Vue d’ensemble de la précision de prélèvement
L’objectif de cet article est d’expliquer le concept de précision de prélèvement, de détailler les diverses sources pouvant entraîner des erreurs de prélèvement et de clarifier certaines idées reçues courantes sur les erreurs de prélèvement.
Introduction à la précision de prélèvement
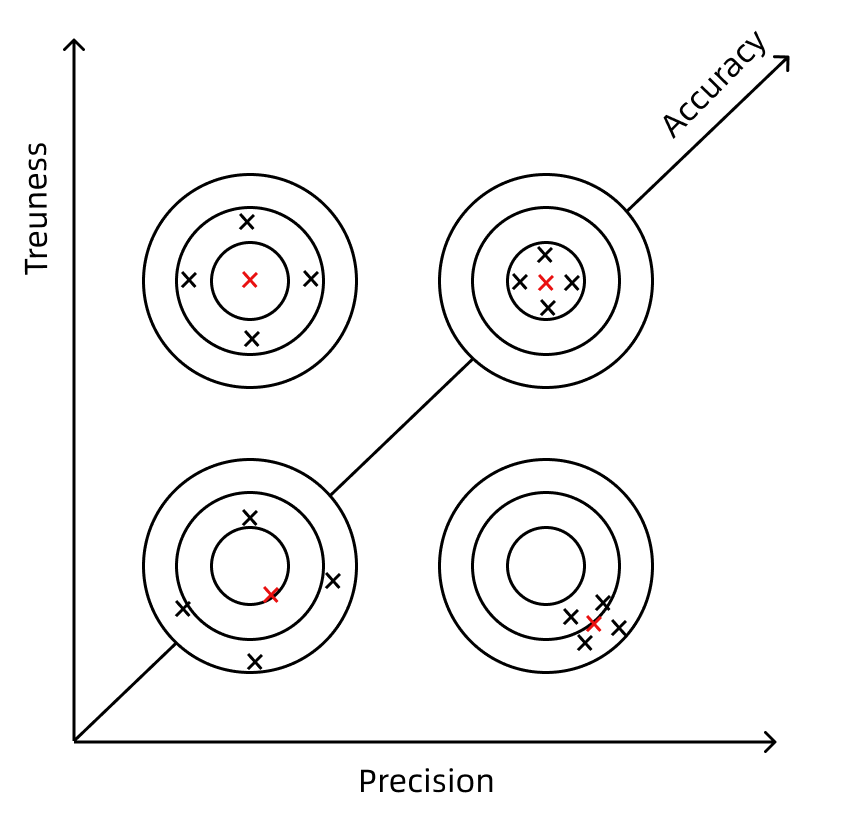
Avant d’aborder la précision de prélèvement, cet article clarifie trois concepts souvent confondus : justesse, fidélité et exactitude.
Selon la norme ISO 5725, ces trois concepts sont définis comme suit :
-
Justesse : La proximité entre la valeur attendue du résultat d’essai et la valeur vraie.
-
Fidélité : La cohérence des résultats d’essais indépendants dans des conditions spécifiées. Elle dépend de la distribution des erreurs aléatoires et est indépendante de la valeur vraie ou de la valeur spécifiée. Elle est généralement mesurée à l’aide de l’écart-type des résultats d’essai.
-
Exactitude : La proximité entre le résultat d’essai et la valeur vraie. Lorsqu’elle est utilisée dans un ensemble d’essais, l’exactitude inclut les erreurs aléatoires, ainsi que les erreurs systématiques communes et les composantes de biais. L’exactitude peut donc être considérée comme une combinaison de la justesse et de la fidélité.
La figure suivante illustre la relation entre ces trois concepts.
Dans les scénarios guidés par la vision 3D pour le prélèvement, la précision de prélèvement s’exprime comme la proximité de la position réelle de prélèvement du robot par rapport à la position de prélèvement attendue. Elle est généralement exprimée par des erreurs de prélèvement. Dans un projet réel, vous devez définir clairement les exigences de précision de prélèvement pour votre application, c’est-à-dire la plage d’erreur de prélèvement admissible dans les directions X/Y/Z.
Le processus de prélèvement guidé par la vision 3D du robot comprend les étapes suivantes :
-
La caméra capture des images : Tout d’abord, la caméra est utilisée pour capturer des images de la scène.
-
Le système de vision reconnaît l’objet cible : Grâce au système de vision, l’objet cible est reconnu dans l’image.
-
Le système de vision fournit la pose de prélèvement : Sur la base des paramètres extrinsèques, le système de vision convertit la pose de l’objet cible du repère de la caméra vers le repère du robot et fournit la pose de prélèvement.
