Offline
Pallet Setting
Gap Width
The gap width (mm) between the boxes. Recommended value: 10–20mm.
Setting a minimum gap width can avoid collisions when the boxes are tightly stacked. The common causes of collisions include inaccurate dimensions or poses of the recognized boxes.
Prior Corner
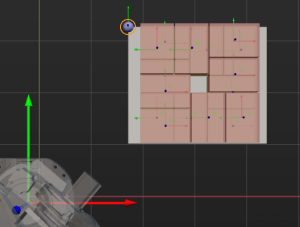
This parameter specifies the corner of the pallet on which the boxes are palletized first.
| Parameter | Description | Illustration |
|---|---|---|
OO |
When the pallet is in the initial position, the pallet corner located in the third quadrant observed from a top-down view. |
|
OY |
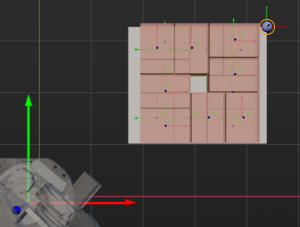
Based on OO, the pallet corner in the positive Y-direction of the robot base reference frame. |
|
XY |
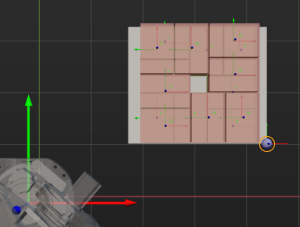
The corner that can be obtained by translating the OO pallet corner along both the positive X-axis and Y-axis of the robot base reference frame. |
|
XO |
Based on OO, the pallet corner in the positive X-direction of the robot base reference frame. |
|

Offline Method
Best fit |
Applicable to scenarios where the box dimensions vary greatly. The pallet pattern eventually planned is not as neat as those planned by using the other three methods. |
By stack |
Divide the boxes into different stacks by a specified rule (usually models or dimensions). The boxes that belong to the same stack can be sorted according to a specified rule. |
By layer |
The concept of layer will be introduced. Boxes of the same dimensions will be placed on the same layer. If the layer cannot consist only of boxes of the same dimensions, the layer will be divided into four sections, and each type of box will be placed on an individual section. |
In batches |
The palletizing of one SKU can only begin after the palletizing of another SKU is completed. In AGV loading scenarios, this method can effectively reduce the number of times the AGV moves. |
Four sku |
Applicable to mixed-case palletizing of four specifications of boxes. |
|
Min Box Length
When the box edge length read from an offline order is smaller than this value, an alert will pop up.
When the boxes are relatively small, the planning time for offline mixed-case palletizing will be longer. Setting this parameter can avoid an overly long computation time caused by the mistakenly input order.
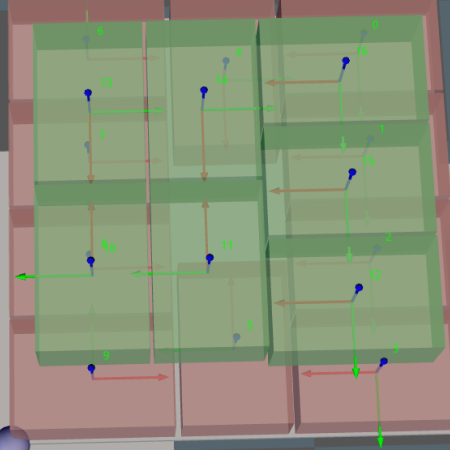
Carton Direction
When the Offline Method is set to Four sku, this parameter is used to adjust the orientations of the carton axes. When Default is selected, the orientations will not be specified. After selecting Inward or Outward, you can select the X-axis or Y-axis of the box reference frame to make it point to the inside or outside of the pallet.
The pink axis in the figure below is the X-axis.
X-axis pointing inward |
X-axis pointing outward |
|
|
Stability Checking
In a pallet pattern, the support ratio refers to the percentage of the total contact area between the bottom surface of a box and the above surfaces of the lower-layer boxes relative to its own bottom area. If there is a pallet pattern in which the support ratio of a box is less than the set “minimum support ratio,” it is considered unstable and will be discarded It’s important to note that the “minimum support ratio” is only used for filtering pallet pattern results.
Pallet Pattern Saving & Reading
ByStackSetting
Tag on Boundary
The label of the box is applied to the surface of the width edge. The surface of the width edge faces outward for subsequent scanning.
Split Stack Evenly
This parameter affects the pallet pattern.
If the stacks of boxes differ greatly in height, it is recommended to split the stacks with more boxes into multiple shorter stacks to make the top surface of the entire stack as flat as possible. This strategy helps to lower the center of gravity of the entire stack and improve stability during handling.
Place by Layer
This parameter affects the sequence of palletization.
When calculating the sequence of palletization, start by placing the boxes of the shorter layer before the taller ones. This helps avoid situations where one stack of boxes is placed while others are still pending, preventing collisions between held and already placed boxes.
ByLayer Setting
Centerize Boxes
Once this parameter is selected, the software will tend to gather the boxes in the middle of the pallet for palletizing.
Not selecting this parameter will prompt the software to attempt filling the entire pallet, ensuring even distribution of boxes and maximizing space utilization.
Adjust Block Size
Once this parameter is selected, the software will adjust the block size to reduce the gap width and increase the space utilization.
If there is a small quantity of a certain type of box in the order, not selecting this parameter can avoid excessive gap between the boxes in the upper layer, thus keeping the pallet pattern stable.
Hanging Percent
In the process of calculating pallet pattern, the hanging percent refers to the ratio of the dimensions which the upper box is allowed to extend beyond the current layer to the short side of the box, when a new stacking layer is placed on the current layer.
If box A is placed in the upper layer, the hanging percent then refers to the ratio of the dimensions which the upper box is allowed to extend beyond the corresponding area in the lower layer to the short side of the box A. If the percentage is too large, the box may not get sufficient support from the lower layer.
Min Block Area Usage Percent
When using the optimal pallet pattern, it is frequently observed that a block remains partially unfilled, which may be caused by two reasons. First, even with the optimal pallet pattern, it is challenging to completely fill the block. For instance, if the block is 10.8 times the area of a box. Secondly, the boxes may be not enough. In such a scenario, by adjusting this parameter, you can ensure that the area usage percent of all blocks in the pallet pattern is at least the set value. The area usage rate for each block is usually not expected to be very low, so it is recommended to keep the default value as 0%.
InBatchesSetting
Check Label Outwards
This parameter is only used for checking the pallet pattern and does not include the calculation of the pallet pattern. The obtained multiple pallet pattern solutions will be inspected, and only those pallet patterns where all box labels face outward will be remained. After inspection, it is possible that not all boxes in the obtained pallet patterns have labels facing outward. In this case, the software will output an empty pallet pattern, indicating that a suitable solution was not found.
Search Depth
As the search depth increases, more pallet pattern results can be obtained, and theoretically better pallet patterns may be obtained. However, as the search depth increases, the computation time increases accordingly.
It is recommended to test different search depths according to the actual situation, especially the performance of the industrial personal computer.
Fixed SKU Sequence
Once this option is selected, palletize in the SKU order specified in the offline order file.
When this option is not selected, boxes with smaller SKU will be palletized first.
Ascending Top
Selecting this parameter ensures that the top surface height of later-placed boxes is higher than or equal to that of previously placed boxes.
Max Time Per Branch
Set a time limit for branch calculations; if the branch calculation exceeds this limit, the results obtained up to that point should be considered as the final results, and subsequent calculations should be stopped.
Merge SKU
Scoring Parameters
When the Offline Method is set to In batches, this parameter group is used to sort and filter feasible pallet patterns. Generally, keep the default settings.