Vérifier la précision absolue du robot
La vérification de la précision absolue du robot nécessite généralement des équipements spécialisés tels qu’un laser tracker et un logiciel d’étalonnage. Avant de déployer la solution de vision, vous devez vérifier vous-même la précision absolue du robot ou contacter le fabricant du robot pour qu’il la vérifie et fournisse un rapport de contrôle de la précision absolue du robot.
L’évaluation de la précision absolue du robot est très complexe. Cet article propose plusieurs méthodes d’évaluation qualitative courantes. Ces méthodes ne peuvent pas remplacer les contrôles quantitatifs de la précision absolue du robot.
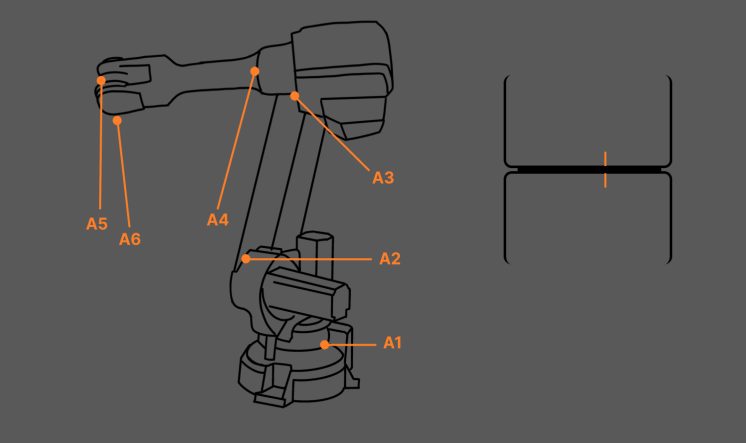
Vérifier la position zéro du robot
Lorsque les robots quittent l’usine, ils sont généralement testés à l’aide d’instruments pour établir la position zéro standard du robot. À la position zéro standard, les repères de chaque axe sont alignés.
| Certains fabricants de robots fournissent les valeurs d’encodeur pour chaque axe lorsque le robot est en position zéro standard. Ces valeurs ne changeront pas tant que le moteur d’articulation et l’encodeur ne sont pas dissociés. |
Méthode de vérification : À la position zéro standard, vérifiez si les repères de chaque axe sont alignés.
-
À la position zéro, si les repères ne présentent pas de déviations significatives, vous pouvez vérifier ensuite la cohérence entre la valeur dans le pupitre d’enseignement et la valeur d’usine.
-
Si les repères sont manifestement non alignés, les exigences de précision du robot pour des applications de haute précision ne peuvent pas être satisfaites par un étalonnage manuel de la position zéro. Dans ce cas, contactez le fabricant du robot pour obtenir une assistance pour l’étalonnage du point zéro.
Pour plus d’informations sur la méthode d’étalonnage, consultez les publications Étalonnage de la position zéro du robot sur la communauté.
Vérifier l’erreur de distance de déplacement
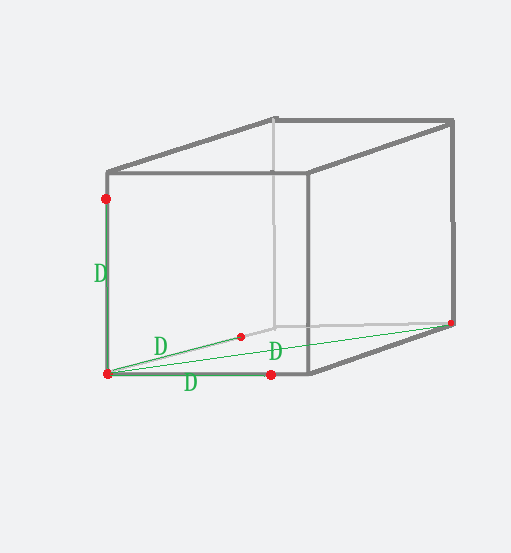
Utilisez le pupitre d’enseignement pour contrôler le robot afin qu’il se déplace d’une certaine distance le long d’une direction fixe (par exemple, direction X ou Y) dans l’espace de travail. Après le déplacement, comparez la distance théorique à la distance réelle parcourue par le robot et mesurez l’écart.
Méthode de vérification :
-
Sélectionnez deux points respectivement sur les axes X/Y/Z et sur les diagonales. Enregistrez la distance de déplacement du robot (D) sur le pupitre d’enseignement et mesurez la distance réelle (D') avec une règle. Comparez ensuite les écarts.
-
(Recommandé) Mesurez l’erreur dans les trois directions (XYZ) et à différentes positions.
