コマンド説明
以下では、三菱電機㈱のQシリーズPLC(Ethernet内蔵)とMech-MindビジョンシステムをModbus TCP通信で接続するためのコマンドについて説明します。レジスタマッピング・テーブルは こちら をご参照ください。
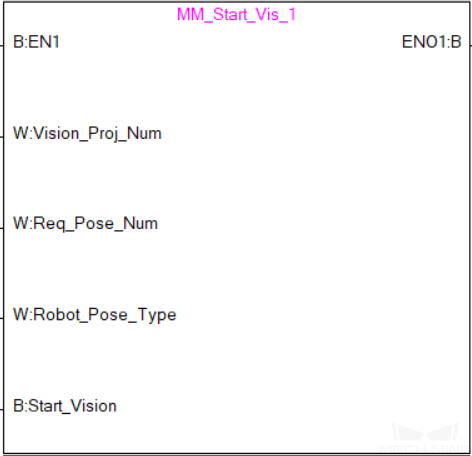
Mech-Visionプロジェクトを実行
このコマンドは、Mech-Vizを使用せずMech-Visionを使用する場合に使用します。このコマンドを実行すると、Mech-Visionプロジェクトが起動され、カメラ撮影とビジョン処理による認識が行われます。
パラメータの説明
入力パラメータ:
-
Vision_Proj_Num:Mech-Visionプロジェクト番号は、Mech-Visionプロジェクトリストで確認できます。プロジェクト前の数字はプロジェクト番号を表します。
-
Req_Pose_Num: Mech-Visionが出力されるビジョン結果の予期数です。設定可能な範囲は[1-20]です。0はすべての結果を取得することを意味します。
-
Robot_Pose_Type:ロボットの位置姿勢タイプで、ロボット実機の位置姿勢をMech-Visionに送信する形式を指定します。範囲は0~3です。
-
Camera_User.Robot_Pose_JPS:ロボットの関節角度です。データ型は1次元の配列Array[0..5] of Realとなります。
-
Camera_User.Robot_Pose_Flange:ロボットのフランジ位置姿勢です。データ型は1次元の配列Array[0..5] of Realとなります。
Robot_Pose_Type、Camera_User.Robot_Pose_JPSおよびCamera_User.Robot_Pose_Flangeのパラメータ値と説明は以下の通りです。
| Robot_Pose_Type | Camera_User.Robot_Pose_JPS | Camera_User.Robot_Pose_Flange | 詳細 | 適用シーン |
|---|---|---|---|---|
0 |
0, 0, 0, 0, 0, 0 |
0, 0, 0, 0, 0, 0 |
このコマンドは、ロボットの位置姿勢をMech-Visionプロジェクトに送信する必要はありません。 Mech-Visionプロジェクトに「経路計画」ステップがある場合、経路計画の開始位置は経路計画設定ツールで設定された初期位置となります。 |
カメラの取り付け方式がEye to Handであり、かつプロジェクトで事前の撮影が不要な場合は、この設定を使用します。 |
1 |
ロボットの現在の関節角度 |
ロボットの現在のフランジ位置姿勢 |
このコマンドは、ロボットの現在の関節角度とフランジ位置姿勢をMech-Visionプロジェクトに送信する必要があります。 |
カメラの取り付け方式がEye in Handである場合、必ずこの設定を使用する必要があります。 直行ロボットを使用するシーンを除き、ほとんどのシーンではこの設定の使用を推奨します。 |
2 |
0, 0, 0, 0, 0, 0 |
ロボットの現在のフランジ位置姿勢 |
このコマンドは、ロボットの現在のフランジ位置姿勢をMech-Visionプロジェクトに送信する必要があります。 |
直行ロボットを使用する場合、この設定を推奨します。 |
3 |
ユーザーによりカスタマイズされた関節角度 |
0, 0, 0, 0, 0, 0 |
このコマンドは、カスタマイズされた関節角度をMech-Visionプロジェクトに送信する必要があります。 この関節角度データは、Mech-Visionプロジェクトの「経路計画」ステップに開始点として送信されます。つまり、ロボットはこの開始点から経路計画の最初の経路点に向かって移動します。 |
カメラの取り付け方式がEye to Handで、かつプロジェクトで事前撮影が必要な場合は、この設定を使用します。 |
-
Start_Vision:Mech-Visionプロジェクトを実行します。立ち上がりエッジが持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、1102(実行成功)のステータスコードを返し、エラーがあれば、エラーコードを返します。
サンプル
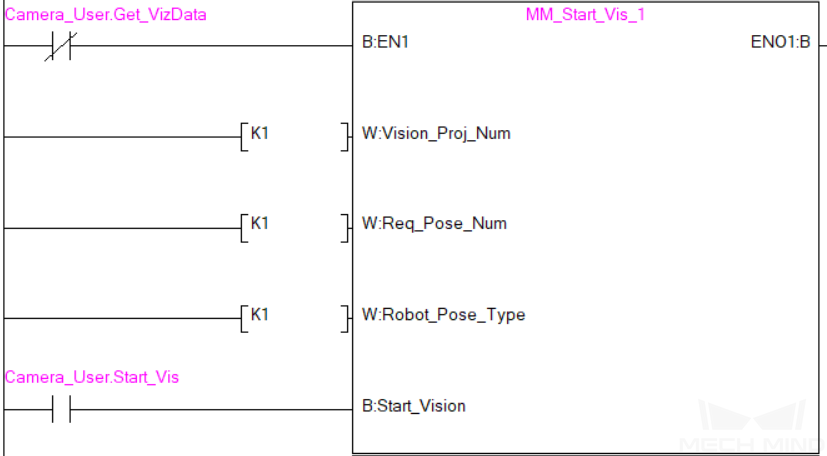
詳細な説明
