大型部品の測定プロジェクトの構築手順
本節では、 大型部品 の測定プロジェクトの構築手順や原理、参考情報について説明します。
プロジェクトの構築手順
今回作成するプロジェクトは以下のような流れで処理を行います。
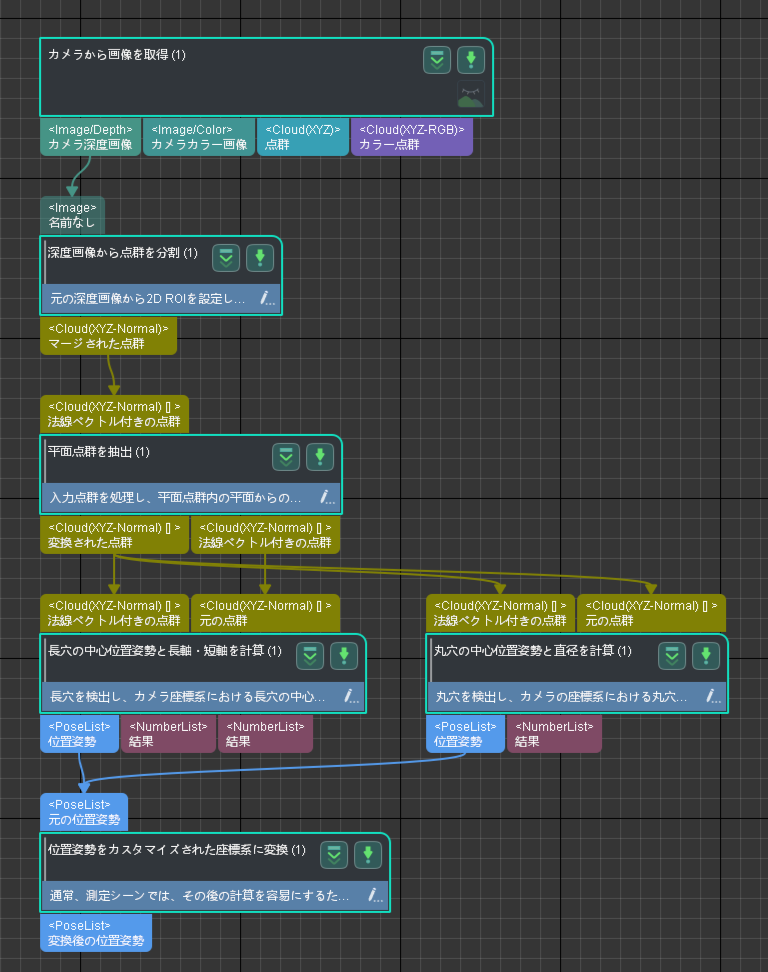
|
部品の特徴に応じて必要なステップを選択してください。丸穴を測定する場合、 丸穴の中心位置姿勢と直径を計算 を使用します。長穴を測定する場合、 長穴の中心位置姿勢と長軸・短軸を計算 を使用します。誤った使用すれば、誤った測定結果になることがあります。 |
原理
大型部品の測定プロジェクトでは、カメラ座標系での部品の位置姿勢を 基準座標系 にある位置姿勢を変換します。データ流れは以下の通りです。
-
高精度のカメラで画像を取得し、Mech-Visionの処理によりカメラ座標系での部品の丸穴または長穴の位置姿勢を取得します。
-
お客様から提供された部品図面に基づいて部品座標系を確立し、カメラ座標系での特徴位置姿勢を部品座標系に変換して表示します。
-
部品座標系での位置姿勢を 基準座標系 に変換します。
基準座標系での位置姿勢が出力されると、Mech-Visionの処理は終了します。
-
実際値と図面の設計値との差を計算します。
参考情報
- 大型部品
-
大型部品とは、長さが0.5mを超える部品を指します。通常、自動車、飛行機、船舶などの製造業向けの部品です。
- 基準座標系
-
基準座標系とは、大型部品が取り付けられている対象物座標系を指します。大型部品が自動車部品の場合、自動車本体の座標系は基準座標系となります。
- 丸穴と長穴
-
説明図は以下の通りです。
| 丸穴 | 長穴 |
|---|---|
|
|
大型部品には複数の異なる穴(丸穴または長穴)がある場合がありますので、検出順番と特徴の種類に応じてプロジェクトや パラメータレシピ を追加することができます。