N点标定(桁架)
概述
N点标定是Mech-MSR软件中专为三轴桁架机器人与3D线激光轮廓测量仪协同作业设计的高精度标定流程。该流程的核心目标是建立表面数据坐标系(由轮廓测量仪采集的表面数据)与机台坐标系(由桁架机器人运动轴定义)之间的精确映射关系(手眼标定)。通过解算两者间的旋转矩阵与平移向量,系统能够将测量得到的表面特征点坐标精确转换至机台坐标系下。
N点标定功能通常应用在高精度点胶引导系统中,点胶轨迹的准确性取决于标定过程所构建的坐标转换关系的准确性。此外,N点标定亦适用于新能源制造领域,可为电池包壳体焊接、极柱激光焊接等工序的轨迹引导提供坐标基准支撑。
标定前准备
基础条件
执行标定前,须确认以下基础条件已满足:
-
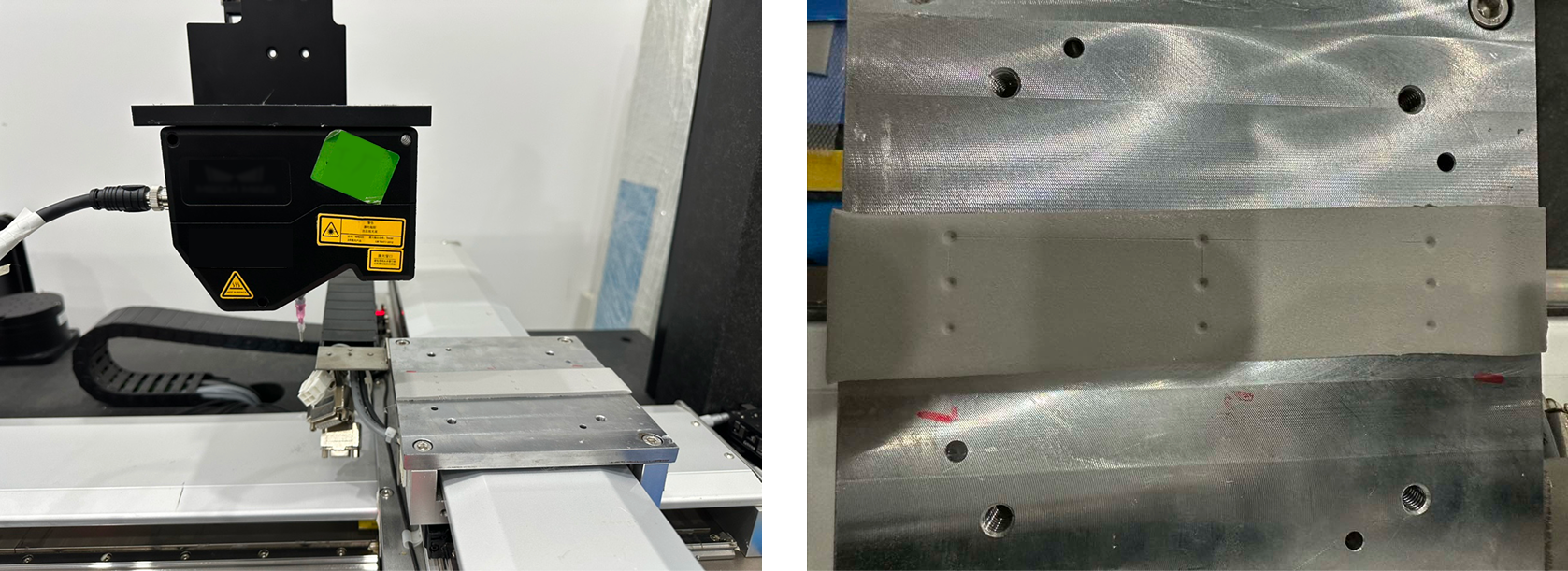
治具要求:标定治具须与机台工作台刚性连接,确保在机台X/Y/Z轴全行程运动过程中无位移和振动;治具表面应保持洁净,无污损及划痕。
-
成像质量:轮廓测量仪在标定区域须能清晰成像,特征孔边缘清晰锐利,无过曝或欠曝现象。
-
通信链路:机台控制器与轮廓测量仪通信正常,支持点位触发采集,数据传输完整无丢失。
推荐配置
为达到最佳标定精度,建议具备以下条件。如未满足,标定流程仍可执行,但标定精度可能受到不同程度的影响。
| 配置项 | 推荐配置 | 精度影响说明 |
|---|---|---|
机台重复定位精度 |
≤ ±5μm(3C场景) |
重复定位误差将直接累加至标定外参,影响最终坐标转换准确性。 |
位置反馈 |
编码器闭环反馈 |
固定频率驱动(无编码器)存在失步风险,无法补偿机械传动误差,长时间运行后易产生位置漂移。 |
特征点获取方案 |
推荐:尖锥戳孔 + 低回弹硅胶垫 |
人工操作误差最小,特征孔形态清晰稳定,重复性好。 |
戳孔操作 |
针头或尖锥垂直于垫面,戳孔深度适中,单次完成 |
倾斜戳孔会导致孔变形,提取特征时引入系统性偏差。 |
设备预热 |
轮廓测量仪激光发射器预热 ≥ 15分钟 |
冷机状态下光强不稳定,导致特征提取一致性下降。 |
环境条件 |
环境温度稳定,周边无明显振动源 |