-
Le robot prélève l’objet cible selon la pose de prélèvement : Le robot effectue l’action de prélèvement conformément à la pose de prélèvement obtenue.
Dans le processus de prélèvement, des erreurs peuvent être introduites à chaque étape ; l’erreur de prélèvement est donc globale et se compose de diverses erreurs accumulées tout au long du processus.
L’erreur de prélèvement provient principalement des aspects suivants :
-
Erreurs de la caméra
-
Erreurs du robot
-
Erreurs des paramètres extrinsèques
-
Erreurs de reconnaissance visuelle
-
Autres erreurs (par exemple collisions, montage instable)
Les sections suivantes décrivent en détail ce que signifie chaque erreur, les causes et la manière dont elle affecte la précision de prélèvement.
Sources d’erreur
Erreurs de la caméra
Les erreurs de la caméra reflètent l’exactitude de la caméra elle-même. L’exactitude de la caméra comprend principalement l’exactitude absolue de la caméra et la répétabilité de la caméra.
Exactitude absolue de la caméra
L’exactitude absolue de la caméra (également appelée exactitude calibrée) désigne la proximité entre la valeur mesurée et la valeur vraie de la distance entre deux points dans le champ de vision. Elle est égale à la justesse.
Méthode de mesure : Utilisez une barre en céramique comme jauge étalon pour la mesure. En utilisant le nuage de points capturé de la barre, vous pouvez ajuster la surface sphérique afin de calculer les coordonnées du centre sphérique et la distance du centroïde sphérique. Vous pouvez ensuite comparer la distance du centroïde sphérique mesurée à la valeur vraie. La barre est placée à 7 positions dans l’espace 3D et son centroïde sphérique est ajusté. Les erreurs médiane et maximale du centroïde sphérique sont calculées comme l’exactitude absolue.
| L’erreur correspond à la valeur de l’erreur de distance entre les centres divisée par la distance réelle entre les centres des billes. |
L’exactitude absolue des caméras Mech-Mind est strictement vérifiée avant la sortie d’usine. Pour les indicateurs d’exactitude absolue des différents modèles de caméras, consultez Spécifications techniques de la caméra.
Les facteurs susceptibles d’affecter l’exactitude absolue d’une caméra peuvent inclure :
-
Problèmes matériels : La caméra elle-même peut être défectueuse ou endommagée, par exemple des problèmes liés à l’objectif, au capteur ou à d’autres composants.
-
Changements environnementaux : Les modifications de facteurs environnementaux tels que les conditions d’éclairage, la température, l’humidité, etc., peuvent affecter les performances de la caméra, entraînant une diminution de l’exactitude absolue, par exemple une dérive de température de la caméra.
-
Déformation mécanique : Une déformation ou un desserrage de la structure mécanique de la caméra ou de son châssis de montage peut provoquer une instabilité de la position de la caméra, ce qui peut affecter l’exactitude absolue.
Répétabilité de la caméra
La répétabilité de la caméra se divise en répétabilité de la valeur Z au point et répétabilité de la valeur Z sur une région.
-
Répétabilité de la valeur Z au point (1σ) : Un écart-type de 100 mesures de la valeur Z du même point. La répétabilité de la valeur Z au point est utilisée pour évaluer l’exactitude d’un pixel unique dans la direction Z.
Méthode de mesure : Une plaque en céramique est utilisée comme objet de mesure. Après que la caméra a atteint l’équilibre thermique, elle capture des images de la plaque en céramique 100 fois à des intervalles de 5 secondes. L’écart-type médian de la valeur de profondeur de chaque position de pixel, calculé sur 100 captures, est calculé.
-
Répétabilité de la région Z (1σ) : Un écart-type des différences de moyennes en Z entre deux régions mesurées 100 fois sur la carte de profondeur. La répétabilité de la région Z (1σ) est utilisée pour évaluer l’exactitude du plan ajusté dans la direction Z.
Méthode de mesure : Une plaque en céramique est utilisée comme objet de mesure. Après que la caméra a atteint l’état d’équilibre thermique, elle capture des images de la plaque en céramique 100 fois à un intervalle de 5 secondes. Un écart-type des différences de moyennes en Z entre les deux régions (200*200 pixels) sur 100 mesures est calculé.
Dans les applications guidées par la vision 3D, la répétabilité de la valeur Z au point présente un intérêt pratique supérieur comme référence.
Les principaux facteurs influençant la répétabilité sont :
-
Distance de travail : Plus la distance de travail est importante, plus la répétabilité diminue rapidement.