このサンプルでは、ラベル Camera_User.Start_Vis が立ち上がりエッジを持つと、Mech-Visionプロジェクト1が実行されます。また、Mech-Visionプロジェクト1からビジョン結果が返され、PLCはMech-Visionプロジェクトが起動した時の関節角度データをビジョンシステムに送信します。
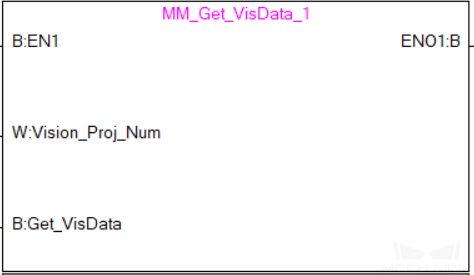
ビジョン結果を取得
このコマンドは、Mech-Vizを使用せずMech-Visionを使用する場合に使用します。Mech-Visionプロジェクト起動後、ビジョン処理による認識結果を取得するために、このコマンドが使われています。
パラメータの説明
入力パラメータ:
-
Vision_Proj_Num:Mech-Visionプロジェクト番号は、Mech-Visionプロジェクトリストで確認できます。プロジェクト前の数字はプロジェクト番号を表します。
-
Get_VisData:Mech-Visionプロジェクトのビジョン処理による認識結果を取得します。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、ステータスコード1100(ビジョンポイントの取得に成功)を返します。エラーがあれば、エラーコードが返されます。
-
Status_of_Pose_Sent:1は書き込まれた位置姿勢データが新しいことを意味します。PLCが位置姿勢データを読み込んだ後にMM_Empty_Targetを再起動し、このレジスタを0に設定してください。
-
Number_of_Pose_Sent:Mech-Visionから返されたビジョン結果の数で、範囲は[1-20]です。
-
Target_Pose:Mech-Visionから返されたロボットの位置姿勢データで、位置姿勢タイプがTCPとなります。
-
Target_Label:ラベル、Mech-Visionによって認識された対象物のラベル情報です。返されたラベル値が整数です。
サンプル
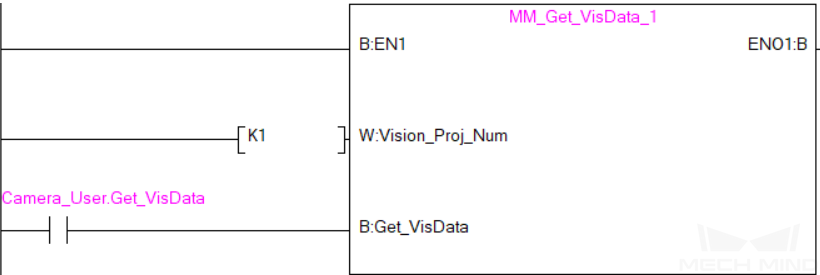
詳細な説明
このサンプルでは、ラベル Camera_User.Get_VisData が立ち上がりエッジを持つと、Mech-Visionプロジェクト1のビジョン結果が取得されます。
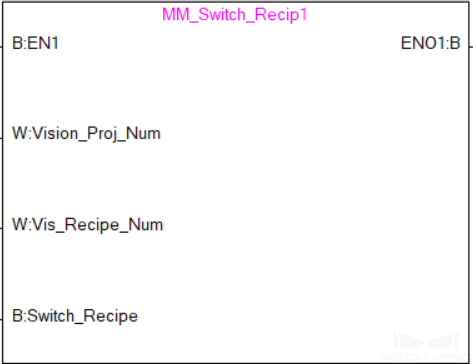
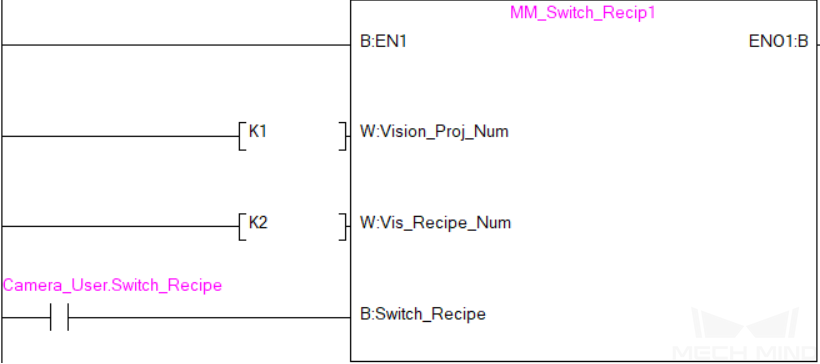
Mech-Visionのパラメータレシピを切り替える
Mech-Visionのレシピ機能は異なるワークの認識に使用される場合、画像マッチングテンプレート、ROI、信頼性のしきい値など、Mech-Visionプロジェクトの各ステップのパラメータを変更することができます。このコマンドは、MM_Start_Visの前に使用する必要があります。
パラメータ説明
入力パラメータ:
-
Vision_Proj_Num:Mech-Visionプロジェクト番号は、Mech-Visionプロジェクトリストで確認できます。プロジェクト前の数字はプロジェクト番号を表します。
-
Vision_Recipe_Num:Mech-Visionプロジェクト内のレシピの番号です。番号範囲は1-99です。
-
Switch_Recipe:Mech-Visionのパラメータレシピの切り替えを行います。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ 1107(レシピ切り替え成功)を返します。それ以外は該当するエラーコードを返します。
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Switch_Recipe が立ち上がりエッジを持つと、Mech-Visionプロジェクト1のレシピがレシピ2に切り替えられます。
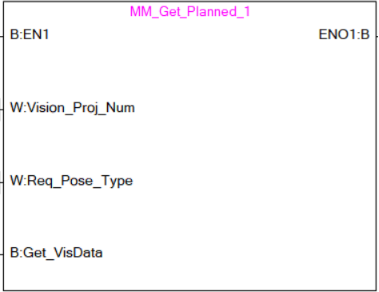
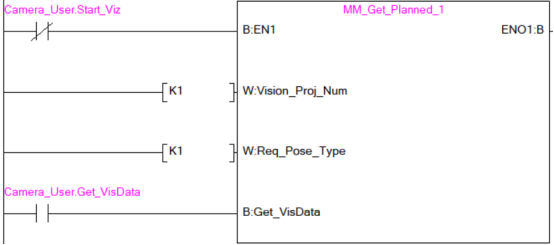
Mech-Visionの「経路計画」ステップの結果を取得
MM_Start_Visを呼び出した後、このコマンドを使用して、Mech-Visionの「経路計画」ステップから出力される衝突のない把持経路を取得します。
このコマンドを使用する時、Mech-Visionの「出力」ステップの ポートタイプ を「事前定義済み(ロボット経路)」に設定する必要があります。