Critères de vérification :
Plus l’écart global est faible, plus l’erreur de distance de déplacement est faible et plus la précision absolue du robot est élevée. La précision absolue du robot est généralement de l’ordre du submillimètre. Si l’erreur de distance de déplacement est trop grande (par exemple supérieure à ±1 mm), veuillez contacter le fabricant du robot pour étalonner la précision absolue du robot.
Vérifier la précision du septième axe du robot
Si le projet utilise un robot à sept axes (avec rail coulissant), pour vérifier la précision absolue du septième axe, déplacez plusieurs fois le robot d’une distance fixe le long de la direction du rail, puis vérifiez l’écart de la distance de déplacement.
Si l’erreur de répétabilité du robot est importante (par exemple, quelques millimètres), la précision du septième axe du robot est insuffisante. Contactez le fabricant du robot pour étalonner la précision du robot.
Confirmer la précision du TCP du robot
Vérifier le montage de la pince
Si la pince du robot n’est pas montée de manière sûre, la précision du TCP sera affectée. Les mesures pour garantir un montage sécurisé de la pince comprennent :
-
Structure de support adaptée : Lors du choix de la structure de support, tenez compte des conditions de répartition uniforme des forces afin de garantir que la structure répond aux exigences de charge de la pince et du robot.
-
Utilisation de rondelles plates et fendues : En général, pour l’assemblage de pièces métalliques (fabriquées dans des matériaux d’une certaine dureté), ajoutez des rondelles plates et des rondelles fendues. Pour les trous en forme de U, ajoutez des rondelles plates avec des rondelles fendues.
-
Application de frein-filet : Appliquez un frein-filet de force appropriée, tel qu’un frein-filet faible ou moyen, sur les assemblages boulonnés des composants de la pince afin d’augmenter la résistance des fixations au desserrage.
-
Choix de la longueur de vis appropriée : Sélectionnez des vis d’une longueur adaptée en fonction du matériau et des spécifications des composants à assembler. Assurez-vous que la longueur d’engagement de la vis respecte les spécifications pour différents matériaux tels que l’aluminium et l’acier.
-
Marquage anti-desserrage des vis : Appliquez des repères au crayon gras blanc sur les vis afin de faciliter la détection de l’état de serrage, améliorant l’efficacité des inspections et de la maintenance ultérieures.
-
Principes d’assemblage pour les boulons groupés : Lors du serrage de boulons groupés, suivez les principes de serrage progressif, symétrique et par étapes afin d’assurer une uniformité de serrage des boulons et de réduire le risque de déformation des composants assemblés.
-
Exigences de couple de serrage pour les assemblages filetés : Utilisez une clé standard pour vous assurer que l’écrou est serré avec le couple de serrage exact, évitant le sur-serrage et améliorant la solidité de la connexion.
-
Déployer un Programme de vérification de la pince pour contrôler régulièrement la déformation de la pince : La pince peut se déformer en raison d’un poids excessif ou d’une usure à long terme, ce qui peut entraîner des écarts lors de la préhension. Pour vérifier régulièrement si la pince est déformée, vous pouvez déployer un Programme de vérification de la pince. Les détails de déploiement sont les suivants :
-
Identifiez une position fixe dans le poste de travail qui est moins affectée par les facteurs environnementaux.
-
Créez un programme robot nommé « Programme de vérification de la pince ». Le programme doit simplement déplacer la pince (une pointe de celle-ci) aussi près que possible du point fixe. Assurez-vous que la trajectoire de mouvement du robot reste fixe.
-
Prenez une photo pour enregistrer la position de l’extrémité de la pince par rapport au point fixe. La position relative enregistrée dans la photo sera utilisée comme référence standard.
-
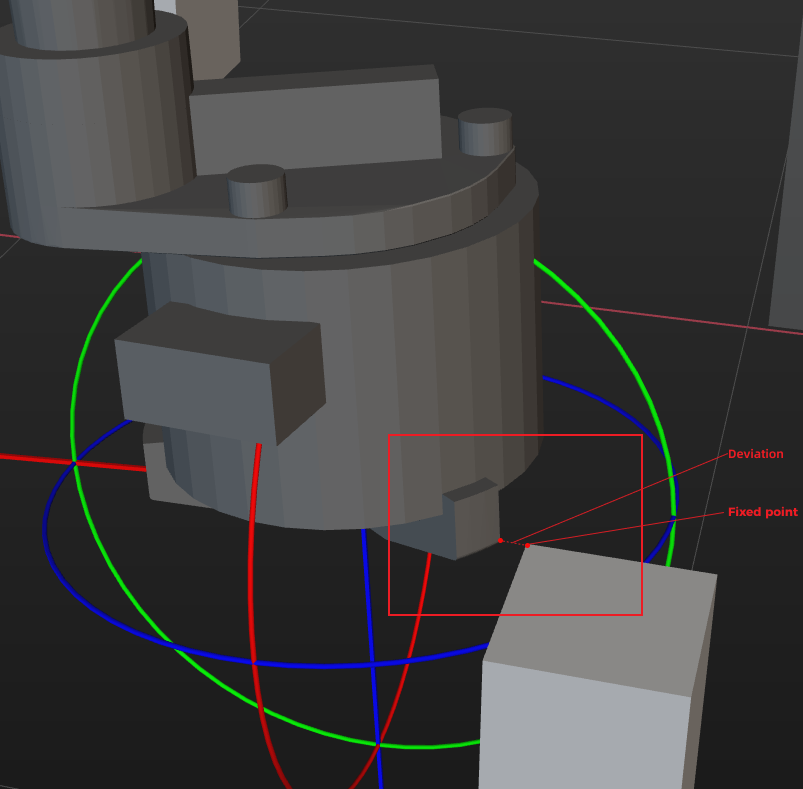
Effectuez une vérification visuelle régulièrement (hebdomadaire ou mensuelle). Si une différence notable de position relative est détectée, cela indique un changement de forme de la pince, comme montré dans la figure suivante à droite.