-
Problèmes matériels : La caméra elle-même peut être défectueuse ou endommagée, par exemple des problèmes liés à l’objectif, au capteur ou à d’autres composants.
-
Changements environnementaux : Les modifications de facteurs environnementaux tels que les conditions d’éclairage, la température, l’humidité, etc., peuvent affecter les performances de la caméra, entraînant une diminution de la répétabilité, par exemple une dérive de température de la caméra.
-
Déformation mécanique : Une déformation ou un desserrage de la structure mécanique de la caméra ou de son châssis de montage peut provoquer une instabilité de la position de la caméra, ce qui peut affecter la répétabilité.
Dérive de température de la caméra
La dérive de température de la caméra désigne le phénomène selon lequel la déformation thermique des composants à l’intérieur de la caméra due aux variations de température entraîne une dérive du nuage de points de la caméra. La dérive de température de la caméra peut être causée par les facteurs suivants :
-
Déformation sous contrainte, pertes ou vieillissement des composants internes.
-
Changements dans l’environnement extérieur, tels que la température, l’humidité, la pression, etc.
Le phénomène de dérive thermique affecte les valeurs de chaque dimension du nuage de points et impacte la répétabilité ainsi que l’exactitude absolue de la caméra.
Classification de la dérive de température
Selon la source du changement de température, la dérive de température peut être divisée en deux catégories : dérive à l’échauffement et dérive thermique environnementale.
-
La dérive à l’échauffement désigne la dérive du nuage de points causée par la variation de température de la caméra 3D pendant le processus de démarrage à froid.
-
La dérive thermique environnementale désigne la dérive du nuage de points causée par des changements de température et d’humidité ambiantes.
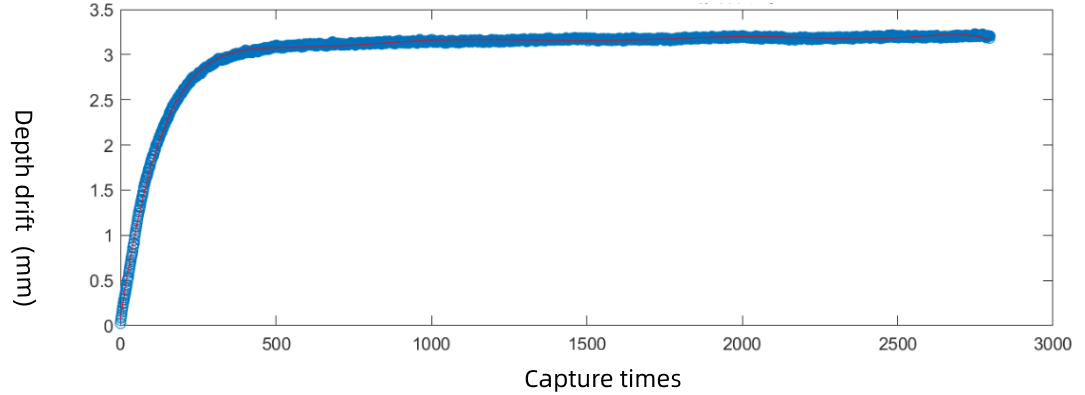
La figure ci-dessous montre une courbe typique de dérive à l’échauffement pour une caméra LSR L-GL, l’axe vertical représentant la variation de la valeur de profondeur du plan capturé par la caméra et l’axe horizontal le nombre de prises de vue. La caméra capture toutes les 5 secondes, et après environ 400 captures (environ 33 minutes), l’équilibre thermique est atteint. La valeur de profondeur évolue d’environ 3 mm lorsque l’équilibre thermique est atteint.
Gérer la dérive de température
-
Préchauffage et échauffement : Afin de réduire la survenue de prélèvements inexacts, la caméra doit être préchauffée et mise en température lors de la calibration main-œil, la calibration des paramètres intrinsèques de la caméra, la correction des paramètres intrinsèques ou la calibration d’autres paramètres de compensation. Vous pouvez réchauffer la caméra par l’une des méthodes suivantes :
-
Se connecter à la caméra via le logiciel Mech-Eye Viewer ou l’API Mech-Eye et capturer des images en continu pendant plus de 30 minutes. Effectuer un échauffement de plus de 45 minutes pour les applications à haute précision ;
-
Mettre la caméra sous tension et la maintenir en veille pendant plus de 40 minutes.
-
-
Maintenir relativement stables la température, l’humidité et la pression de l’environnement dans lequel l’application fonctionne.
-
Déployer un système « Auto-correction de la dérive du système » : Il permet non seulement de résoudre le problème de dérive de température de la caméra, mais aussi de garantir la fiabilité et la stabilité opérationnelle du système de vision 3D.