| MM_Start_Visの Req_Pose_Num を必ず0に設定してからこのコマンドを呼び出すと、コマンドの呼び出し回数を減らします。MM_Start_Visの Req_Pose_Num を1に設定すると、このコマンドの呼び出しごとに1つの経路点のみが返され、このコマンドを複数回呼び出した場合にのみすべての経路点が返されます。 |
パラメータ説明
入力パラメータ:
-
Vision_Proj_Num:Mech-Visionプロジェクト番号は、Mech-Visionプロジェクトリストで確認できます。プロジェクト前の数字はプロジェクト番号を表します。
-
Request_Pose_Type: このパラメータは、「経路計画」ステップから返される経路点のタイプを設定するために使用されます。
-
1:経路点は、ロボットの関節角度(JPs)の形式で返されます。 -
2:経路点は、ロボットのツール位置姿勢(TCP)の形式で返されます。
-
| ここでRequest_Pose_Typeと関数MM_Start_Vis、MM_Start_VizのRobot_Pose_Typeが、MM Modbus TCP Interfaceデータブロックの「Pose Type」変数に対応していますが、設定する値が異なると同時に有効ではありません。 |
-
Get_VisData:Mech-Visionの「経路計画」ステップの結果を取得します。
グローバルラベルの返されたデータ:
-
Status_Code:コマンドが正常に実行された場合、1103のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
-
Status_of_Pose_Sent:1は、書き込まれた位置姿勢データが新しいことを意味します。PLCが位置姿勢データを読み込んだ後にMM_Empty_Targetを再起動し、このレジスタを0に設定してください。
-
Number_of_Pose_Sent:Mech-Visionが計画した経路における経路点の数で、範囲は[1-20]です。
-
Index_of_Vision_Picking_Point:ビジョン処理による移動の経路点が経路全体における位置です。
-
Target_Pose:データ形式が関節角度またはXYZオイラー角で、入力パラメータRequest_Pose_Typeによって異なります。
-
Target_Label:Mech-Visionによって認識された対象物のラベル情報です。返されたラベル値が整数です。
-
Target_Tool_ID:経路計画設定ツールで設定されたツールIDです。
サンプル
詳細な説明
このサンプルでは、 Camera_User.Get_VisData が立ち上がりエッジを持つと、Mech-Visionプロジェクト1から返されたロボット動作経路が取得されます。経路点の形式がJPsとなります。
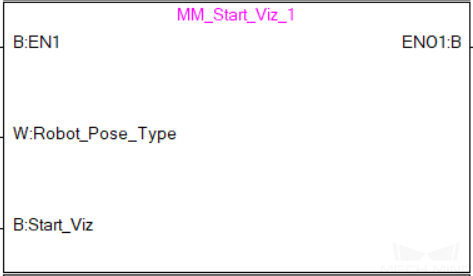
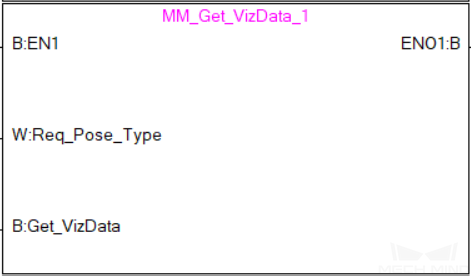
Mech-Vizプロジェクトを実行
このコマンドは、Mech-VisionとMech-Vizの両方を使用する場合に使われます。Mech-Vizプロジェクトを実行し、対応す Mech-Visionプロジェクトを呼び出し、ビジョン結果に基づいて経路を計画する時に使用されます。
パラメータ説明
入力パラメータ:
-
Robot_Pose_Type: ロボットの位置姿勢タイプです。ロボット実機の位置姿勢をMech-Vizに送信する方式を設定します。パラメータ範囲は0~2です。
-
Camera_User.Robot_Pose_JPS:ロボットの現在の関節角度です。データ型は1次元の配列Array[0..5] of Realとなります。
-
Camera_User.Robot_Pose_Flange:ロボットの現在のフランジ位置姿勢です。データ型は1次元の配列Array[0..5] of Realとなります。
Robot_Pose_Type、Camera_User.Robot_Pose_JPSおよびCamera_User.Robot_Pose_Flangeのパラメータ値と説明は以下の通りです。
| Robot_Pose_Type | Camera_User.Robot_Pose_JPS | Camera_User.Robot_Pose_Flange | 詳細 | 適用シーン |
|---|---|---|---|---|
0 |
0, 0, 0, 0, 0, 0 |
0, 0, 0, 0, 0, 0 |
