サンプルプログラム19:MM_S19_Vis_PlanAllVision
プログラム概要
機能 |
ロボットはMech-Visionプロジェクトをトリガーして実行し、その後ループですべての計画された経路を取得して、把持および配置を実行します。このサンプルでは、カメラで1回撮影することで、Mech-Visionがすべてのビジョン結果に基づいた把持経路を計画します。通常は「1回の撮影で複数回の把持を行う」シーンで使用されます。 |
ファイル場所 |
Mech-VisionとMech-Vizソフトウェアのインストールディレクトリにある |
必要なプロジェクト |
|
使用前提 |
|
| このサンプルプログラムは参考用です。ユーザーは実際の状況に応じて、このプログラムを基に変更を加える必要があります。このプログラムをそのまま使用しないでください。 |
プログラム説明
以下はMM_S19_Vis_PlanAllVisionサンプルプログラムのコードと関連する説明です。
| このサンプルは、MM_S3_Vis_Pathサンプルに比べて、すべての計画された経路をループで取得し、把持および配置を行う機能(太字部分のコード)のみが追加されています。そのため、MM_S3_Vis_Pathサンプルと同じ部分のコードについては、以下で再度説明することはありません(詳細は MM_S3_Vis_Pathサンプルの説明 をご参照ください)。 |
1: !-------------------------------- ;
2: !FUNCTION: trigger Mech-Vision ;
3: !project, plan all vision results ;
4: !and get all planned paths ;
5: !Mech-Mind, 2023-12-25 ;
6: !-------------------------------- ;
7: ;
8: !set current uframe NO. to 0 ;
9: ユーザザヒョウバンゴウ=0 ;
10: !set current tool NO. to 1 ;
11: ツールザヒョウバンゴウ=1 ;
12: !move to robot home position ;
13:カクジク イチ[1] 100% イチギメ ;
14: !initialize communication ;
15: !parameters(initialization is ;
16: !required only once) ;
17: ヨビダシ MM_INIT_SKT('8','127.0.0.1',50000,5) ;
18: ラベル[1:recap] ;
19: !move to image-capturing position ;
20:チョクセン イチ[2] 1000mm/sec イチギメ ;
21: !trigger NO.1 Mech-Vision project ;
22: ヨビダシ MM_START_VIS(1,0,2,10) ;
23: !get planned path from NO.1 ;
24: !Mech-Vision project; 2nd ;
25: !argument (1) means getting pose ;
26: !in JPs ;
27: ヨビダシ MM_GET_VISP(1,1,51,52,53) ;
28: !check whether planned path has ;