De plus, la stabilité de la caméra et du châssis de montage de la caméra a un impact direct sur l’exactitude absolue et la répétabilité de la caméra.
Erreurs du robot
Les erreurs liées au robot comprennent principalement l’erreur d’exactitude propre au robot et l’erreur des paramètres du modèle du robot.
Erreur d’exactitude du robot
L’exactitude du robot se divise en la répétabilité (positionnement) du robot et l’exactitude absolue (positionnement) du robot.
-
La répétabilité du robot désigne le degré de fluctuation de la position du robot lorsqu’il atteint de manière répétée un point dans l’espace.
-
L’exactitude absolue du robot désigne l’écart par rapport à la position cible lorsque le robot atteint un point dans l’espace. Mesurer la différence entre la distance linéaire paramétrée et la distance de déplacement réelle est un moyen approximatif de déterminer l’exactitude absolue du robot.
Pour les applications qui utilisent le pupitre d’apprentissage du robot pour enseigner la trajectoire de mouvement (applications non guidées par la vision 3D), la précision de prélèvement n’est affectée que par la répétabilité du robot. En revanche, dans les applications guidées par la vision 3D, les poses de prélèvement sont fournies par le système de vision, et la précision de prélèvement est principalement affectée par l’exactitude absolue du robot.
Les facteurs courants qui entraînent une baisse de l’exactitude absolue du robot sont :
-
La position zéro du robot est perdue.
-
Erreur d’exactitude du TCP.
-
Le robot n’est pas monté de manière sécurisée.
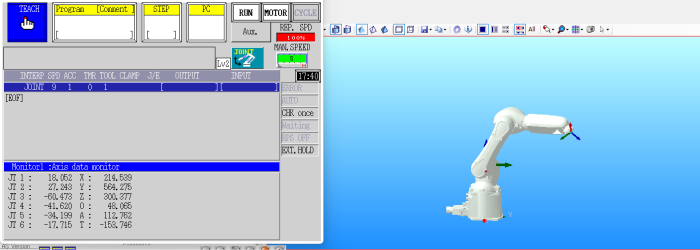
Perte de la position zéro du robot
En cas de suspicion de problèmes d’exactitude du robot, vérifiez d’abord s’il existe un décalage de la position zéro de chaque axe. La position zéro du robot correspond à la position zéro de l’encodeur sur chaque axe du robot. Un décalage de la position zéro entraîne une erreur entre les valeurs des axes affichées sur le pupitre d’enseignement du robot et les angles des axes réels du robot. L’exactitude absolue du robot sera réduite si la position zéro du robot est perdue.
La perte de la position zéro peut survenir dans les conditions suivantes :
-
Lorsqu’un nouveau robot a été acheté, le fabricant du robot n’a pas réalisé la calibration de la position zéro du robot.
-
Le robot a perdu sa position zéro pendant le transport.
-
La batterie est remplacée en raison d’une faible charge.
-
Le corps du robot ou le contrôleur a été remplacé.
-
Les données de comptage de l’encodeur sont perdues.
-
Une action de calibration de la position zéro incorrecte a été effectuée.
Erreur d’exactitude du TCP
Dans les applications de prélèvement, l’extrémité du robot est généralement équipée d’un outil de prélèvement, tel qu’une ventouse ou une pince. L’outil est considéré comme une extension de la bride du robot et peut avoir différentes formes.
Le système du robot décrit et contrôle sa position en fonction du TCP (Tool Center Point, point central de l’outil) du robot, et établit un repère d’outil pour l’outil, transférant ainsi le point de contrôle du robot vers l’outil.
Pour les applications qui utilisent la méthode d’enseignement pour apprendre au robot la trajectoire de mouvement, même les applications présentant des erreurs de TCP peuvent fonctionner. Cependant, pour les applications robotiques guidées par la vision 3D, la trajectoire de mouvement du robot est généralement fournie par le système de vision, de sorte que les erreurs de TCP entraînent des erreurs de prélèvement.
Les principales causes d’erreurs de TCP sont :
-
La définition du TCP est imprécise.
-
L’outil n’est pas monté de manière sécurisée.
Erreurs dans les paramètres du modèle du robot
Outre l’exactitude du robot lui-même, l’exactitude du modèle de robot utilisé par le système de vision affecte également la précision de prélèvement.