ロボットの位置姿勢をMech-Vizに送信する必要がありません。Mech-Vizでの仮想ロボットは初期位置姿勢(JPs = [0, 0, 0, 0, 0, 0])から最初の経路点に移動します。 |
カメラがEye to Hand方式で取り付けられている場合、この設定は推奨しません。 |
1 |
ロボットの現在の関節角度 |
ロボットの現在のフランジ位置姿勢 |
ロボットの現在の関節角度とフランジ位置姿勢をMech-Vizに送信する必要があります。Mech-Vizでの仮想ロボットは受信された関節角度から最初の経路点に移動します。 |
カメラがEye in Hand方式で取り付けられている場合、この設定は推奨します。 |
2 |
ロボット側でカスタマイズされた関節角度 |
0, 0, 0, 0, 0, 0 |
ロボットのティーチポイント(現在の関節角度ではない)をMech-Vizに送信する必要があります。これは、ロボットが画像撮影領域の外にいるとき(下図に示す)、Mech-Vizプロジェクトが次回の経路を事前に計画することをトリガーするために使用されます。Mech-Vizでの仮想ロボットは受信されたティーチポイントから最初の経路点に移動します。 |
プロジェクトはEye To Handモードである場合は、この設定は推奨します。 |
|
カメラがEye to Hand方式で取り付けられている場合、Robot_Pose_Type を2に設定する理由は次の通りです。
Eye To Handモードでは、カメラはロボットが画像撮影領域と把持領域に戻る前に撮影し、次回の把持経路を計画することができます。これにより、タクトタクトの向上が可能です。 この場合で Robot_Pose_Type を1に設定すると、つまり、ロボットの現在の位置姿勢をMech-Vizの仮想ロボットに送信すると、仮想ロボットとロボット実機の経路が一致しないため予測できない衝突を起こす可能性があります。 仮想ロボットは現在の位置姿勢からMech-Vizで設定された最初の移動ステップの位置姿勢に移動しますが、ロボット実機は上記の位置姿勢に移動する前に別の位置姿勢に移動する可能性があります。 したがって、 Robot_Pose_Type パラメータを2に設定する必要があります。 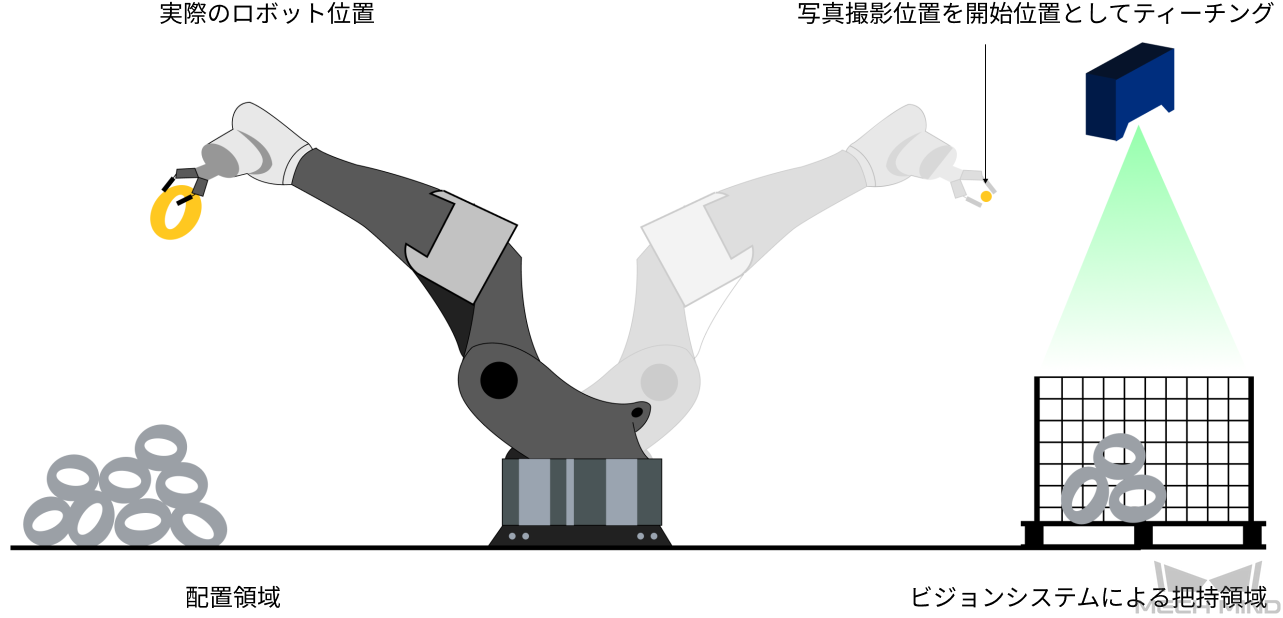
|
-
Start_Viz:Mech-Vizプロジェクトを実行します。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2103(Mech-Vizの起動に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
サンプル
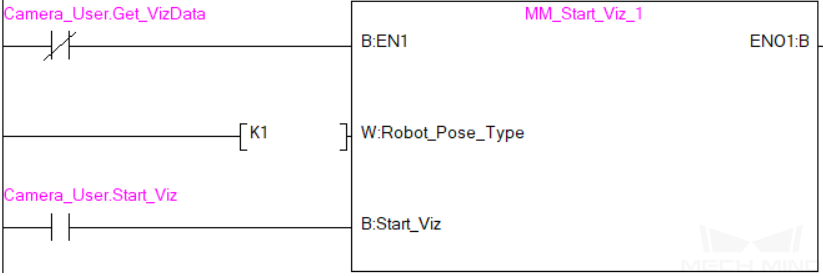
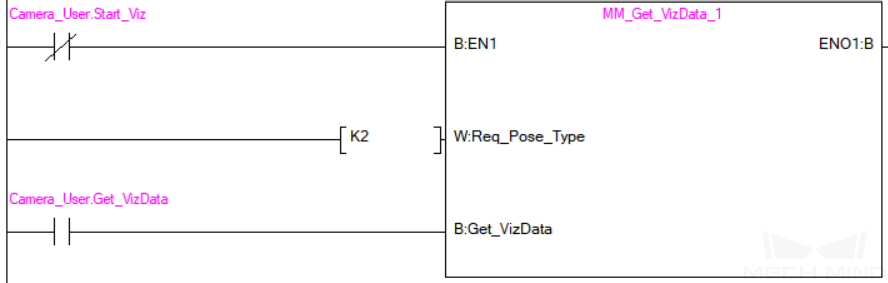
詳細な説明
このサンプルでは、ラベル Camera_User.Start_Viz が立ち上がりエッジを持つと、Mech-Vizプロジェクトが実行され、ロボットの現在の関節角度がビジョンシステムに送信されます。
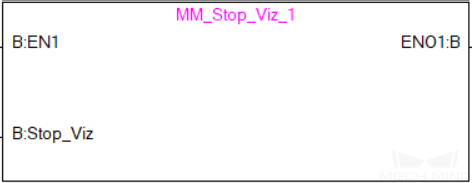
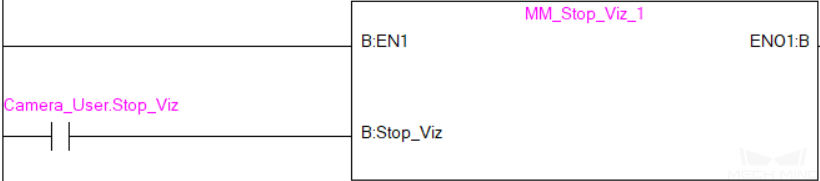
Mech-Vizプロジェクトを停止
Mech-Vizプロジェクトの実行を停止します。Mech-Vizプロジェクトがデッドループになっていない場合や、正常に停止できる場合は、このコマンドを使用する必要はありません。
パラメータ説明
入力パラメータ:
-
Stop_Viz:実行しているMech-Vizを停止します。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2104(Mech-Vizの停止に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Stop_Viz が立ち上がりエッジを持つと、Mech-Vizプロジェクトが停止されます。
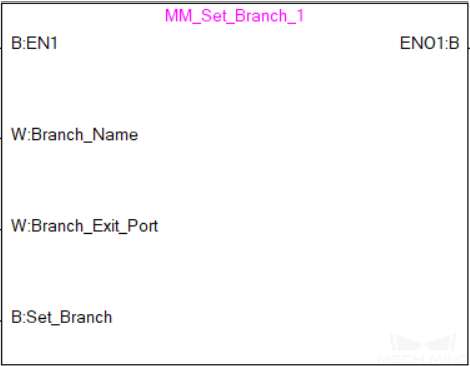
Mech-Viz分岐を選択
Mech-Vizプロジェクトに「メッセージによって異なる分岐を実行」のステップがある場合、このコマンドはMech-Vizにある「メッセージによって異なる分岐を実行」ステップを指定された出口に沿って実行し続けることを制御します。このコマンドを呼び出す前に、「MM_Start_Viz」を呼び出す必要があります。Mech-Vizは「メッセージによって異なる分岐を実行」ステップに実行すると、203コマンドが分岐の出口を送信するのを待ちます。
