拼接标定
概述
拼接标定是一种针对大尺寸或长条形物体测量场景的高精度数据采集与处理技术。该方法通过对标定块进行分段数据采集,解算多段数据间的相对位姿关系,实现多段数据的全局精准拼接。
-
标定流程
在建立标定参数阶段,必须采用同向扫描(Z形)策略。无论后续实际应用采用何种路径,标定时的两次数据采集必须保持扫描方向严格一致,以确保坐标系变换的准确性。
-
实际应用
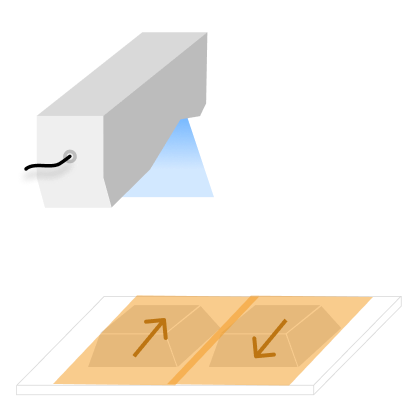
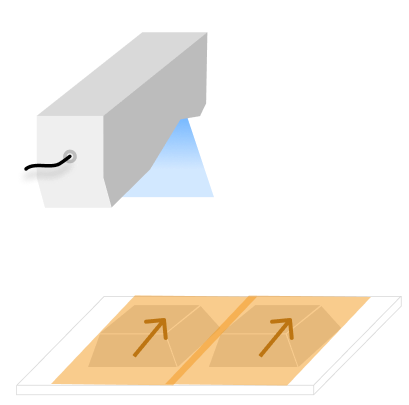
在实际测量中,可根据需求灵活选择往返扫描(S形)或同向扫描(Z形)。系统会根据标定结果,自动识别扫描方向并适配相应的坐标变换策略(如镜像校正),确保多段数据无缝拼接为高完整度的表面数据。
|
|
S形扫描 |
Z形扫描 |
功能入口
你可以通过以下方式进入拼接标定窗口:
-
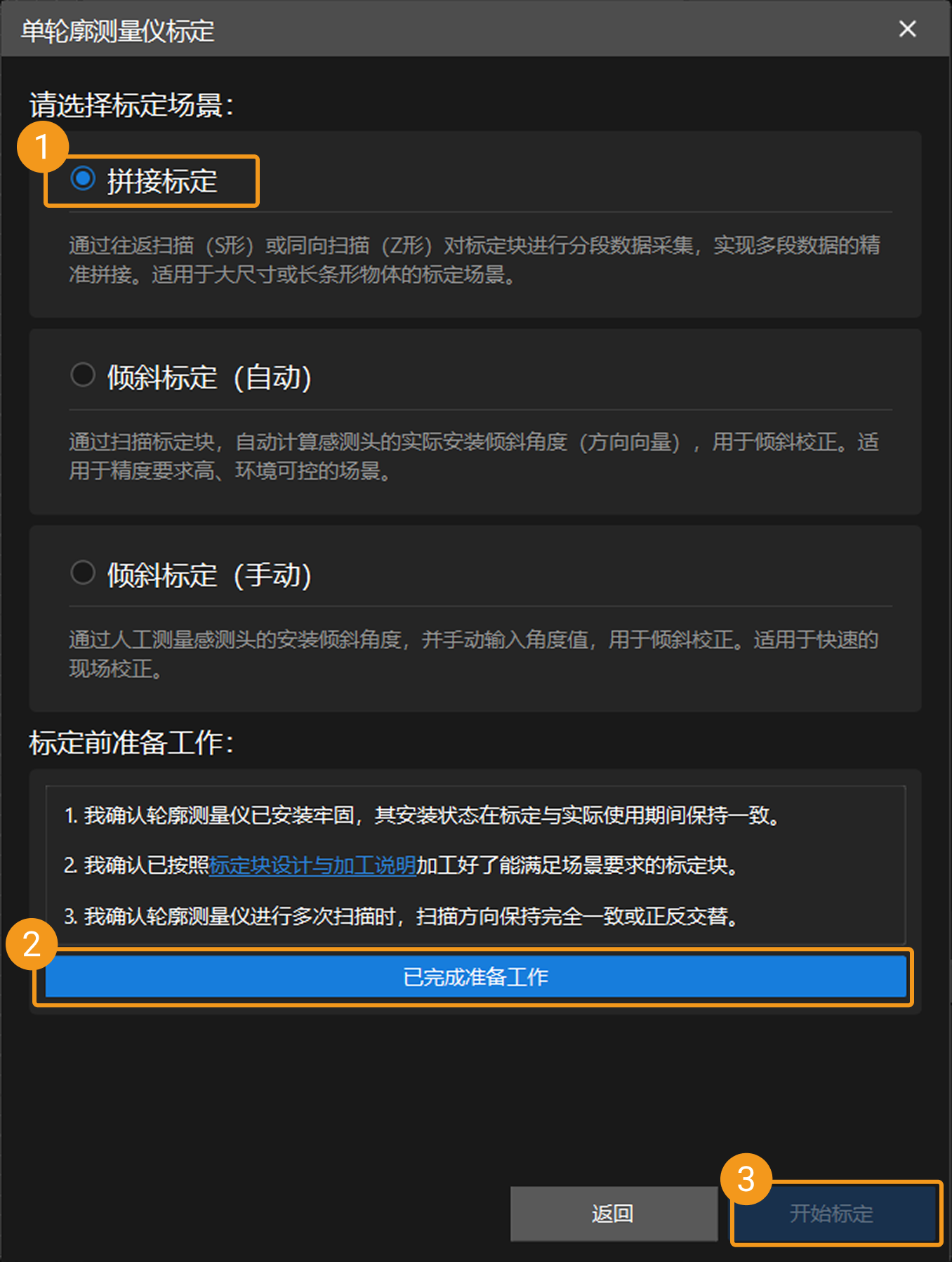
在Mech-MSR主界面,单击工具栏处的轮廓测量仪标定按钮,进入轮廓测量仪标定窗口。选择单台后,即可进入单轮廓测量仪标定窗口,并选择拼接标定标定场景。