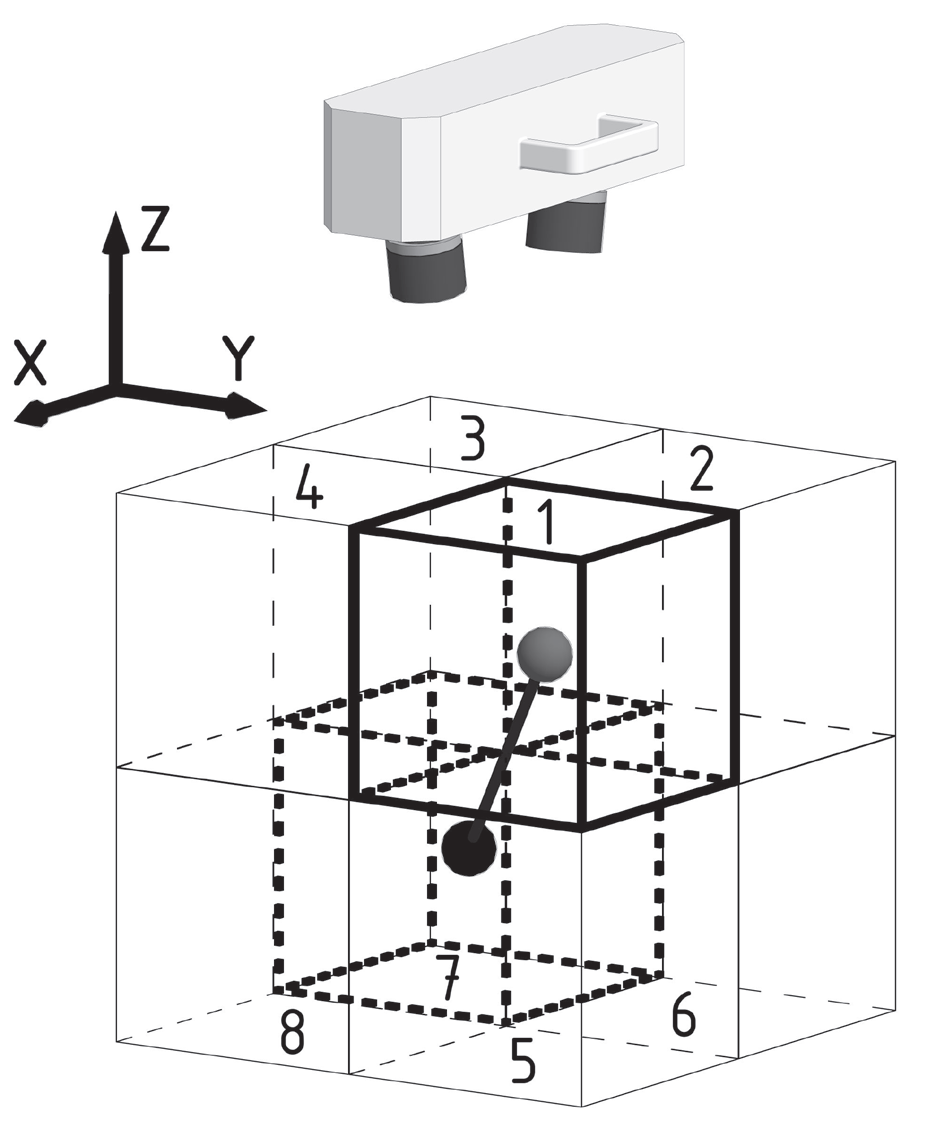
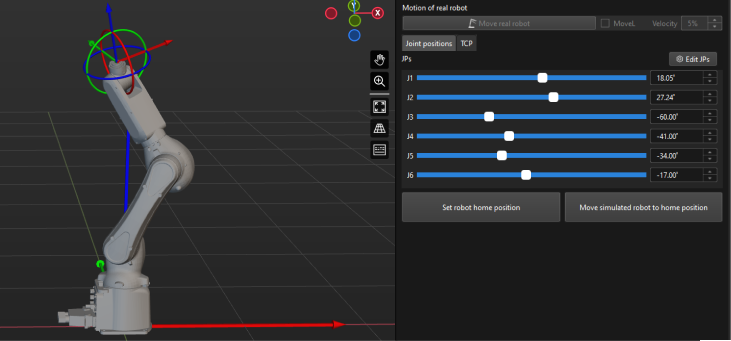
Les projets Mech-Viz utilisent des modèles de robots pour la simulation et la planification de trajectoire. Si les paramètres du robot sont définis de manière imprécise lors de la création du modèle de robot, la pose du robot et la pose de l’outil dans le logiciel ne correspondront pas à celles du robot réel, comme illustré ci-dessous.
| Pose du robot réel | Pose du robot simulé |
|---|---|
|
|
Si la pose du robot et la pose de l’outil dans le logiciel ne correspondent pas à celles du robot réel, les problèmes suivants peuvent survenir :
-
Des poses de robot incorrectes ont été utilisées lors de la calibration main-œil, entraînant une grande erreur dans les résultats de calibration ou un échec de la calibration.