パラメータ説明
入力パラメータ:
-
Branch_Name:「メッセージによって異なる分岐を実行」のステップ番号(正の整数)です。
-
Branch_Exit_Port:「メッセージによって異なる分岐を実行」ステップの出口番号を指定すると、Mech-Vizプロジェクトはこの出口に沿って実行を続けます。パラメータ範囲は[1-99]です。
出口番号はMech-Vizで表されるポート番号+1になります。例えば、ポート番号が0の場合、出口番号は1です。 -
Set_Branch:ステップ「メッセージによって異なる分岐を実行」がある出口に沿って実行することを設定します。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2105(分岐の設定に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
サンプル

詳細な説明
このサンプルでは、ラベル Camera_User.Set_Branch が立ち上がりエッジを持つと、Mech-Vizプロジェクトが名前1の「メッセージによって異なる分岐を実行」ステップに実行したときに出口1から実行を続けることを指定します。
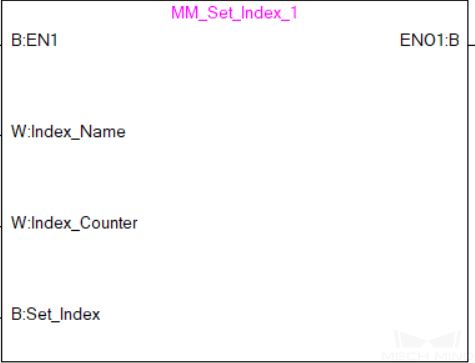
移動インデックスを設定
リストによる移動、グリッドによる移動、事前計画パレットパターン、カスタマイズのパレットパターンなど、インデック機能を持つ移動ステップは、このコマンドを実行することでインデックス値を設定することができます。このコマンドを呼び出す前に、MM_Start_Vizを実行する必要があります。
パラメータ説明
入力パラメータ:
-
Index_Name: インデックス付きの移動ステップのステップIDで、正の整数です。
-
Index_Counter: 次にこのステップが実行されたときに設定されるべきインデックス値です。 このコマンドを送信すると、Mech-Vizの現在のインデックス値がこのパラメータの値から1を引いた値に変更されます。 このコマンドで指定したステップにMech-Vizプロジェクトが実行されると、Mech-Vizの 現在のインデックス の値が、このパラメータの値まで1つずつ増加します。
-
Set_Index:インデックスの設定に使用されるトリガー信号です。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2106(インデックス設定に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
サンプル
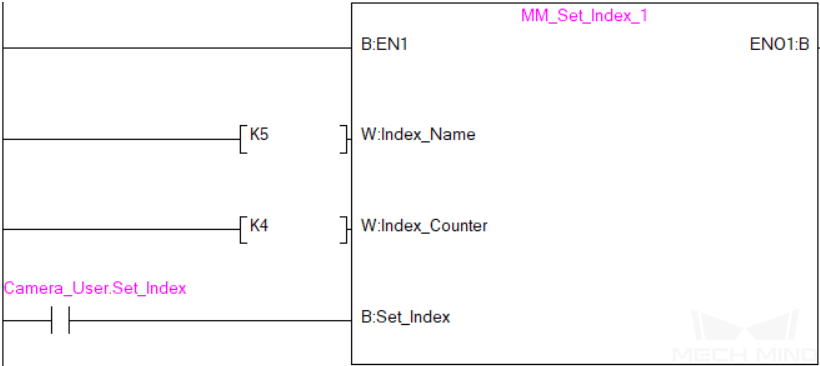
詳細な説明
このサンプルでは、ラベル Camera_User.Set_Index が立ち上がりエッジを持つと、Mech-Vizプロジェクトに5という名前を持つステップの現在のインデックスが3に設定されます。
計画経路を取得
このコマンドは、Mech-Vizプロジェクトに計画した把持経路を取得するために使用されます。
パラメータ説明
入力パラメータ:
-
Request_Pose_Type: 取得する経路におけるポイントの位置姿勢タイプを設定します。
-
1:Mech-Vizから返された位置姿勢形式がロボットの関節角度です。
-
2:Mech-Vizから返された位置姿勢形式がロボットTCPです。
-
| ここでRequest_Pose_Typeと関数MM_Start_Vis、MM_Start_VizのRobot_Pose_Typeが、グローバルラベル「MM_Camera」の「Pose Type」ラベルに対応していますが、設定する値が異なると同時に有効ではありません。 |
-
Get_VizData:Mech-Vizプロジェクトで計画した把持経路を取得します。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2100(取得成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
-
Status_of_Pose_Sent:1は、書き込まれた位置姿勢データが新しいことを意味します。PLCが位置姿勢データを読み込んだ後にMM_Empty_Targetを再起動し、このレジスタを0に設定してください。
-