Position relative (standard) Position relative (avec écart) 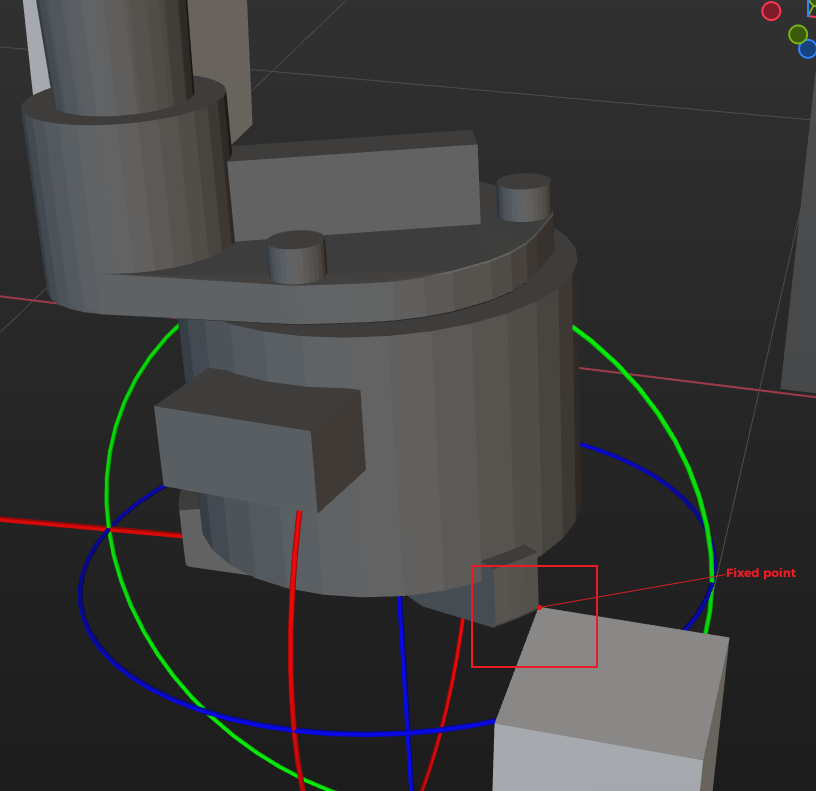
-
Évaluer la précision du TCP
Méthode de vérification :
Sélectionnez dans la barre de menu de Mech-Vision, puis sélectionnez dans la fenêtre Analyse des erreurs.
Reportez-vous à la méthode Vérifier en tournant autour d’un point précis fournie par l’outil d’analyse des erreurs pour évaluer la précision du TCP.
Les instructions détaillées sont montrées dans la figure ci-dessous.
Critères de vérification :
Si la pointe de la bride du robot coïncide avec une autre pointe, la précision du TCP est bonne ; s’il y a un grand écart, la précision du TCP est mauvaise.
Si la précision du TCP du robot est mauvaise, contactez le fabricant du robot pour étalonner le TCP. La communauté en ligne propose quelques publications à propos deInstructions d’étalonnage du TCP, qui ne sont données qu’à titre de référence.
Vérifier la distance entre le TCP et le centre du modèle de nuage de points
Si vous souhaitez ajouter un point de prise par enseignement, vérifiez la distance entre le TCP et le centre du modèle de nuage de points.
Dans les projets réels, il est recommandé de définir le TCP du robot près du centre du modèle de nuage de points afin de réduire les erreurs de prise. Si le TCP est éloigné du centre du modèle de nuage de points, une déviation de préhension du robot se produira, ce qui affecte la précision de la prise.