-
在菜单栏依次选择 ,进入轮廓测量仪标定窗口。选择单台后,即可进入单轮廓测量仪标定窗口,并选择拼接标定标定场景。
| 轮廓测量仪标定功能在打开方案后可用,标定结果适用于该方案下的所有工程。 |
标定流程
准备工作
开始标定前,请确保已完成如下准备工作:
-
确认轮廓测量仪已安装牢固,其安装状态在标定与实际使用期间保持一致。
-
确认按照标定块设计与加工说明加工好了能满足当前场景要求的双棱台标定块,并确保标定块摆放符合要求。
-
确认标定阶段轮廓测量仪的扫描方向保持完全一致(实际应用支持正反交替)。
-
确保Mech-Eye Viewer和Mech-MSR软件能够与轮廓测量仪正常连接。
-
在Mech-Eye Viewer软件中调节参数,确保最终获取的图像数据无明显缺失、噪点少,并保存该参数组作为标定时轮廓测量仪使用的配置参数组。
-
为了保证标定精度,标定前需对轮廓测量仪进行暖机操作:按照实际使用条件下的设备参数,设备通电后连续采集数据超过1小时。
操作步骤
 连接轮廓测量仪
连接轮廓测量仪
你可以在连接设备栏下选中设备以完成连接。

|
连接轮廓测量仪后,单击下一步按钮进入轴方向映射设置页面。
 设置轴方向映射
设置轴方向映射
轴方向映射旨在建立机台坐标系与轮廓测量仪采集的表面数据所在坐标系之间的精确对应关系。请根据实际安装情况,配置机台各轴与轮廓测量仪各轴的方向映射关系,确保机台坐标系与表面数据坐标系之间的数据能够准确对应,避免因坐标系错位导致的数据错误或拼接失败。
| 以下配置流程基于通用场景示例(参考图示),实际配置参数须严格依据现场设备的安装布局确定。 |
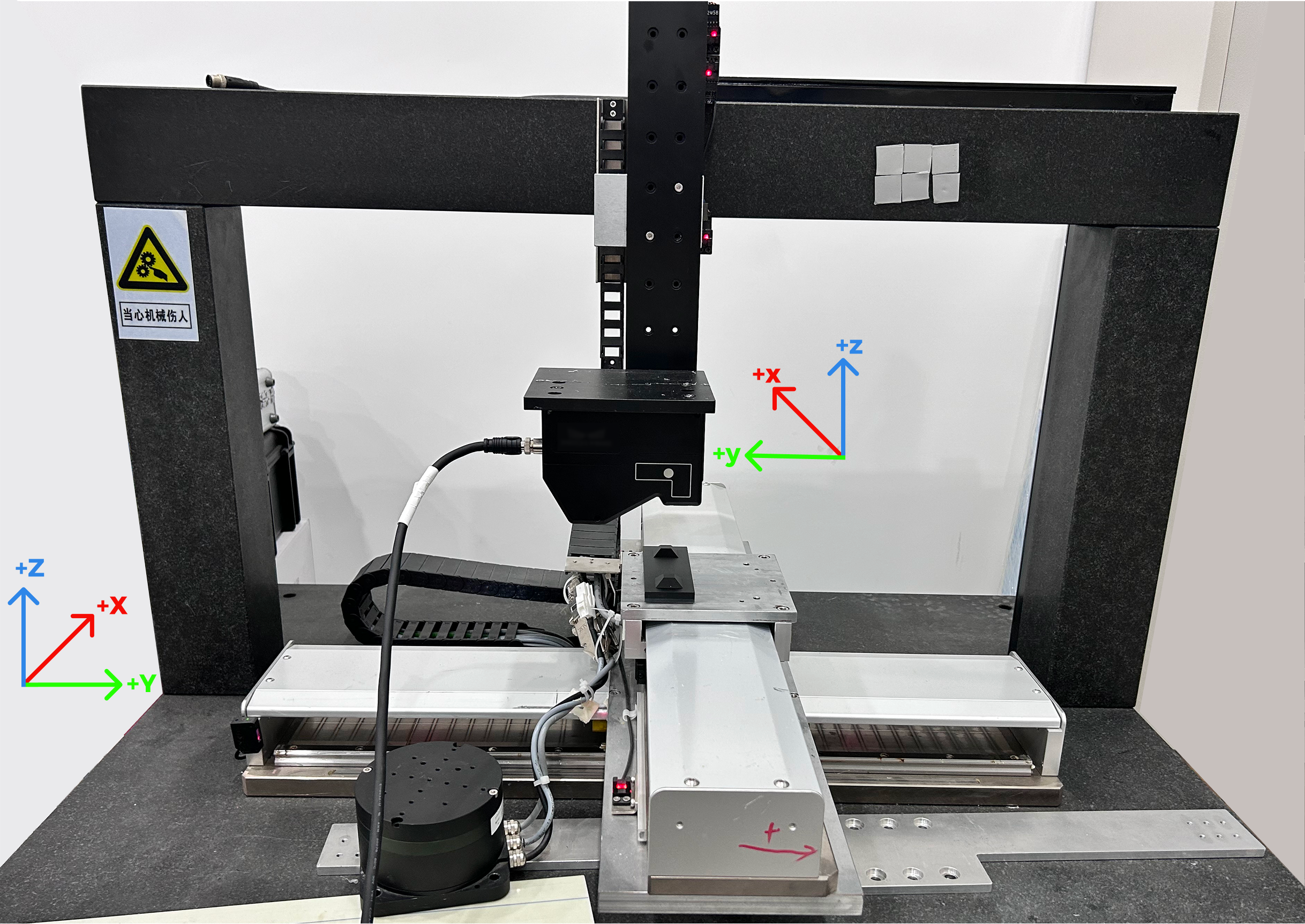
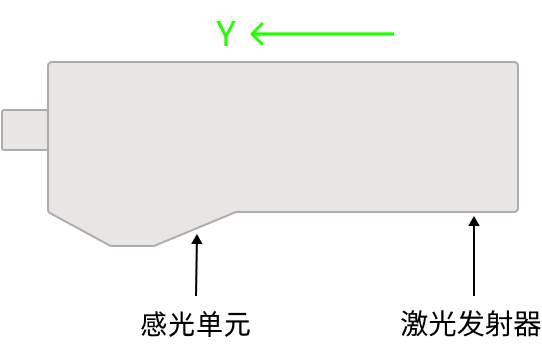
其中,轮廓测量仪本身的Y轴方向固定,为感测头的激光发射器到感光单元的方向,其他轴方向可根据右手坐标系确定,即右手拇指指向X轴的正方向,食指指向Y轴的正方向,中指指向Z轴的正方向。
配置流程如下:
-
确认轮廓测量仪的随动关系。
-
明确轮廓测量仪的感测头是跟随机台的哪个轴一起运动,以及运动方向上的对应关系。
-