温度波动引起结构热变形;振动导致点云数据抖动,影响特征提取精度。 |
标定步骤
你可以根据现场条件和需求选择标定治具及配套的戳孔或触碰装置。本节以硅胶垫标定治具和尖锥戳孔工具为例,介绍戳孔、数据采集和数据预处理流程,指导在桁架式机台上完成N点标定。
选择戳孔策略
在标定过程中,末端工具安装尖锥后,可执行一次或多次戳孔。
| 在实际场景中,为获得更清晰的孔洞特征并减少回弹干扰,硅胶垫可以垫高至3层,尖锥一次性穿透多层,形成贯通且边缘稳定的特征孔。 |
操作流程如下:
-
戳一次孔
-
戳多次孔
-
控制机台X、Y轴移动,使尖锥位于目标点位正上方;
-
控制机台Z轴下压,使尖锥向下戳入硅胶垫中约1.0mm,并记录此时的机台工具中心点(TCP)坐标;
-
抬起尖锥至安全高度。为保证硅胶垫应力释放及孔洞回弹稳定,需要在等待30s后再进行下一步数据采集。
-
控制机台X、Y轴移动,使尖锥位于目标点位正上方;
-
控制机台Z轴下压,使尖锥向下戳入硅胶垫中约1.0mm,并记录当前TCP坐标;
-
抬起尖锥约2.0mm,控制机台X、Y轴移动,使尖锥位于下一个目标点位正上方后,执行戳孔、记录TCP坐标;
-
重复以上操作,直至完成所有目标点位戳孔和TCP坐标记录;
-
抬起尖锥至安全高度。为保证硅胶垫应力释放及孔洞回弹稳定,需要在等待30s后再进行下一步数据采集。
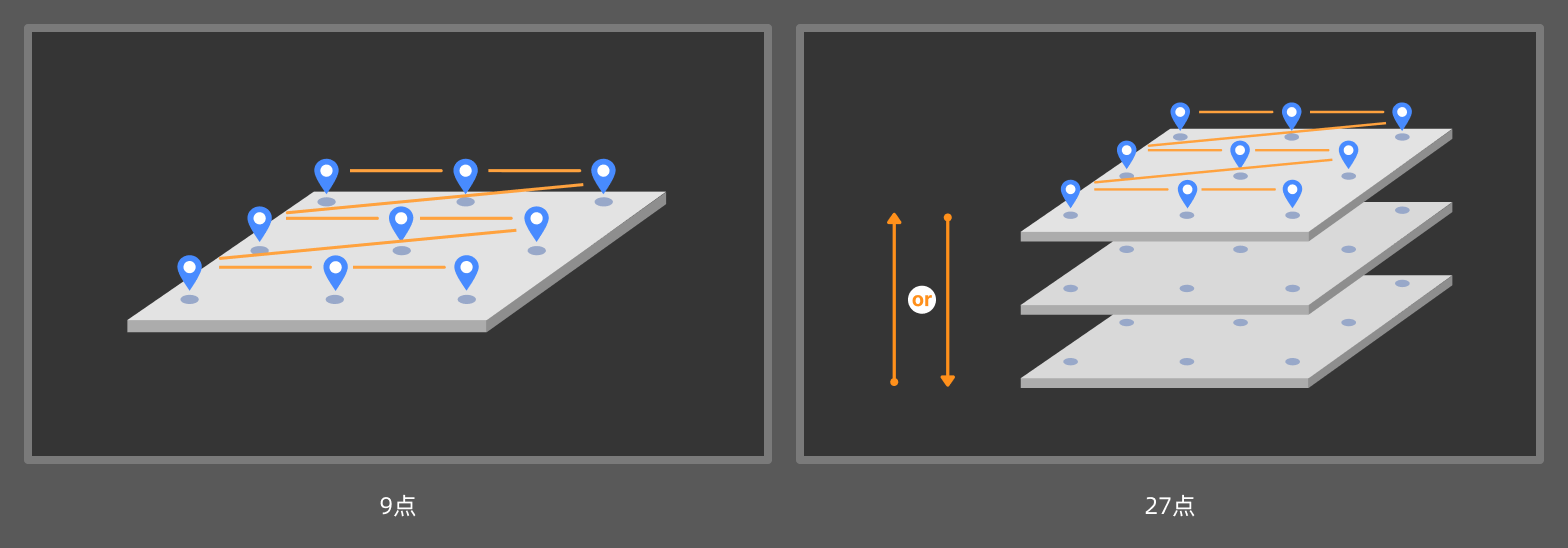
| 如需进行高精度的9点和27点标定,应在戳孔时确保特征孔在机台坐标系下均匀分布。例如,进行9点标定时,应保证每行戳3个孔,孔与孔之间的间距尽量相等,且每行3个特征孔中心点的连线与轮廓测量仪发射的激光线平行。 |
采集数据
数据采集方案需与戳孔模式严格匹配,才能构建完整的特征点集。
-
一次:每次数据采集仅包含一个孔,通过多次采集并处理可得到多个特征点。
-
多次:每次数据采集并处理可得到多个特征点。
下面以从采集的表面数据中获取9个特征点为目标,说明数据采集方法。
-
戳一次孔
-
戳多次孔
硅胶垫上仅存在一个孔,轮廓测量仪需要进行9次数据采集,每次采集的扫描起始位置不同,但扫描行数保持一致。