Number_of_Pose_Sent:Mech-Vizが計画した経路における目標点の数で、範囲は[1-20]です。
-
Index_of_Vision_Picking_Point:ビジョンポイント(つまり、プロジェクトにある「ビジョン処理による移動」ステップ)が経路における位置です。
-
Target_Pose:データ形式が関節角度またはオイラー角であり、送信した205コマンドで設定された位置姿勢タイプによって異なります。
-
Target_Label:Mech-Visionによって認識された対象物のラベル情報です。返されたラベル値が整数です。
-
Target_Tool_ID:Mech-Vizプロジェクトで設定されたツールIDです。
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Get_VizData が立ち上がりエッジを持つと、Mech-Vizから返されたロボット動作経路が取得され、経路点がTCP形式で表示されます。
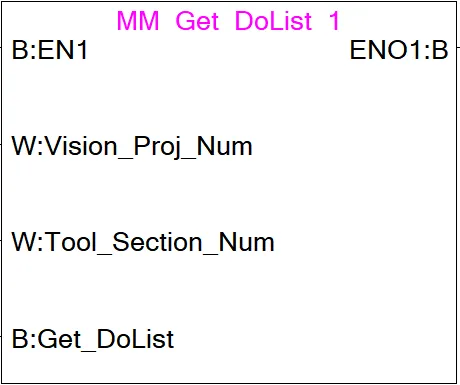
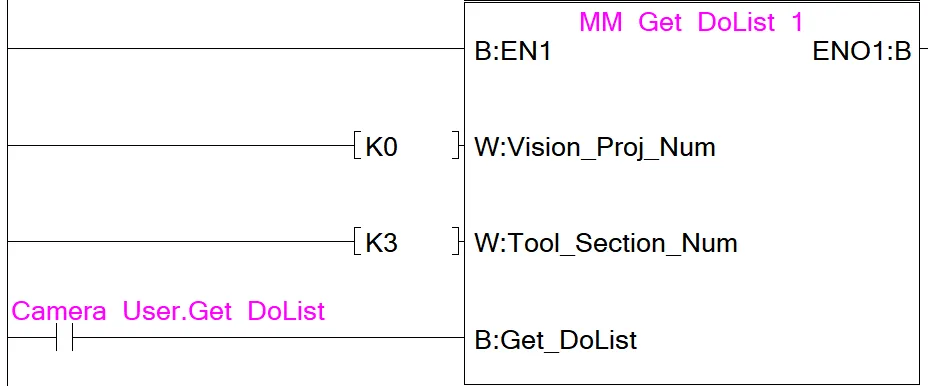
DOリストを取得
このコマンドは、Mech-VisionまたはMech-Vizプロジェクトによって計画された複数パーティション吸盤の制御信号を取得するために使用されます。このコマンドを実行する前に、MM_Get_Planned または MM_Get_VizData を実行する必要があります。
このコマンドを使用する前に、Mech-VisionまたはMech-Vizソフトウェアで以下の設定を行う必要があります。
-
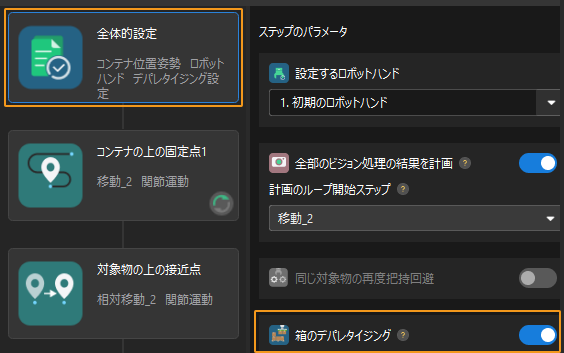
Mech-Visionプロジェクトの設定
-
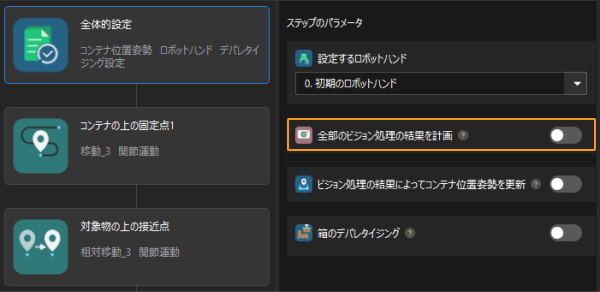
「経路計画」ステップのパラメータで、設定ツールを開く をクリックします。全体的設定 で 箱のデパレタイジング をオンにします。
-
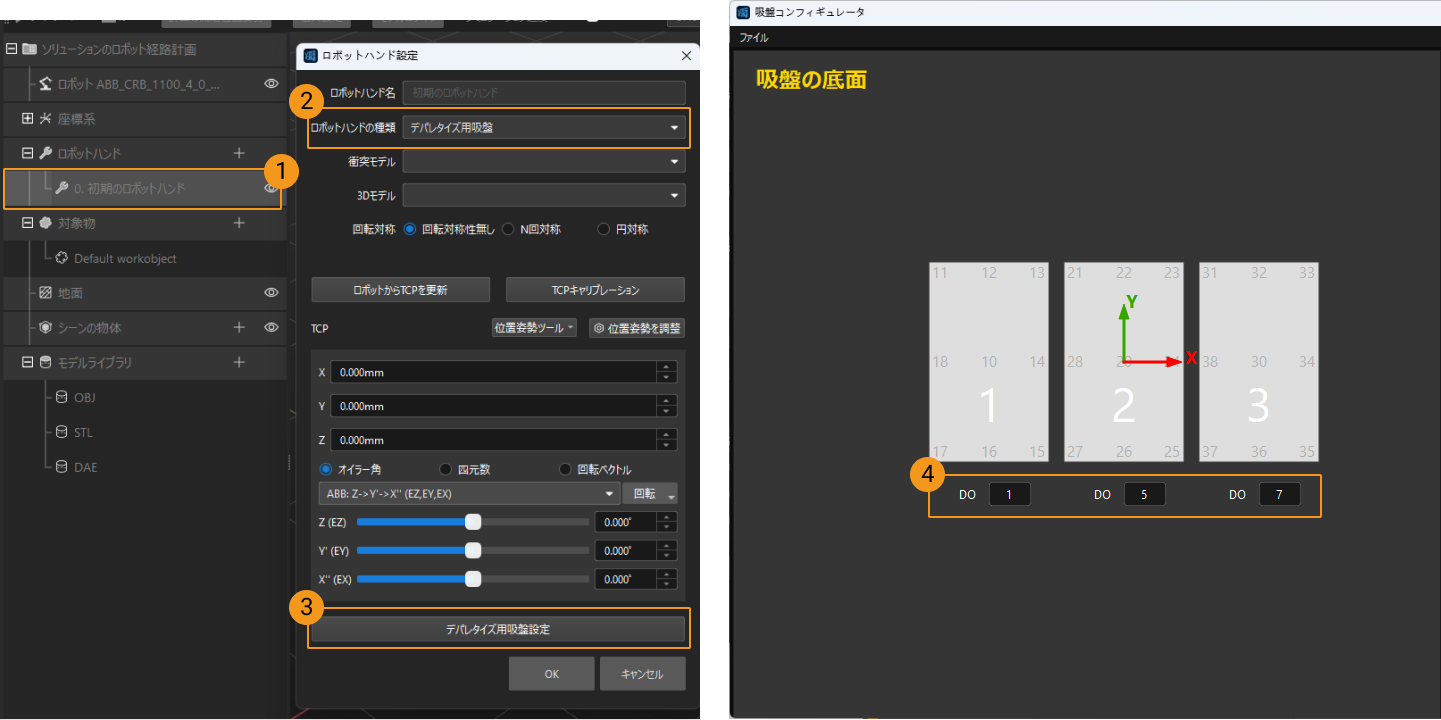
「経路計画」ステップのパラメータから 設定ツールを開く をクリックします。表示される画面でロボットハンド名をダブルクリックし、ロボットハンドの種類 を デパレタイズ用吸盤 に選択します。デパレタイズ用吸盤設定 をクリックし、実際の状況に応じてDO信号を設定します。
-
-
Mech-Vizプロジェクトの設定
-
Mech-Vizソフトウェアで、「ビジョン処理による移動」ステップの 把持方法 を 箱のデパレタイジング に設定します。

-
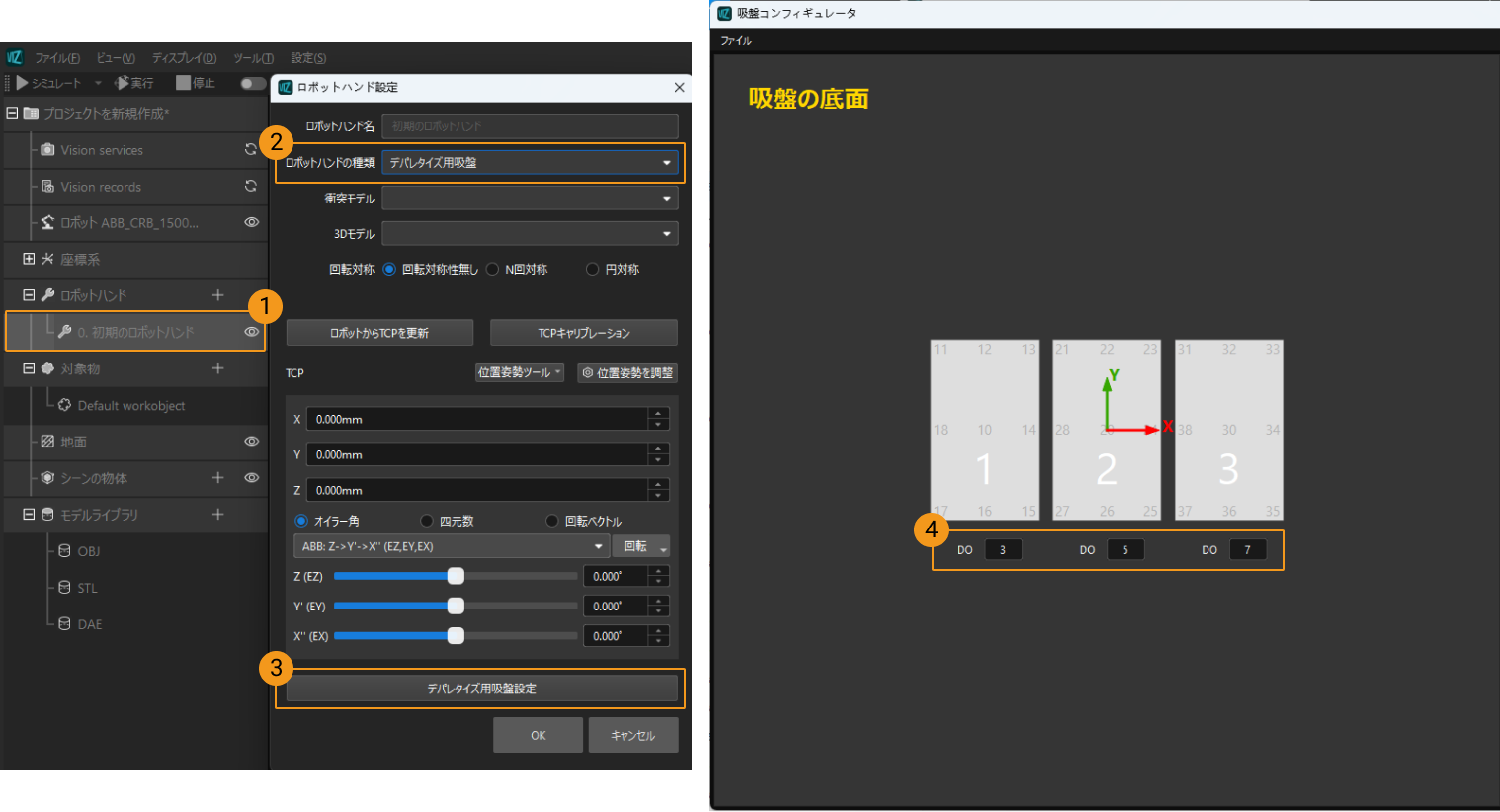
Mech-Vizでは、ロボットハンド名をダブルクリックし、 ロボットハンドの種類 を デパレタイズ用吸盤 に選択します。 デパレタイズ用吸盤設定 をクリックし、実際の状況に応じてDO信号を設定します。
-
パラメータ説明
入力パラメータ:
-
Vision_Proj_Num:このパラメータは、DO信号リストのソースを指定します。値が0または正整数です。
-
0:Mech-VizからDO信号リストを取得します。
-
正整数:Mech-VisionからDO信号リストを取得します。ここで設定された正整数はMech-Visionプロジェクト番号となります。
-
-
Tool_Section_Num:吸盤のパーティション数を示します。
-
Get_DoList:DO信号リストの取得を行います。正常立ち上がり時は有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、2102(DOリストの取得に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
-
DO_LIST:このコマンドで、64個のDOポートの値が返されます。
作成されるプロジェクトによって、このコマンドによって返されるDO信号は以下のように異なります。
-
Mech-Visionプロジェクトによって計画された吸盤のDO信号
-
経路計画の 全体的設定 では、全部のビジョン処理の結果を計画 が 有効になっていない 場合、このコマンドは64個の信号を返し、それは今回計画の吸盤DO信号を示します。有効なDO信号は0〜999の非負整数であり、無効なDO信号は-1(プレースホルダーとして使用)です。
例えば下表では、有効なDO信号は1、3、5、6であり、ロボットは上記のDO信号に対応する値をONに設定する必要があります。