在软件配置界面中,找到机台各轴(X、Y、Z)的对应设置项,并根据实际情况选择是或否。
-
对于设置为是的机台轴,观察当该机台轴的坐标值增加时,轮廓测量仪是朝其自身哪个轴的哪个方向运动。
-
-
确认目标物体相对轮廓测量仪的运动方向。
在明确了轮廓测量仪自身随动关系后,还需要确定目标物体相对轮廓测量仪的运动逻辑:
-
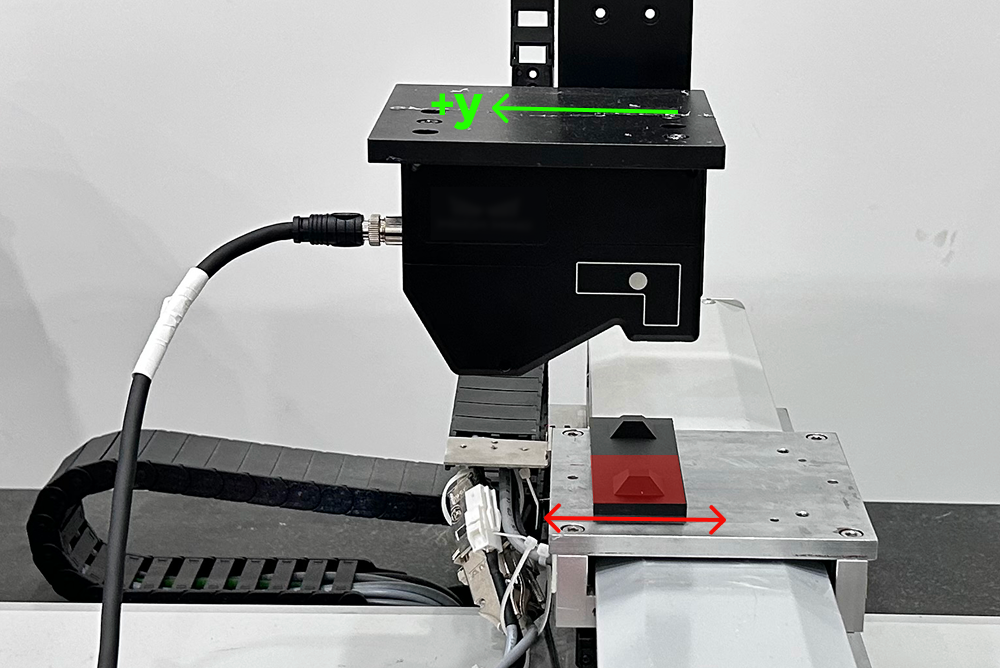
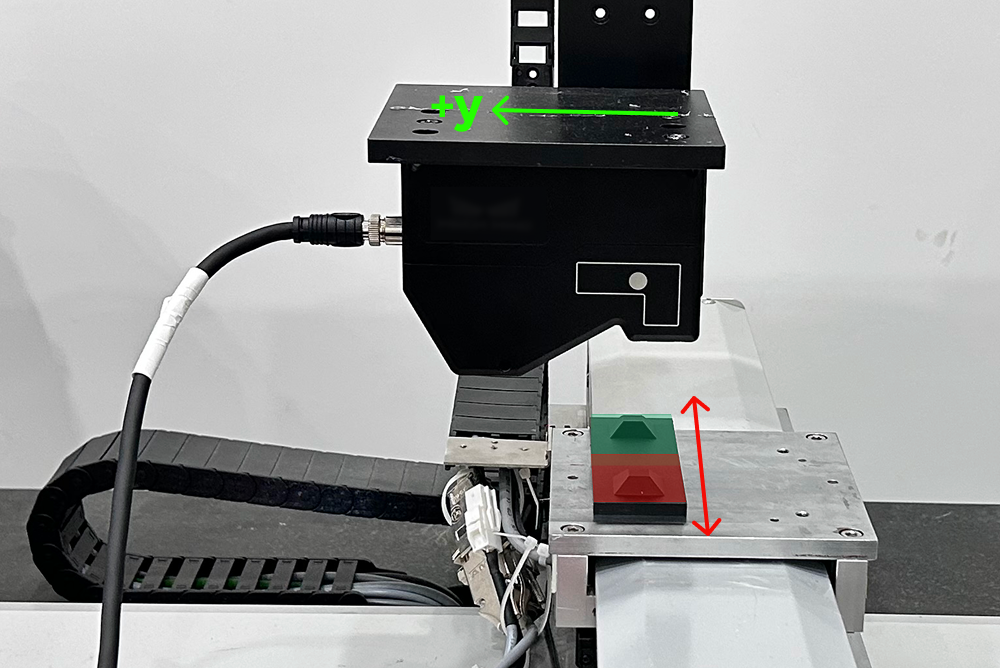
每次采集时:每次进行数据采集(即扫描一个棱台)时,机台带着标定块在机台某轴方向上运动,或机台某轴带着轮廓测量仪沿其本身Y轴运动,从而完成对当前棱台的数据采集。
-
两次采集间:为了分别完成两个棱台的数据采集,机台带着标定块在机台另一轴方向上运动,或机台另一轴带着轮廓测量仪移动到另一棱台的正上方,从而完成两次采集之间的位置切换。
- 示例说明
-
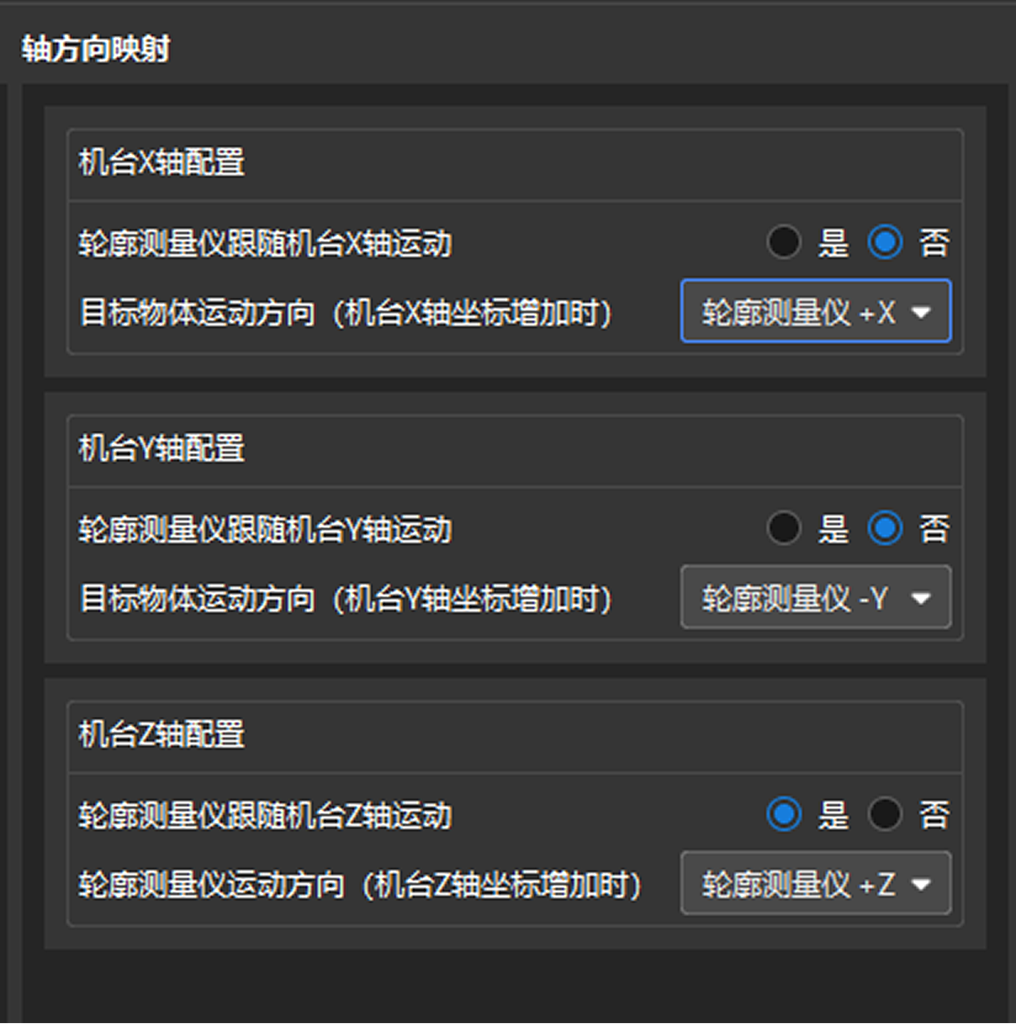