| 应记录轮廓测量仪每次扫描起始位置对应的机台坐标。 |
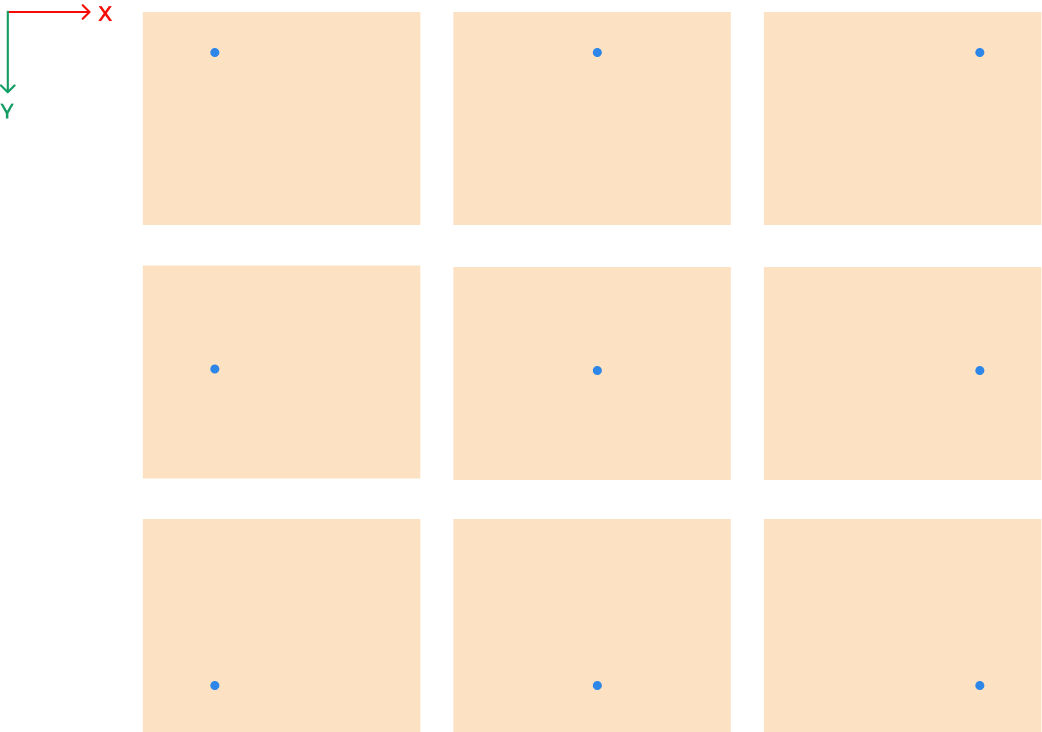
如图所示,每次数据采集时,需要沿轮廓测量仪的X轴或Y轴方向,移动轮廓测量仪,或移动承载硅胶垫的运动平台,以确保每次采集的表面数据中,孔的位置各不相同。
| 如需进行高精度的9点和27点标定,应在采集数据时确保各次采集对应的特征点在机台坐标系下均匀分布。例如,进行9点标定时,应保证机台坐标系下每行3个点,且每行3个特征点的连线与轮廓测量仪发射的激光线平行。 |
硅胶垫上已有9个孔,轮廓测量仪只需要进行一次数据采集。
| 应记录轮廓测量仪扫描起始位置对应的机台坐标。 |
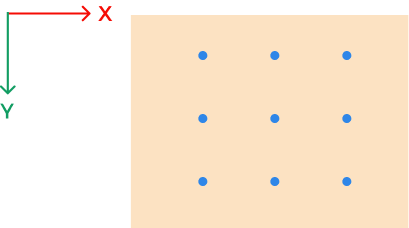
如图所示,数据采集时,应确保轮廓测量仪的视野能覆盖全部9个孔。
数据预处理
-
戳一次孔
-
戳多次孔
-
在3D线激光轮廓测量仪步骤的参数配置区,确认是否要进行倾斜校正。
如果场景精度要求高,建议对轮廓测量仪进行倾斜标定,消除感测头安装倾斜导致的数据形变和测量误差。 -
对表面数据进行预处理。例如,可以使用表面预处理步骤中的高斯滤波来进行全图处理,平滑表面噪声同时保留孔洞边缘特征,从而确保后续特征点的稳定性。
-
从特征孔中定位特征点。例如,可以使用定位表面特征点步骤中的最小Z特征点类型,获取特征点。
-
按顺序依次对多次采集的表面数据进行处理,得到特征点列表。
-
将特征点列表输入N点标定(3D)步骤,开始标定。
-
在3D线激光轮廓测量仪步骤的参数配置区,确认是否要进行倾斜校正。
如果场景精度要求高,建议对轮廓测量仪进行倾斜标定,消除感测头安装倾斜导致的数据形变和测量误差。 -
对表面数据进行预处理。例如,可以使用表面预处理步骤中的高斯滤波来进行全图处理,平滑表面噪声同时保留孔洞边缘特征,从而确保后续特征点的稳定性。
-
从特征孔中定位特征点。例如,可以使用定位表面特征点步骤中的最小Z特征点类型,获取特征点列表。
-
将特征点列表输入N点标定(3D)步骤,开始标定。
计算标定