-
Le système de vision envoie des résultats visuels incorrects au robot.
-
Le système de vision envoie des points de passage incorrects au robot, entraînant une imprécision du prélèvement, un échec du prélèvement ou une collision avec des objets de l’environnement.
Erreurs des paramètres extrinsèques
Les paramètres extrinsèques décrivent la transformation de pose entre le repère du robot et le repère de la caméra. Les paramètres extrinsèques doivent être obtenus par calibration main-œil. L’erreur du résultat de calibration main-œil correspond à l’erreur des paramètres extrinsèques de la caméra.
L’erreur des paramètres extrinsèques est également une erreur globale qui cumule les erreurs de la caméra, les erreurs du robot et d’autres erreurs.
Les principaux facteurs influençant l’erreur des paramètres extrinsèques sont :
-
Qualité du nuage de points.
-
Exactitude absolue de la caméra.
-
Exactitude absolue du robot.
-
Le panneau de calibration est-il monté de manière sécurisée.
-
Le panneau de calibration tremble-t-il pendant la collecte des données de calibration.
Une grande erreur dans les paramètres extrinsèques peut entraîner un important décalage entre la pose de prélèvement fournie par le système de vision et la position de prélèvement attendue, ce qui conduit à un prélèvement imprécis par le robot.
Erreur de reconnaissance visuelle
Les erreurs de reconnaissance visuelle reflètent l’exactitude et la répétabilité de la reconnaissance dans le projet de vision.
|
Les projets de vision utilisent généralement les algorithmes suivants pour la reconnaissance :
|
Les facteurs qui affectent l’erreur de reconnaissance visuelle comprennent principalement quatre aspects :
-
Résultat d’apprentissage profond inapproprié : Lorsque la qualité de l’entraînement ou les paramètres des modèles d’apprentissage profond sont inappropriés, l’erreur de reconnaissance peut augmenter.
-
Résultat d’appariement 3D non qualifié : L’imprécision des algorithmes d’appariement 3D ou des réglages d’algorithmes d’appariement inadaptés peut réduire l’exactitude du positionnement de l’objet cible dans l’espace 3D, affectant ainsi l’exactitude de la reconnaissance.
-
Stratégie d’ajustement de la pose inappropriée : Une stratégie d’ajustement de la pose inappropriée peut conduire à une estimation incorrecte de la pose de l’objet cible dans le système de vision, affectant ainsi l’exactitude et la robustesse de la reconnaissance. Un ajustement correct de la pose est crucial pour un positionnement de haute précision.
-
Erreur de répétabilité de la reconnaissance : Si le système de vision effectue de manière répétée des tâches de reconnaissance, l’accumulation d’erreurs ou une répétabilité insuffisante affectera davantage la stabilité et la fiabilité du système. Par conséquent, maintenir une bonne répétabilité de la reconnaissance est crucial pour les systèmes fonctionnant sur de longues durées.
Les facteurs qui affectent l’erreur de reconnaissance visuelle seront expliqués en détail ci-dessous.
Résultat d’apprentissage profond inapproprié
Les facteurs qui conduisent à des résultats d’apprentissage profond inappropriés dans le projet de vision incluent :
-
Qualité des images 2D capturées par la caméra : Si l’image 2D capturée est surexposée ou sous-exposée, cela affecte directement le résultat d’inférence de l’apprentissage profond. Ce problème est généralement résolu en ajustant les paramètres d’exposition 2D. En présence d’une forte lumière ambiante, des mesures d’ombrage doivent être prises pour améliorer la qualité de l’image.
-
Qualité du modèle d’apprentissage profond : La qualité de l’image 2D acquise et du modèle d’apprentissage profond entraîné impacte directement l’inférence de l’apprentissage profond. Des images claires et de haute qualité pour l’entraînement du modèle et des jeux de données représentatifs améliorent le résultat de l’apprentissage profond.
-
Paramétrage de l’apprentissage profond : Un réglage approprié des paramètres d’apprentissage profond améliore l’exactitude de la segmentation d’instances. En ajustant finement ces paramètres, vous pouvez adapter les performances du modèle à différents scénarios pour obtenir le meilleur résultat d’inférence en apprentissage profond. Examinez et mettez périodiquement à jour les paramètres afin de tenir compte des éventuelles évolutions du système.