示例中,轮廓测量仪的感测头刚性安装于机台Z轴上,可随Z轴升降。因此,需要在机台Z轴配置下将轮廓测量仪跟随机台Z轴运动设置为是,机台X和Y轴配置下对应项置为否,并将轮廓测量仪运动方向(机台Z轴坐标增加时)设置为轮廓测量仪+Z。
标定块会往机台的X、Y轴方向运动,从而使轮廓测量仪对标定块上的两个棱台分别进行扫描,完成两次数据采集。每次数据采集时,机台带着标定块在机台Y轴方向上运动;为了完成两次数据采集,机台还需要带着标定块在机台X轴方向上运动,以完成两次采集之间的位置切换。
-
确认无误后,单击下一步按钮进入标定块设置页面。
 标定块设置
标定块设置
拼接标定使用的是双棱台标定块。请根据实际设计和加工的标定块填写参数值。
| 请务必填写准确的参数值。 |
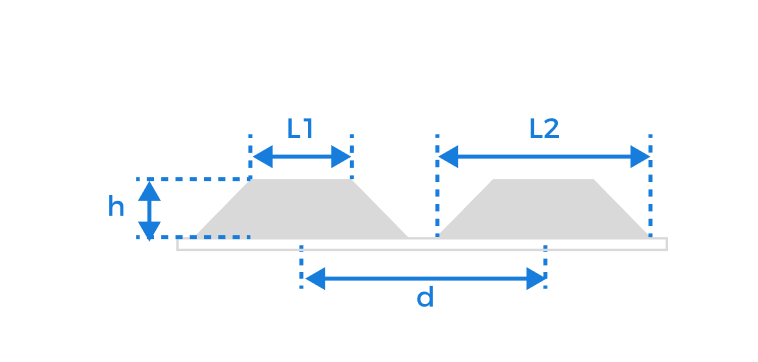
参数 |
解释 |
上底面边长(L1) |
棱台较短底边的边长,单位为毫米(mm)。 |
下底面边长(L2) |
棱台较长底边的边长,单位为毫米(mm)。 |
棱台高度(h) |
棱台上表面到下表面的垂直距离,单位为毫米(mm)。 |
平移距离(d) |
相邻棱台中心线之间的距离,单位为毫米(mm)。 |