在N点标定(3D)步骤的参数配置区,单击打开编辑器按钮,打开N点标定窗口。
| N点标定(3D)步骤要求输入特征点列表,否则不支持打开N点标定窗口。 |
 新建标定任务
新建标定任务
单击新建标定任务按钮,即可创建任务。
每个任务上均会显示标定状态:
-
未完成:当前未完成标定,需要在窗口右侧进行标定设置,在计算标定后应用标定结果,从而完成标定。
-
已完成:当前已完成标定。
-
已更改:对已完成标定的任务更改了标定设置。在重新计算标定并应用标定结果,或选择恢复到上次应用后,状态会更改为已完成。
 完成标定设置
完成标定设置
首先,需要选择戳孔模式,即末端工具执行戳孔的方式(一次或多次),然后配置其他参数。
-
戳一次孔
-
戳多次孔
每次数据采集仅包含一个孔,通过多次采集并处理可得到多个特征点。
| 参数 | 说明 |
|---|---|
高精度模式 |
仅在9点或27点标定时可启用,用于修正系统误差。
|
TCP坐标 |
末端工具戳孔时记录的TCP位置。 |
轴方向映射 |
轴方向映射配置旨在建立机台坐标系与轮廓测量仪采集的表面数据所在坐标系之间的精确对应关系。 配置流程如下:
|
点对设置 |
用于建立特征点和采集起始位置(机台坐标系下)的坐标对应关系。
|
每次数据采集并处理可得到多个特征点。
| 参数 | 说明 |
|---|---|
高精度模式 |
仅在9点或27点标定时可启用,用于修正系统误差。
|
采集起始位置 |
机台坐标系下,首次数据采集时的起始位置。 |
轴方向映射 |
轴方向映射配置旨在建立机台坐标系与轮廓测量仪采集的表面数据所在坐标系之间的精确对应关系。 配置流程如下:
|
点对设置 |
用于建立特征点和末端工具中心点(TCP)的坐标对应关系。
|
完成参数配置后,单击计算标定按钮,得到标定结果。
应用标定结果
N点标定结果保存在方案文件夹下的calibration文件夹中,可被当前方案下任意工程中的3D线激光轮廓测量仪步骤使用。
使用流程如下:
在工程中应用N点标定结果,并从表面数据中获取特征点后,可使用特征点位姿变换(桁架)步骤将特征点坐标转换到机台坐标系下,从而指导机台进行后续轨迹规划和执行。