Résultat d’appariement 3D non qualifié
Les facteurs qui conduisent à des résultats d’appariement 3D non qualifiés dans les projets de vision incluent principalement :
-
Qualité du nuage de points : Si la qualité du nuage de points capturé par la caméra est médiocre, cela affecte directement la qualité du modèle de nuage de points créé et du nuage de points de la scène, réduisant ainsi l’exactitude de l’appariement 3D.
-
Exactitude du modèle de nuage de points et des points de prélèvement : Le modèle de surface et le modèle d’arête offrent des niveaux d’appariement différents. Le modèle de surface fournit une plus grande exactitude d’appariement, mais la vitesse de reconnaissance est plus lente lorsqu’il est utilisé. Lors de la création du modèle, vous pouvez ajouter des points de prélèvement par glisser-déposer ou par enseignement. Les points de prélèvement ajoutés par enseignement sont plus précis. Par conséquent, dans les scénarios où une grande exactitude est requise, où les orientations des pièces sont relativement cohérentes et où les erreurs de TCP du robot sont difficiles à évaluer, il est recommandé d’ajouter les points de prélèvement par enseignement pour améliorer l’exactitude.
-
Paramétrage de l’algorithme d’appariement : Des réglages inappropriés de l’algorithme d’appariement peuvent avoir un impact négatif sur les résultats et la répétabilité. Pour garantir un appariement précis, sélectionnez et configurez correctement l’algorithme d’appariement, en particulier dans les scénarios complexes et lorsque les types de pièces doivent être basculés. Ajustez les paramètres de l’algorithme en temps voulu pour répondre aux exigences réelles et améliorer l’effet d’appariement ainsi que la stabilité du système.
Stratégie d’ajustement de la pose inappropriée
L’applicabilité de la stratégie d’ajustement de la pose doit être déterminée en fonction des scénarios spécifiques. Dans certains cas, des stratégies d’ajustement de la pose inappropriées peuvent entraîner des erreurs de prélèvement. Par exemple, lors de la construction d’un projet, si l’on suppose que les pièces se trouvent sur le côté gauche du bac et que l’on ignore la possibilité qu’elles apparaissent sur le côté droit du bac, cela peut entraîner des déviations de prélèvement.
Les raisons d’une stratégie d’ajustement de la pose inappropriée incluent :
-
Manque de prise en compte globale : Parfois, lors de la conception de stratégies d’ajustement de la pose, il peut manquer une prise en compte approfondie des divers changements de position et des différences de situation que peut subir une pièce. Une prise en compte globale insuffisante peut conduire à une adaptabilité inadéquate aux scénarios spécifiques.
-
Retard de mise à jour face aux changements environnementaux : Les environnements de travail peuvent changer en raison de modifications de l’agencement, de remplacements d’équipements ou de changements dans la manière dont les pièces sont positionnées. Si les stratégies d’ajustement de la pose ne sont pas mises à jour rapidement pour refléter ces changements, la stratégie peut devenir inefficace et incapable de s’adapter avec précision aux nouveaux scénarios de travail.
-
Manque de flexibilité : Certaines stratégies d’ajustement de la pose peuvent être conçues de manière trop rigide, manquant de flexibilité pour tenir compte de la diversité des positions des pièces. Une flexibilité insuffisante peut entraîner des déviations dans des situations qui n’ont pas été suffisamment envisagées.
Pour assurer l’exactitude des stratégies d’ajustement de la pose, considérez de manière exhaustive les changements potentiels des positions des pièces et mettez à jour rapidement les stratégies d’ajustement de la pose afin de s’adapter à l’évolution des environnements de travail. Inspectez et optimisez régulièrement les réglages de l’algorithme d’ajustement de la pose pour garantir des ajustements précis dans différents scénarios et minimiser les taux d’erreurs.
Erreur de répétabilité de la reconnaissance
La répétabilité de la reconnaissance est un indicateur critique de la stabilité d’un projet de vision, et elle est influencée par divers facteurs.
-
Traitement du nuage de points : L’environnement lumineux, les caractéristiques des matériaux de la pièce et les propriétés réfléchissantes des objets environnants ont un impact significatif sur l’efficacité du nuage de points de la pièce. Pour renforcer la robustesse du traitement du nuage de points, prenez en compte de manière exhaustive et adaptez-vous aux différentes conditions d’éclairage et aux propriétés de surface des objets afin de réduire les erreurs de répétabilité.