填写完参数值并确认无误后,单击下一步按钮进入标定页面。
 计算标定
计算标定
标定流程如下:
-
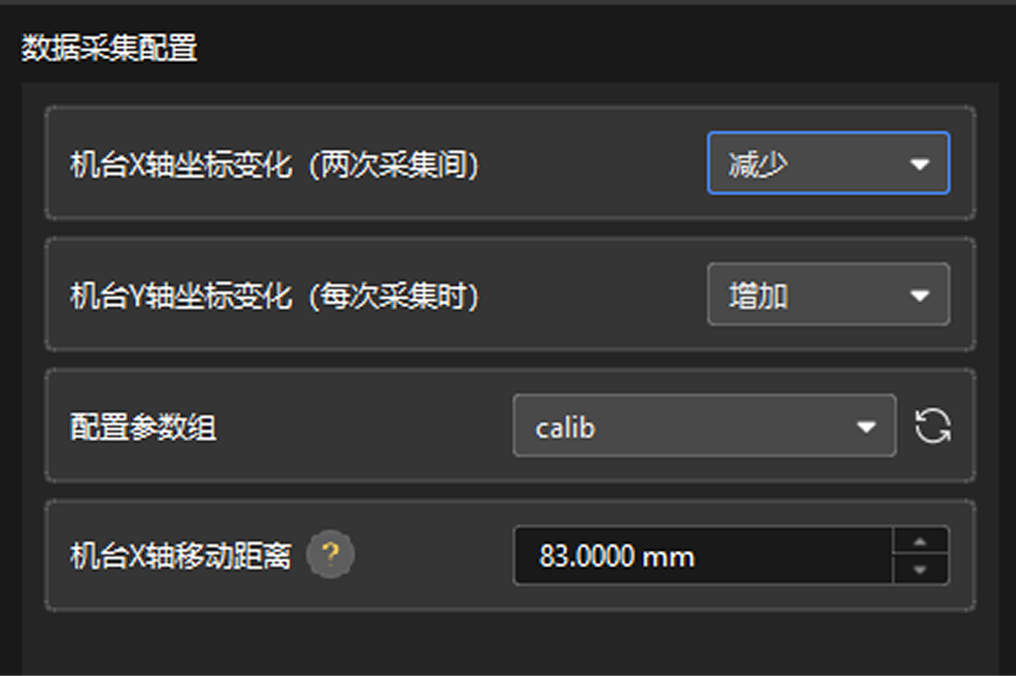
完成数据采集配置。
参数 解释 机台X/Y/Z轴坐标变化(两次采集间)
系统将自动根据前序设置确定机台对应轴。
此时,你需要观察机台对应轴坐标在第一次与第二次数据采集之间是增加还是减少,从而确定标定块相对轮廓测量仪的运动方向。
机台X/Y/Z轴坐标变化(每次采集时)
系统将自动根据前序设置确定机台对应轴。
此时,你需要观察机台对应轴坐标在每次数据采集过程中是增加还是减少,从而确定轮廓测量仪的扫描方向。
配置参数组
轮廓测量仪进行数据采集时使用的参数组。
机台X/Y/Z轴移动距离
机台对应轴在两次数据采集之间的移动距离(即从一个棱台移至另一个棱台所需的位移)。
该值默认与标定块的平移距离参数值相等。
- 示例说明
-
示例中,机台X轴坐标变化(两次采集间)的方向为减少,机台Y轴坐标变化(每次采集时)为增加。由于标定块的平移距离为83mm,机台X轴移动距离保持为83mm。
-
数据采集。
