Offline
파렛트 패턴 설정
상자 간의 최소 간격
상자 사이의 간격 너비(mm)입니다. 권장 값: 10~20mm.
최소 간격을 설정하면 상자가 밀착하게 쌓여 있을 때 충돌을 피할 수 있습니다. 충돌의 일반적인 원인에는 인식된 상자의 부정확한 치수나 포즈가 포함됩니다.
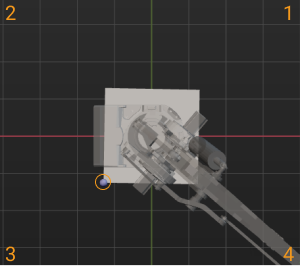
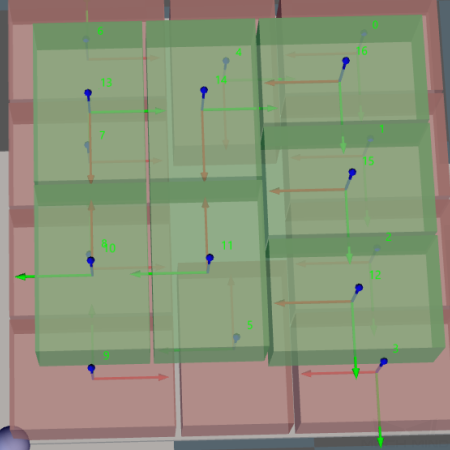
시작 코너
이 파라미터는 팔레타이징을 수행할 때 상자가 먼저 파렛트에 적재되는 코너를 지정합니다.
| 파라미터 | 설명 | 예시 그림 |
|---|---|---|
OO |
파렛트가 초기 위치에 있을 때, 위에서 아래로 볼 때 제3사분면에 위치한 파렛트 코너입니다. |
|
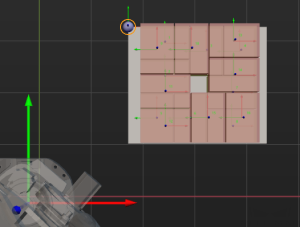
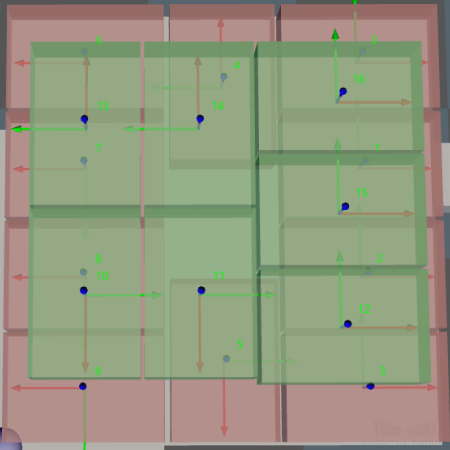
OY |
OO를 기준으로 로봇 베이스 기준 좌표계의 Y축 정방향에 위치한 파렛트 코너입니다. |
|
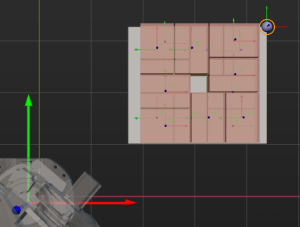
XY |
OO를 기준으로 로봇 베이스 기준 좌표계의 X축 정방향과 Y축 정방향을 따라 동시에 이동하여 얻은 파렛트 코너입니다. |
|
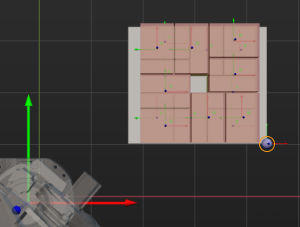
XO |
OO를 기준으로 로봇 베이스 기준 좌표계의 X축 정방향에 위치한 파렛트 코너입니다. |
|
오프라인 알고리즘
최적 적용 |
이 알고리즘은 상자 크기가 크게 다른 시나리오에 적용 가능합니다. 결국 계획된 파렛트 패턴은 다른 세 가지 방법을 사용하여 계획한 것만큼 정렬되지 않습니다. |
스택에 따라 배치 |
지정된 규칙(일반적으로 모델 또는 치수)에 따라 상자를 여러 스택으로 나눕니다. 동일한 스택에 속한 상자는 지정된 규칙에 따라 정렬될 수 있습니다. |
층에 따라 배치 |
“층”의 개념이 명확합니다. 동일한 크기의 상자는 동일한 층에 배치됩니다. 층이 동일한 크기의 상자로만 구성될 수 없는 경우 한 층을 4개의 영역으로 나뉘며 각 유형의 상자는 개별 영역에 배치됩니다. |
종류에 따라 배치 |
한 SKU의 팔레타이징은 다른 SKU의 팔레타이징이 완료된 후에만 시작할 수 있습니다. AGV 적재 시나리오에서 이 알고리즘은 AGV가 이동하는 횟수를 효과적으로 줄일 수 있습니다. |
4 SKU 혼합 팔레타이징 |
4가지 규격의 상자를 혼합하여 팔레타이징하는 경우에 적용 가능합니다. |
|
안정성 검사
파렛트 패턴에서 지탱 비율은 상자 바닥면적에 대한 상자 바닥면과 아래 층의 상자 상단 표면 사이의 접촉 면적의 백분율을 나타냅니다. 상자의 지탱 비율이 설정된 '최소 지탱 비율’보다 낮은 파렛트 패턴이 있는 경우, 해당 파렛트 패턴은 불안정한 것으로 간주되어 폐기됩니다. “최소 지탱 비율”은 파렛트 패턴을 필터링하는 데만 사용됩니다.