29: !been got from Mech-Vision ;
30: !successfully ;
31: モシ レジ[53]<>1103,ジャンプ ラベル[99] ;
32: !save all waypoint data to local ;
33: !variables using for-loop, a ;
34: !maximum of 50 points are support ;
35: !supported ;
36: FOR レジ[10]=1 TO レジ[51] ;
37: レジ[11]=59+レジ[10] ;
38: レジ[12]=69+レジ[10] ;
39: レジ[13]=99+レジ[10] ;
40: ヨビダシ MM_GET_JPS(レジ[10],レジ[11],レジ[12],レジ[13]) ;
41: ENDFOR ;
42: !parse pick cycle count, here ;
43: !suppose 5 points per planned ;
44: !path ;
45: レジ[30]=レジ[51] DIV 5 ;
46: レジ[29]=レジ[51] MOD 5 ;
47: !check if parsed data is valid; ;
48: !if not, retry to get planned ;
49: !path or add some error handling ;
50: !logic ;
51: IF レジ[30]<1) マタハ (レジ[29]<>0 THEN ;
52: イチジテイシ ;
53: ジャンプ ラベル[1] ;
54: ENDIF ;
55: !repeatedly run pick-and-place ;
56: !cycle using for-loop ;
57: FOR レジ[10]=1 TO レジ[30] ;
58: レジ[20]=レジ[10]-1 ;
59: レジ[21]=レジ[20]*5 ;
60: レジ[31]=60+レジ[21] ;
61: レジ[32]=61+レジ[21] ;
62: レジ[33]=62+レジ[21] ;
63: レジ[34]=63+レジ[21] ;
64: レジ[35]=64+レジ[21] ;
65: !follow the planned path to pick ;
66:カクジク イチレジ[レジ[31]] 50% ナメラカ100 ;
67:カクジク イチレジ[レジ[32]] 50% イチギメ ;
68:カクジク イチレジ[レジ[33]] 10% イチギメ ;
69: !add object grasping logic here, ;
70: !such as "DO[1]=ON" ;
71: イチジテイシ ;
72:カクジク イチレジ[レジ[34]] 50% イチギメ ;
73:カクジク イチレジ[レジ[35]] 50% ナメラカ100 ;
74: !move to intermediate waypoint ;
75: !of placing ;
76:カクジク イチ[3] 50% ナメラカ100 ;
77: !move to approach waypoint ;
78: !of placing ;
79:チョクセン イチ[4] 1000mm/sec イチギメ ツールホセイ,イチレジ[2] ;
80: !move to placing waypoint ;
81:チョクセン イチ[4] 300mm/sec イチギメ ;