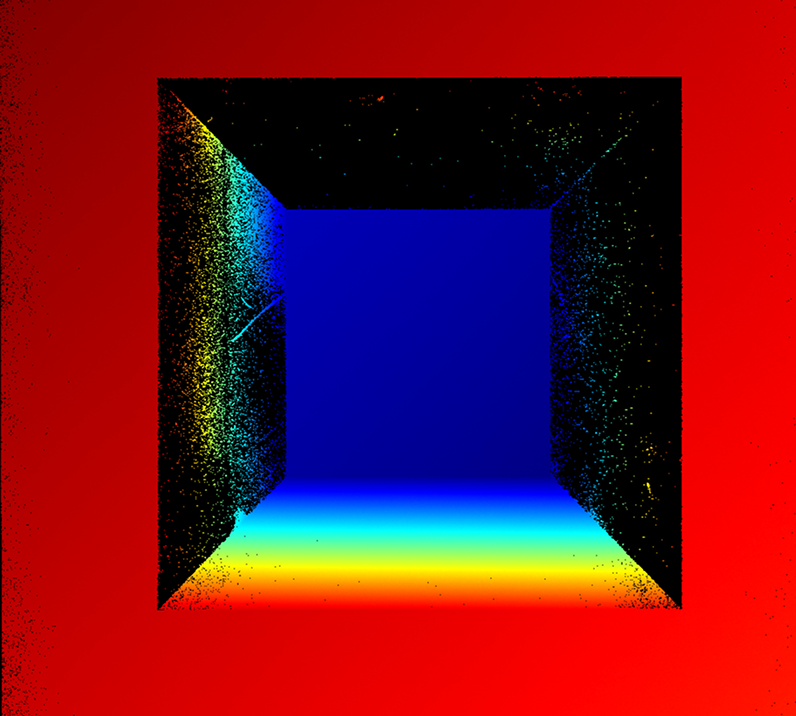
分别完成两次数据采集。采集的数据应满足以下要求:
-
标定块位于图像正中央。
-
图像仅包含标定块的6个特征面,且各面成像完整。
若存在其他表面数据,请打开使用特征区域开关,然后调整特征区域的大小和位置,确保特征区域内仅包含标定块的6个特征面。 -
标定块上的棱台应尽量正对感测头,且不绕X轴、Y轴或Z轴旋转。
-
图像中噪点较少。
正常 点缺失严重 部分表面不完整 存在多余表面 噪点过多 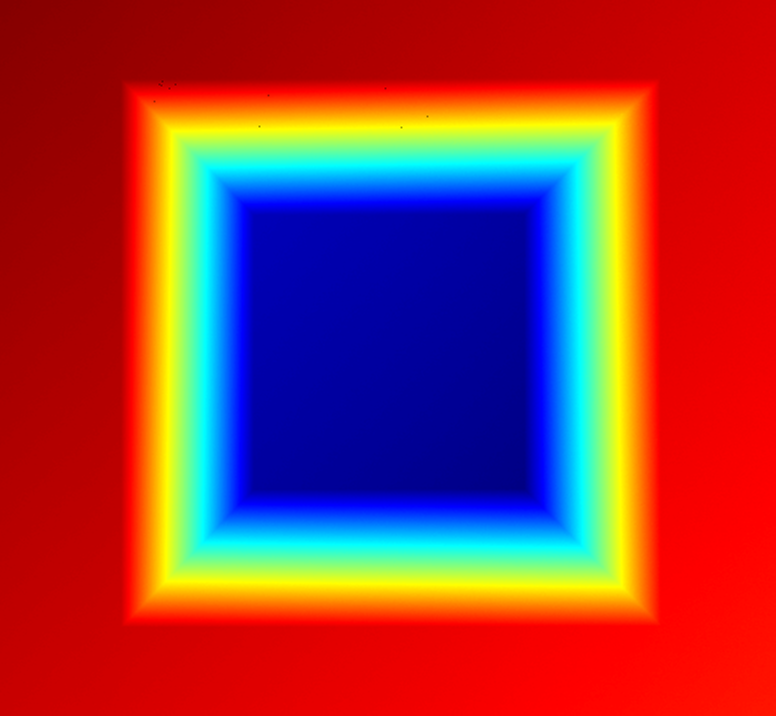
如采集的数据质量不合格,请在Mech-Eye Viewer软件中重新调整参数直至图像质量达到要求,并保存参数组。然后返回步骤1,重新选择配置参数组。
完成数据采集后,单击下一步按钮,开始计算标定。
-
-
计算标定。
单击开始标定按钮开始标定。系统将自动分析两次扫描数据的相对位置关系,解算出多段扫描之间的拼接误差补偿参数,并生成标定结果。