스택에 따라 배치
층에 따라 배치
상자를 중앙으로 모으기
이 파라미터를 선택하면 소프트웨어는 팔레타이징을 위해 파렛트 중앙에 상자를 모으는 경향이 있습니다.
이 파라미터를 선택하지 않으면 소프트웨어가 전체 파렛트 채우기 위해 상자가 고르게 분포되고 공간 활용도가 최대화됩니다.
층내 블록 확장 가능
이 파라미터를 선택하면 소프트웨어는 블록의 크기를 조정하여 전체적인 간격 너비를 줄이고 공간 활용도를 높입니다.
주문 수량에 특정 종류의 상자 수량이 상대적으로 적은 경우, 이 파라미터를 선택하지 않으면 위 층의 상자 사이에 매우 큰 간격이 발생하는 것을 방지하여 파렛트 패턴의 안정성을 높일 수 있습니다.
초과 허용 비율
파렛트 패턴을 계산하는 과정에서 현재 배치 중인 층 위에 배치 가능한 층이 새로 생기면 위 층 상자가 현재 층 범위를 초과하는 길이가 상자의 짧은 쪽 길이에 대한 비율을 나타냅니다.
예를 들어, 위 층에 상자 A가 이미 배치된 경우, ‘초과 허용 비율’은 위 층 상자가 아래 층의 해당 영역을 초과하는 길이가 상자 A의 짧은 쪽의 길이에 대한 비율을 나타냅니다. 이 비율이 너무 크면 상자가 아래 층에서 충분한 지탱을 받지 못할 수 있습니다.
최소 면적 이용률
최적의 파렛트 패턴을 사용할 때, 블록이 부분적으로 채워지지 않은 상태로 남아 있는 경우가 자주 나타납니다. 이는 두 가지 원인으로 인해 발생할 수 있습니다. 첫째, 최적의 파렛트 패턴을 사용하더라도 블록을 완전히 채우는 것이 어려운 상황입니다(예를 들어, 블록의 면적이 상자 면적의 10.8배인 경우). 둘쩨, 상자의 수량이 부족하기 때문일 수 있습니다. 이러한 시나리오에서는 이 파라미터를 조정하여 파렛트 패턴에 있는 모든 블록의 면적 이용률이 최소한 설정된 값이 되도록 보장할 수 있습니다. 각 블록의 면적 이용률은 일반적으로 그다지 낮을 것으로 예상되지 않으므로 기본값을 0%로 유지하는 것이 좋습니다.
종류에 따라 배치
상자 레이블이 바깥쪽을 향하는지 체크하기
이 파라미터는 파랫트 패턴 검사에만 사용되며 파렛트 계산에 사용되지 않습니다. 획득된 다양한 파렛트 패턴에 대해 검사하며, 모든 레이블이 상자의 바깥쪽을 향하는 파렛트 패턴만 보류합니다. 검사 후, 획득한 파렛트 패턴의 모든 상자에 레이블이 바깥쪽을 향하고 있지 않을 수도 있습니다. 이 경우 소프트웨어는 빈 파렛트 패턴을 출력하여 적합한 솔루션을 찾지 못했음을 나타냅니다.
검색 뎁스
이 파라미터의 값이 커질수록 더 많은 파렛트 패턴 결과를 얻을 수 있으며, 이론적으로는 더 좋은 파렛트 패턴을 얻을 수 있습니다. 하지만 계산 시간도 길어집니다.
실제 사용 시 IPC 성능과 같은 구체적인 상황에 따라 테스트를 통해 가장 적합한 검색 뎁스를 찾으십시오.
SKU 오더 순서를 고정하기
이 옵션을 선택하면 오프라인 오더 파일에 지정된 SKU 주문에 따라 팔레타이징됩니다.
이 옵션을 선택하지 않으면 SKU가 더 작은 상자가 먼저 팔레트에 적재됩니다.