
Description
When the Mech-Vision project or Mech-Viz project is executing the Notify Step, the vision system returns the message predefined in the Notify Step.
Before sending this command, complete the following settings for the Notify Step.
-
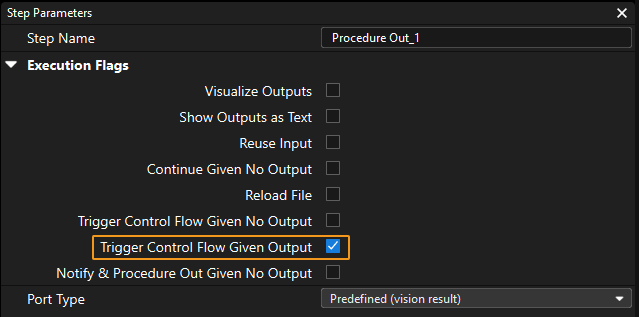
For a Notify Step in the Mech-Vision project:
-
Connect the “Notify” Step to the right side of another Step. The “Output” Step is taken as an example in the image below.

-
Select Trigger Control Flow Given Output in the parameter panel of the “Output” Step.
-
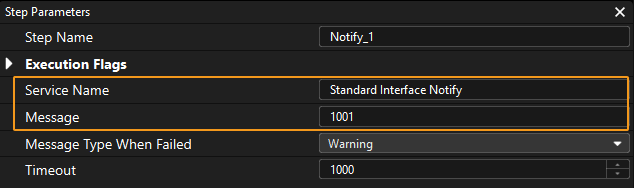
In the parameter panel of the “Notify” Step, enter Standard Interface Notify (a required value) for the Service Name. Enter a positive integer for Message, for example, 1001.
-
-
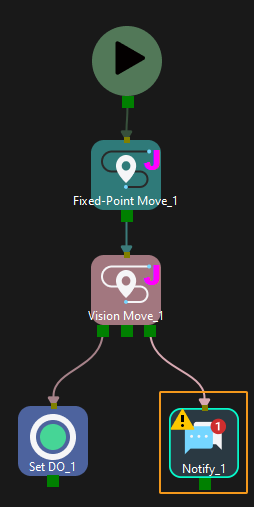
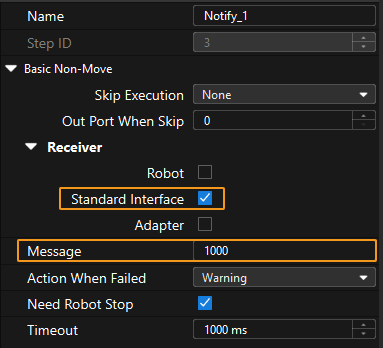
For a “Notify” Step in the Mech-Viz project:
-
Connect the “Notify” Step to a proper Step in the workflow.
-
In the parameter panel of the “Notify” Step, select Standard Interface. Enter a positive integer for Message, for example, 1000.
-
Calling Sequence
This command should be called immediately AFTER Command 101: Trigger Mech-Vision Project or Command 201: Trigger Mech-Viz Project.
For details, see Calling Sequence of Standard Interface Commands.
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Notify |
Word[Signed] |
98 |
Message from the Notify Step |
Notify
Value in the Message text box of the “Notify” Step.
| When the Notify Step is executed in the Mech-Vision or Mech-Viz project, the message remains in the buffer of the vision system for only three second. Therefore, you should consider the timing of calling this command to ensure successful message retrieval. Additionally, after receiving the message, the PLC should clear the data in the register. |
Command 901: Get Software Status
Output Parameters
| Name | Data type | Offset | Description |
|---|---|---|---|
Status_Code |
Word[Signed] |
100 |
Status code |
Status_Code
Status code 1101 is returned for a successful command execution. For a failed command execution, the specific error code is returned. For details, refer to Status Codes and Troubleshooting.