当轮廓测量仪两次数据采集视野有重叠时,你可以打开图像融合开关,查看融合后图像效果是否符合预期。 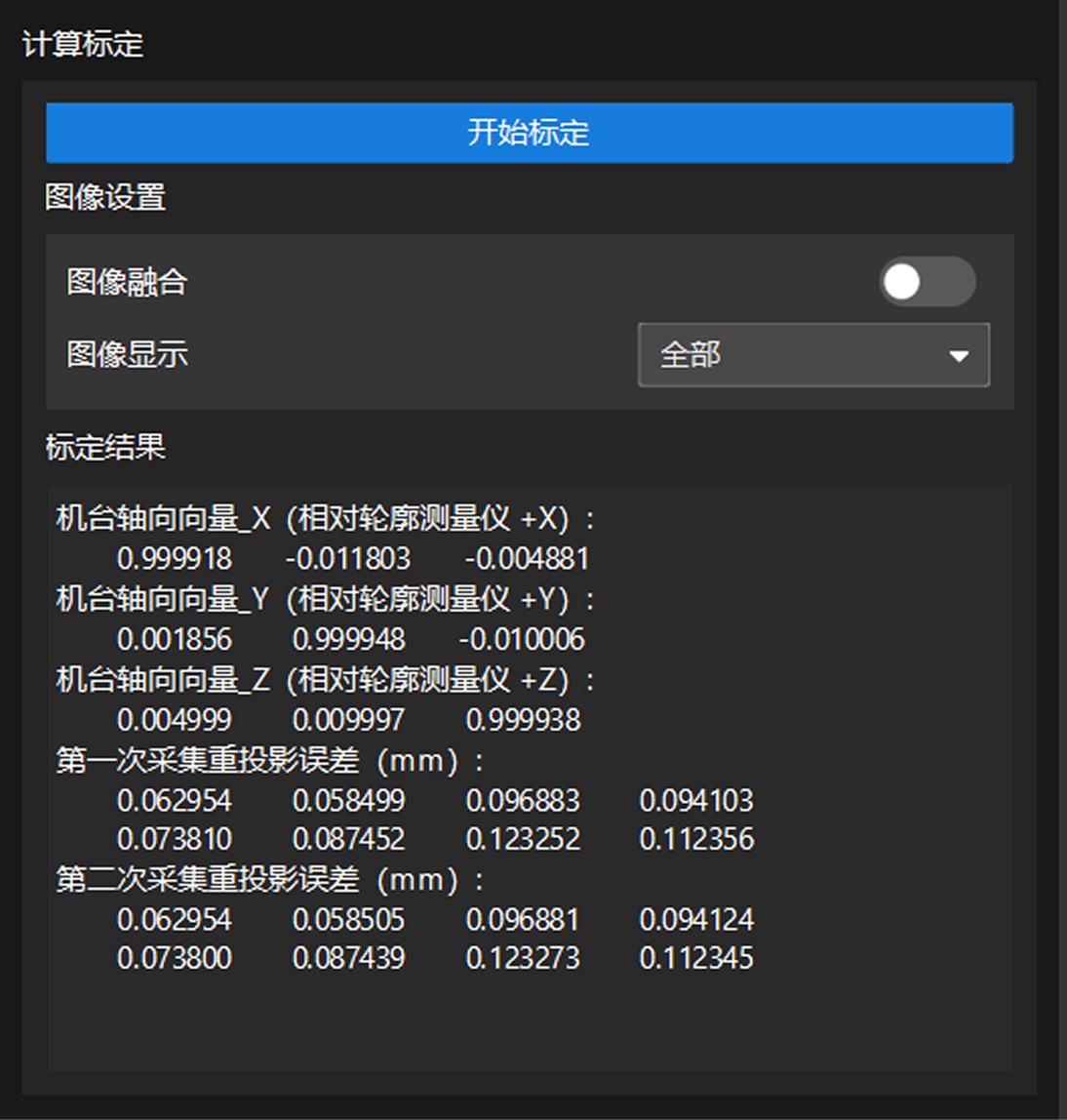
-
查看标定结果,确保标定精度满足要求。
确认无误后,单击保存按钮,在弹出的窗口中设置名称和路径后即可保存标定结果,完成标定。
应用标定结果
附录:标定结果说明
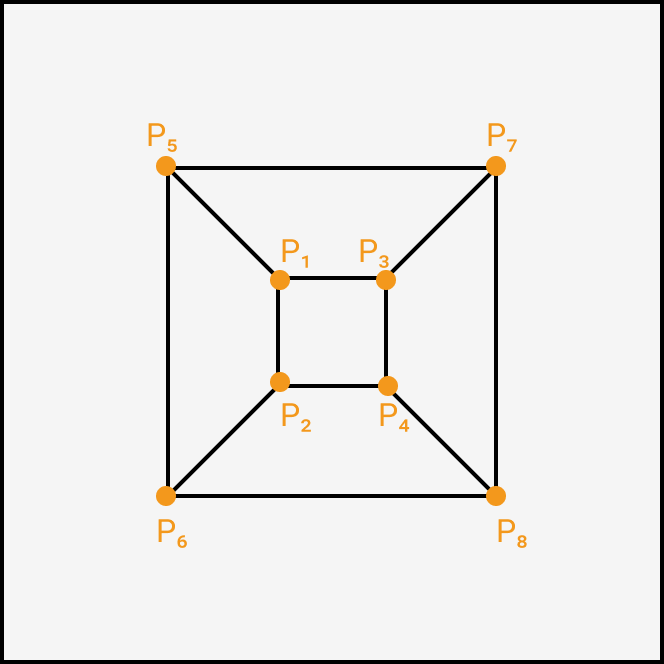
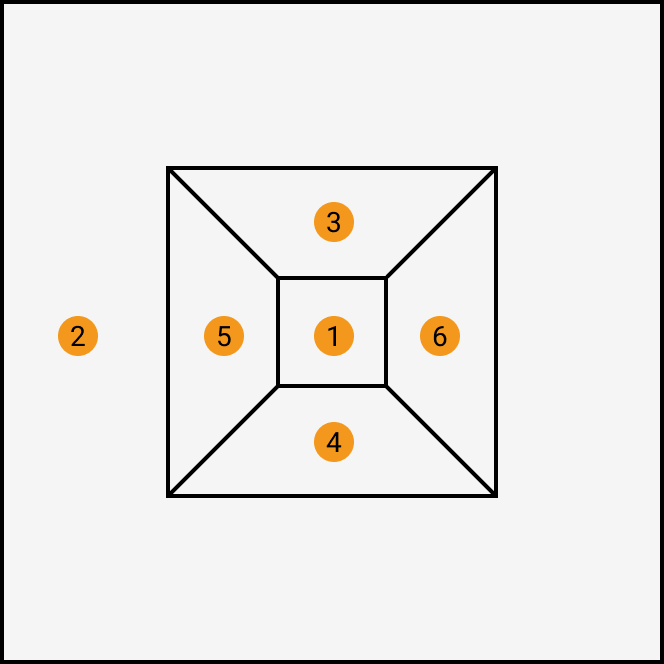
轮廓测量仪采集到的数据中,点和平面编号定义如下图所示(俯视图)。其中,P1 ~ P8 为棱台的8个角点,① ~ ⑥为每台轮廓测量仪采集的数据中应包含的6个平面。
|
|
点 |
平面 |
在进行图像拼接时,多次采集的数据均需变换至第一次采集的数据所在坐标系下。
-
机台轴向向量(相对轮廓测量仪对应轴)
根据实际场景设置,机台轴与轮廓测量仪的坐标轴存在对应关系。一般来说,各对应轴之间应完全平行,才能保证精准标定和测量。
-
重投影误差
计算棱台8个角点的测得坐标与基准坐标之间的偏差以计算重投影误差,单位为毫米(mm)。重投影误差值越小越好。