1番目
2番目
3番目
4番目
5番目
6番目
7番目
8番目
…
63番目
64番目
1
3
5
6
-1
-1
-1
-1
…
-1
-1
-
経路計画の 全体的設定 では、全部のビジョン処理の結果を計画 が 有効 になっている場合、Mech-Visionが同じビジョン結果に基づいて複数回の計画を行うことができます。このコマンドによって返される64個のDO信号は、すべての計画における吸盤のDO信号です。この時、吸盤パーティションの数を使用して、それぞれの計画の吸盤DO信号を区別できます。
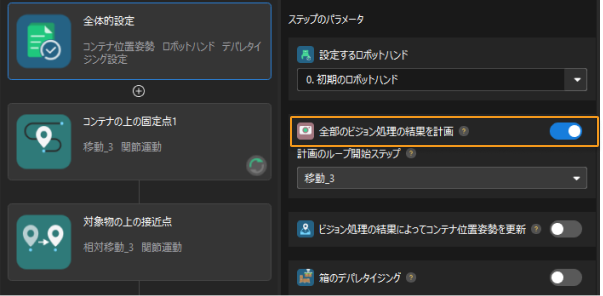
例えば、吸盤パーティションの数が4の場合、このコマンドは64個のDO信号を返します。そのうち、4個のDO信号ごとに一回計画の複数パーティション吸盤の制御信号が含まれます。
1回目計画
2回目計画
…
16回目計画
1番目
2番目
3番目
4番目
5番目
6番目
7番目
8番目
…
61番目
62番目
63番目
64番目
1
3
4
-1
1
4
-1
-1
…
-1
-1
-1
-1
-
-
Mech-Vizプロジェクトによって計画された吸盤のDO信号
-
「ビジョン処理による移動」ステップで「ビジョン処理の結果を再使用」に チェックを入れていない 場合、このコマンドは64個の信号を返し、それは今回計画の吸盤DO信号を示します。有効なDO信号は0〜999の非負整数であり、無効なDO信号は-1(プレースホルダーとして使用)です。
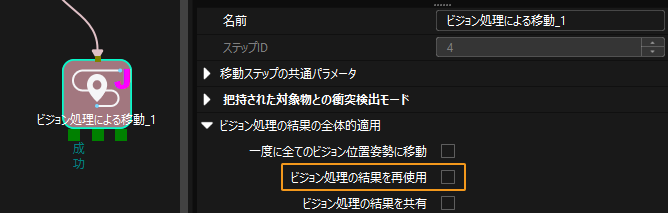
例えば下表では、有効なDO信号は1、3、5、6であり、ロボットは上記のDO信号に対応する値をONに設定する必要があります。
1番目
2番目
3番目
4番目
5番目
6番目
7番目
8番目
…
63番目
64番目
1
3
5
6
-1
-1
-1
-1
…
-1
-1
-
「ビジョン処理による移動」ステップでビジョン処理の結果を再使用」に チェックが入っていて、このステップががループフロー内にある場合、Mech-Vizは同じビジョン結果に基づいて複数回の計画を行うことができます。このコマンドによって返される64個のDO信号は、すべての計画における吸盤のDO信号です。この時、吸盤パーティションの数を使用して、それぞれの計画の吸盤DO信号を区別できます。
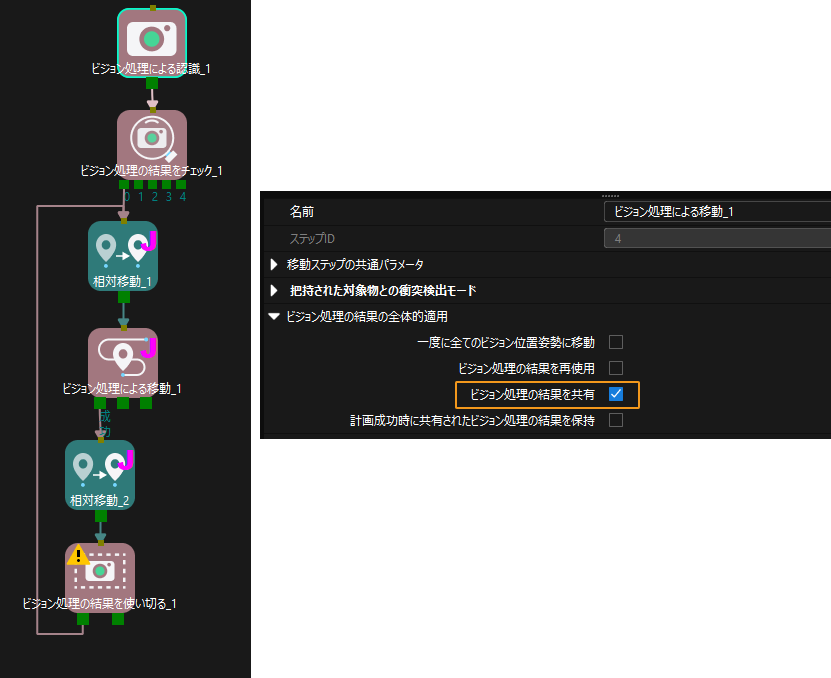
例えば、吸盤パーティションの数が4の場合、このコマンドは64個のDO信号を返します。そのうち、4個のDO信号ごとに一回計画の複数パーティション吸盤の制御信号が含まれます。
1回目計画
2回目計画
…
16回目計画
1番目
2番目
3番目
4番目
5番目
6番目
7番目
8番目
…
61番目
62番目
63番目
64番目
1
3
4
-1
1
4
-1
-1
…
-1
-1
-1
-1
-
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Get_DoList が立ち上がると、Vision_Proj_Numが0、Tool_Section_Numが3の場合、Mech-Vizから返されたDOリストはDO配列に保存されます。
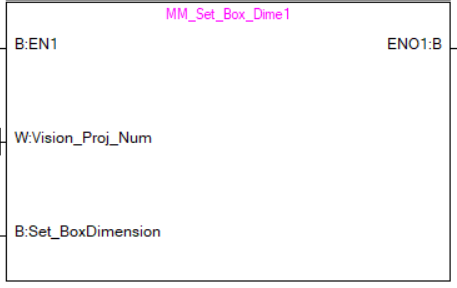
対象物の寸法をMech-Visionに入力
このコマンドはMech-Visionプロジェクトへ対象物の寸法を動的に入力するために使用されます。MM_Start_Visを実行する前に、呼び出す必要があります。
パラメータ説明
入力パラメータ:
-
Vision_Proj_Num: Mech-Visionのプロジェクト番号です。Mech-Visionのプロジェクトリストで確認できます。プロジェクト名の前の数字は、プロジェクト番号を表します。
-
Camera_User.External_Input_Box_Dimension(ラベル):箱の寸法(長さ、幅、高さ、ミリメートル単位)です。
-
Set_Box_Dimention:動的にMech-Visionプロジェクトに送信した対象物の寸法です。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、1108(対象物寸法の設定に成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
サンプル
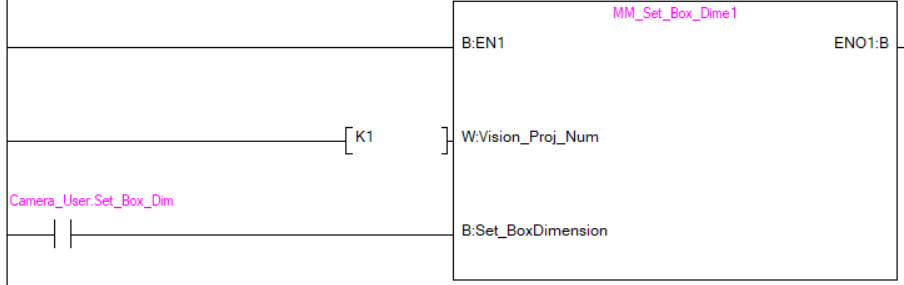
