3D测量与检测方案设计
在实际部署之前,需要先设计3D测量与检测方案,结合项目的实际需求确定轮廓测量仪型号、工控机型号、轮廓测量仪安装方式以及通信方式等。
在3D测量与检测方案设计阶段,需要完成:
轮廓测量仪选型
请在轮廓测量仪型号对比中了解轮廓测量仪的型号及各型号的特点与适用场景,并结合项目实际需求选择合适型号的轮廓测量仪。
请参照如下流程进行轮廓测量仪选型:
-
根据被测物体尺寸(长度、宽度、高度)确定轮廓测量仪型号。
选型依据:轮廓测量仪的X轴测量范围应大于被测物体的长度或宽度。通常轮廓测量仪的长边与被测物体的长边平行,X轴测量范围大于被测物体的宽度即可。此外,轮廓测量仪的Z轴测量范围应大于被测物体的高度。
如果多个型号的轮廓测量仪满足要求,推荐选择测量范围较小的型号。
如果轮廓测量仪的长边与被测物体的宽边平行,X轴测量范围应大于被测物体的长度。如果两个或多个工件拼接在一起进行测量,那么X轴测量范围应大于多个工件拼接之后的总长度或总宽度。 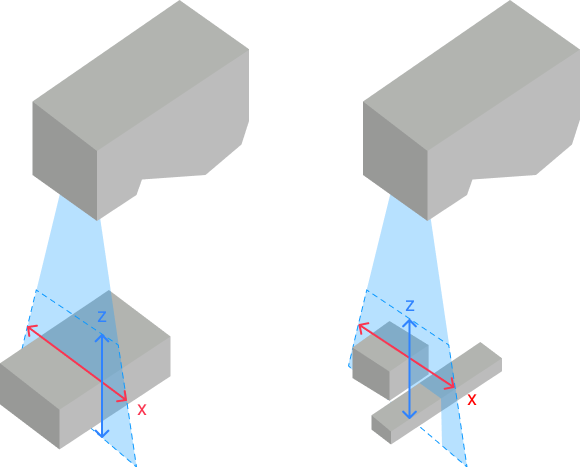
-
确认轮廓测量仪的精度满足项目精度要求。
轮廓测量仪的X轴分辨率和Y轴分辨率应小于项目所需的分辨率。
分辨率反映了轮廓测量仪能够分辨的最小尺寸或最小变化量。通常,轮廓测量仪的分辨率越高(值越小),轮廓测量仪的精度越高。
通常在深度图中,测量区域应至少达到5 × 5~10 × 10个像素大小。用户可以根据最小的测量区域计算出X、Y轴分辨率要求。例如,测量区域大小为1mm × 1mm,如需用10 × 10个像素表示这个区域,则每个像素须对应0.1mm × 0.1mm的实际面积,即轮廓测量仪输出的深度图中X、Y轴分辨率应小于0.1mm。 -
确认轮廓测量仪的扫描速率满足项目节拍的要求。
项目所需的扫描速率可以通过以下公式计算:
扫描速率 = 扫描总长度 / 允许的扫描时间 / Y轴分辨率
例如:扫描总长度为160mm,扫描时间为2s,Y轴分辨率为0.0235mm,那么项目需要的扫描速率为3.405kHz。
上述扫描速率仅是轮廓测量仪的图像采集速率。在实际项目中,项目节拍还应考虑测量工程处理时间以及信号/数据传输时间。
工控机选型
3D测量与检测方案推荐使用Mech-Mind IPC STD和Mech-Mind IPC ADV型号工控机。请根据工控机的技术指标以及项目实际需要选择合适型号的工控机。
| 技术指标 | Mech-Mind IPC STD | Mech-Mind IPC ADV |
|---|---|---|
支持同时运行的Mech-MSR工程数量 |
≤3 |
≤5 |
支持同时连接的轮廓测量仪数量 |
≤3 |
≤5 |
| 当工件图像或点云数据量大(例如扫描行数接近20000行)且表面特征丰富时,若同一个工程需要进行多个“Blob分析”和“表面预处理”步骤,会对工控机性能提出更高要求。因此,建议使用Mech-Mind IPC PRO型号工控机以确保更高效的处理。 |
若在使用Mech-MSR软件时需要可视化显示和调试(即开启调试输出),为了更好的使用体验,请根据实际项目中图像或点云的数据量选用合适的工控机:
-
点数不超过1.0×107:Mech-Mind IPC STD系列工控机一般可满足需求;
-
点数在1.0~8.0×107之间:Mech-Mind IPC ADV系列工控机可提供更佳体验;
-
点数超过8.0×107:Mech-Mind IPC PRO系列工控机可提供最佳体验。
| 即使图像或点云点数未超出所选工控机的处理能力范围,调试输出开启后Mech-MSR软件仍可能因系统资源占用过高出现卡顿。如遇严重卡顿,建议增加降采样程度。 |
梅卡曼德允许用户使用自有设备(电脑或笔记本)作为工控机(下称“自有工控机”),用于安装和运行梅卡曼德软件。使用自有工控机时,梅卡曼德不承诺自有工控机能够提供与标准工控机一致的功能和性能。自有工控机需满足安装Mech-MSR软件的系统要求。
确定轮廓测量仪触发方式
轮廓测量仪支持多种触发数据采集的方式。轮廓测量仪支持对每一轮数据采集和每次行扫描的触发方式分别控制。
每一轮数据采集和每次行扫描的触发方式分别有两种。
-
触发一轮数据采集:
-
外部触发:通过从外部设备输入的信号触发每轮数据采集。
-
软触发:通过Mech-MSR、Mech-Eye Viewer、Mech-Eye API或GenICam客户端触发每轮数据采集。在3D测量与检测方案中,软触发指通过Mech-MSR触发每轮数据采集。
-
-
触发每次行扫描:
-
编码器:通过编码器信号触发每次行扫描。
-
固定频率:按照固定频率触发每次行扫描。
-
轮廓测量仪支持如下组合使用方式。请根据触发方式组合以及项目实际需要选择合适的触发方式组合。
| 外部触发 | 软触发 | |
|---|---|---|
编码器 |
||
固定频率 |
确定通信方式
在 3D 测量与检测方案中,Mech-MSR 需要将工程的测量或者检测结果发送给外部设备。
Mech-MSR 软件目前支持的通信方式如下:
-
TCP ASCII
-
EtherNet/IP
-
PROFINET
-
Modbus TCP
-
Siemens S7 Client
-
Mitsubishi MELSEC Client
-
Adapter
| 为了保证 Mech-MSR 软件能与外部设备正常通信,请确定外部设备支持所选的通信方式。 |