82: !add object releasing logic here, ;
83: !such as "DO[1]=OFF" ;
84: イチジテイシ ;
85: !move to departure waypoint ;
86: !of placing ;
87:チョクセン イチ[4] 1000mm/sec イチギメ ツールホセイ,イチレジ[2] ;
88: !move to intermediate waypoint ;
89: !of placing ;
90:カクジク イチ[3] 50% ナメラカ100 ;
91: ENDFOR ;
92: !finish pick-and-place cycle, and ;
93: !jump back to camera capturing ;
94: ジャンプ ラベル[1] ;
95: シュウリョウ ;
96: ;
97: ラベル[99:vision error] ;
98: !add error handling logic here ;
99: !according to different ;
100: !error codes ;
101: !e.g.: status=1003 means no ;
102: !point cloud in ROI ;
103: !e.g.: status=1002 means no ;
104: !vision results ;
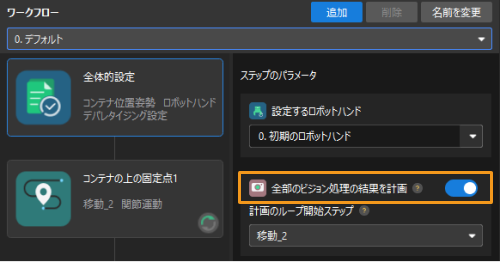
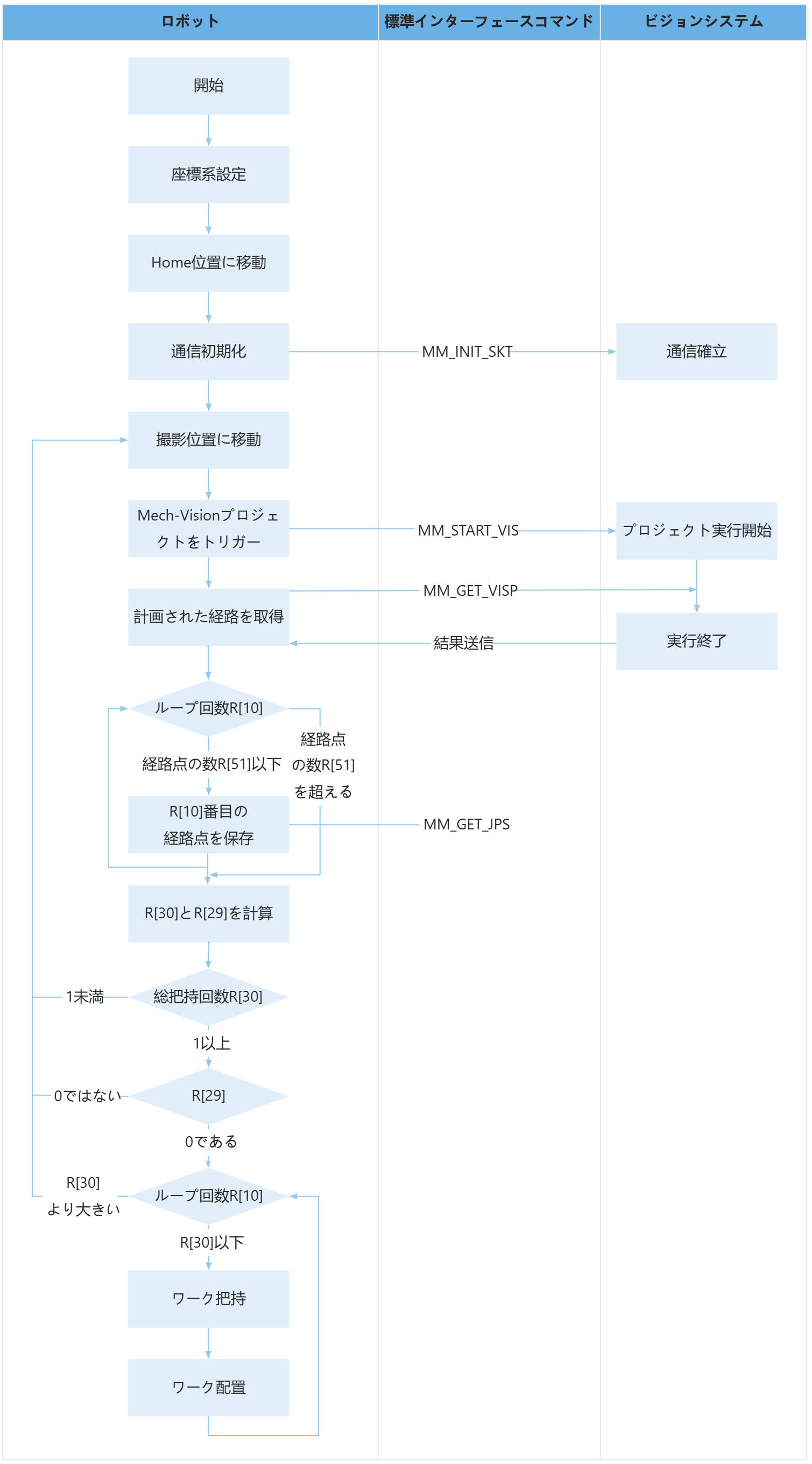
105: イチジテイシ ;上記のサンプルプログラムの処理流れは、下図の通りです。
下表は追加されたコードとその説明です。コマンド名のリンクをクリックすることで、その詳細な説明を確認できます。
| 処理流れ | コートと説明 |
|---|---|
ループで計画された経路を保存 |
|
レジ[30]とレジ[29]を計算 |
このサンプルでは、各計画された把持経路が5つの経路点を含むことを仮定としています。「レジ[51] DIV 5」はレジ[51]を5で割った商、「レジ[51] MOD 5」はレジ[51]を5で割った余りを表します。レジ[30]は計画された把持回数の合計を示します。レジ[29]が0でない場合、ある経路計画において把持経路点の数が5未満であることを意味し、経路計画に異常が発生したため再計画が必要です。 |
経路計画が異常かどうかを判断 |
把持回数レジ[30]が1未満である場合、またはレジ[29]が0でない場合、経路計画に異常が発生していることを示します。この場合、処理ロジックを追加する必要があります。例えば、Mech-Visionプロジェクトを再度トリガーして実行し、計画された経路を再取得するなどの対応が必要です。 |
ループで把持および配置を実行 |
上記のコードは、FORループ内でロボットが各計画された経路における5つの経路点に移動し、把持を完了した後に配置を続けて実行することを意味します。レジ[10]はループ回数を制御するために使用されます。レジ[10]は1から始まり、各ループ後に1ずつ増加します。レジ[10]が把持回数レジ[30]を超えるとループは終了します。レジ[10]が1増加するごとに、レジ[21]も5ずつ増加します。「60+レジ[21]~64+レジ[21]」(レジ[31]からレジ[35])は、各経路計画における5つの経路点が格納される5つのレジスタ番号を示します。 |