詳細な説明
このサンプルでは、ラベル Camera_User.Set_Box_Dimension が立ち上がりエッジを持つと、Mech-Visionプロジェクトの「対象物の寸法を読み込む」ステップで対象物の寸法がExternal_Input_Box_Dimension[0-2]ラベル値に設定されます。
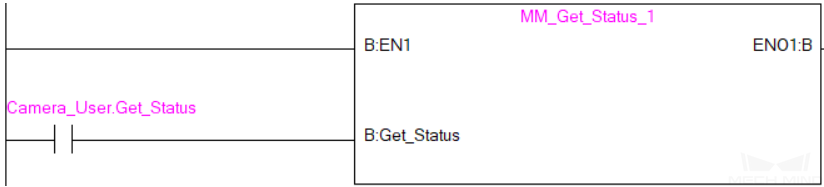
ソフトウェアのステータスを取得
このコマンドは、ソフトウェアの実行ステータスを取得するために使用されます(現在、Mech-Visionのみに対応します)。
パラメータ説明
入力パラメータ:
-
Get_Status:Mech-Visionは登録できたかどうかを確認します。立ち上がりエッジを持つと有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:システムのセルフチェックステータスです。
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Get_Status が立ち上がりエッジを持つと、システムステータスのステータスコードがチェックされ、ラベルStatus_Codeに保存されます。
目標データをクリア
このコマンドは、取得されたTarget_Pose、Target_LabelおよびTarget_Tool_IDデータをクリアするために使用されます。
パラメータ説明
入力パラメータ:
-
Start_Empty:取得した全てのTarget_Pose、Target_LabelおよびTarget_Tool_IDデータが削除され、設定が有効になります。
グローバルラベルの返されたデータ:
-
Status_Code:エラーがなければ、3103(Modbus TCPデータのクリアに成功)のステータスコードが返されます。エラーが発生した場合、エラーを表すエラーコードが返されます。
-
Target_Pose:取得された目標位置姿勢データ。
-
Target_Label:取得された目標ラベル。
-
Target_Tool_ID:取得されたツールIDです。
サンプル
詳細な説明
このサンプルでは、ラベル Camera_User.Start_Empty が設定されると、取得された全てのTarget_Pose、Target_LabelおよびTarget_Tool_IDデータがクリアされます。
「通知」ステップのメッセージを取得
Mech-VisionまたはMech-Vizプロジェクトを実行した後、「通知」ステップで設定されたメッセージ(現在は整数のみがサポートされている)を取得します。
| Mech-VisionまたはMech-Vizプロジェクトが「通知」ステップまで実行されると、設定されたメッセージはビジョンシステムに1秒間しかキャッシュされないため、このコマンドを使用する場合、メッセージの内容を取得するために呼び出し時間を適切に設定する必要があります。また、メッセージが保存されたレジスターは、次回Mech-VisionまたはMech-Vizプロジェクト実行時に自動的にクリアされます。 |
パラメータ説明
入力パラメータ:
-
Get_Notify:「通知」ステップのメッセージを取得します。立ち上がりエッジがアクティブです。
グローバルラベルの返されたデータ:
-
Notify:整数の「通知」ステップのメッセージ内容です。
サンプル
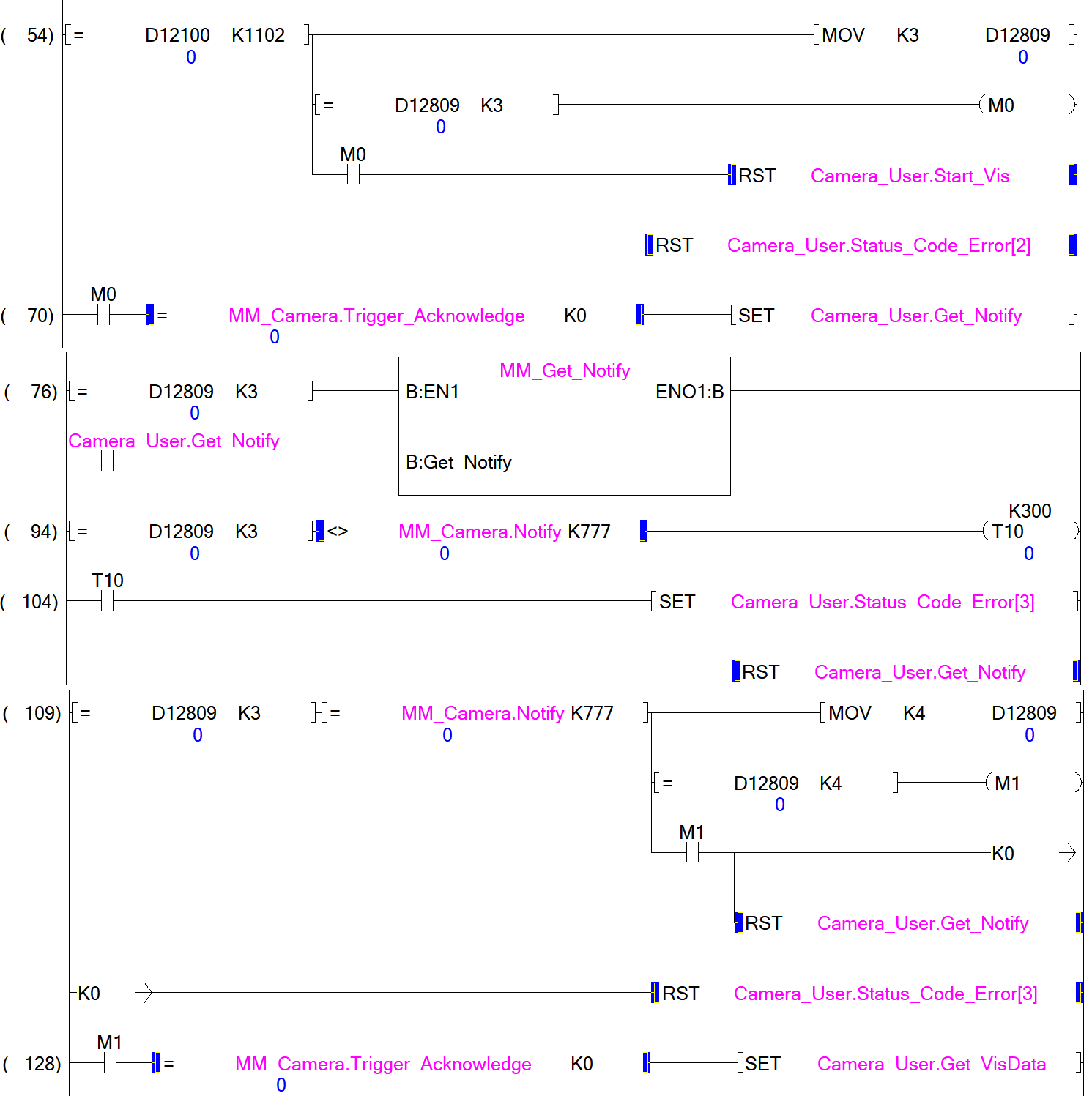
例えば、「通知」ステップで設定したメッセージを777とすると、PLCが自動モードでメッセージを取得するサンプルは以下のようになります。
詳細な説明
このサンプルでは、自動モードでD12809が3に設定されると(すなわち、Camera_User.Step_Numが3に設定される)、MM_Camera.Notifyが777に等しくなく、MM_Get_Notify機能が有効になります。変数Camera_User.Get_Notifyが立ち上がりエッジを持つと、「通知」ステップで事前に設定されたメッセージが取得されます。 メッセージを正常に取得した場合、MM_Camera.Notifyは777となります。それ以外の場合、MM_Camera.Notifyは777に等しくないため、PLCは3秒後に対応する警告メッセージを表示します。
ステータスコード(エラーコードを含む)の意味
詳細については、 標準インターフェースのステータスコード一覧とトラブルシューティング をご参照ください。