-
Influence matérielle : L’influence de la température sur le matériel de la caméra affecte les paramètres intrinsèques et extrinsèques de la caméra ainsi que l’exactitude de la transformation de pose. Par conséquent, limiter les variations de température et ajuster en temps utile les paramètres intrinsèques et extrinsèques contribue à garantir la stabilité du système.
-
Choix de la méthode de reconnaissance visuelle : La stabilité du système est directement affectée par l’utilisation ou non de la segmentation d’instances, la sélection de l’algorithme d’appariement, le réglage des paramètres d’appariement et les réglages des points de prélèvement. Choisissez une méthode de reconnaissance visuelle adaptée aux scénarios spécifiques et optimisez les paramètres d’appariement. Cela aide le système à s’adapter plus efficacement à diverses conditions de travail.
-
Logique de décision et prévention des erreurs : La combinaison d’une logique de décision et de fonctions de prévention des erreurs est également cruciale. Des logiques de décision ou des fonctions de prévention des erreurs mal conçues peuvent amener le système à gérer de manière inadéquate les situations anormales, affectant ainsi la stabilité globale.
Par conséquent, pour améliorer la stabilité du projet de vision, pensez et concevez de manière exhaustive des aspects tels que le traitement du nuage de points, l’ajustement de la pose, le choix de la méthode de reconnaissance visuelle et la logique de décision. Cela réduit les erreurs de répétabilité de la reconnaissance, garantissant un fonctionnement fiable du système dans diverses conditions de travail.
Autres erreurs
Erreurs introduites par un montage de caméra non sécurisé
L’erreur introduite par un montage de caméra non sécurisé est l’un des problèmes courants dans le système de vision. Lorsque la caméra et son châssis de montage ne sont pas fixés de manière sécurisée, le mouvement du robot ou les vibrations dans l’environnement peuvent provoquer des secousses de la caméra, affectant ainsi la qualité de l’imagerie. Cela impacte directement l’exactitude absolue et la répétabilité de la caméra.
Pour éviter de telles erreurs, fixez soigneusement la caméra et son châssis de montage lors de l’étape « configuration matérielle du système de vision » afin de garantir la solidité de leurs structures.
Erreurs introduites par un montage du robot non sécurisé
Un montage du robot non sécurisé peut également entraîner des erreurs du système. Si la base du robot est instable, la répétabilité et l’exactitude absolue du robot seront réduites si le robot tremble pendant ses mouvements.
Pour résoudre ces problèmes, assurez-vous que le robot est fixé de manière sécurisée en ajustant correctement sa position de montage et sa structure lors de l’étape « configuration matérielle du système de vision ».
Déformation matérielle
La déformation matérielle est une autre source d’erreur qui nécessite une attention particulière. Pendant la production, des composants matériels tels que la caméra, l’outil du robot et le châssis de montage de la caméra peuvent être déformés à la suite d’une collision, affectant ainsi l’exactitude de la caméra, du TCP ou du prélèvement.
Pour éviter les erreurs causées par la déformation matérielle, vérifiez rapidement l’intégrité des composants matériels et remplacez ou réparez-les si une déformation est détectée. L’inspection et la maintenance régulières des composants matériels tout au long du processus de production sont des mesures importantes pour garantir la stabilité du système.
Remarques sur la précision de prélèvement
Pour une meilleure compréhension de la précision de prélèvement, veuillez considérer l’explication suivante :
-
La précision de prélèvement, généralement représentée par l’erreur de prélèvement, désigne la proximité de la position réelle de prélèvement du robot par rapport à la position de prélèvement attendue.
-
Les erreurs de prélèvement impliquent les effets cumulatifs des erreurs à diverses étapes du prélèvement et reflètent directement la précision de prélèvement.
-
Pour garantir que les erreurs de prélèvement globales répondent aux exigences de précision d’un projet, optimisez le système en corrigeant ces erreurs.
-
L’objectif de la correction des erreurs n’est pas de les éliminer, mais de satisfaire aux exigences de précision du projet. Par exemple, s’il n’y a pas de problème avec la reconnaissance des pièces, il n’est pas nécessaire d’acquérir des nuages de points de toute la scène.
-
Dans les applications pratiques, bien que les erreurs ne puissent pas être complètement éliminées, des mesures appropriées peuvent être prises pour les réduire à un niveau raisonnable. Si les erreurs sont déjà à un niveau raisonnable, une réévaluation globale du problème n’est pas nécessaire.
-
Même si des erreurs sont identifiées, elles ne peuvent pas toujours être complètement corrigées. Par exemple, les erreurs dans les paramètres DH de certains robots peuvent être corrigées en modifiant les paramètres, mais tous les fabricants de robots ne prennent pas en charge cette méthode de modification.