样例程序16:MM_S16_Viz_GetDirection
程序解读
以下为MM_S16_Viz_GetDirection样例程序的代码及相关解释说明。
| 与MM_S15_Viz_GetDoList样例相比,本样例仅修改了如下加粗部分的代码。因此,下文不再重复解释与MM_S15_Viz_GetDoList样例相同部分的代码(详情请参考MM_S15_Viz_GetDoList样例说明)。 |
1: !-------------------------------- ;
2: !FUNCTION: trigger Mech-Viz ;
3: !project, then get planned path ;
4: !and get box direction using ;
5: !command 210 ;
6: !Mech-Mind, 2023-12-25 ;
7: !-------------------------------- ;
8: ;
9: !set current uframe NO. to 0 ;
10: UFRAME_NUM=0 ;
11: !set current tool NO. to 1 ;
12: UTOOL_NUM=1 ;
13: !move to robot home position ;
14:J P[1] 100% FINE ;
15: !initialize communication ;
16: !parameters(initialization is ;
17: !required only once) ;
18: CALL MM_INIT_SKT('8','127.0.0.1',30000,5) ;
19: !move to image-capturing position ;
20:L P[2] 1000mm/sec FINE ;
21: !trigger Mech-Viz project ;
22: CALL MM_START_VIZ(2,10,53) ;
23: !check whether viz project has ;
24: !been triggered successfully ;
25: IF (R[53]<>2103),JMP LBL[99] ;
26: !get planned path ;
27: CALL MM_GET_PLNDT(0,3,51,52,53) ;
28: !check whether planned path has ;
29: !been got from Mech-Viz ;
30: !successfully ;
31: IF R[53]<>2100,JMP LBL[99] ;
32: !get gripper control signal list ;
33: CALL MM_GET_DL(0,0,53) ;
34: !check whether viz DoList has ;
35: !been gotten successfully ;
36: IF (R[53]<>2102),JMP LBL[99] ;
37: !save waypoints of the planned ;
38: !path to local variables one ;
39: !by one ;
40: CALL MM_GET_PLJOP(1,3,60,61,62,63,64,70) ;
41: CALL MM_GET_PLJOP(2,3,61,91,92,93,94,100) ;
42: CALL MM_GET_PLJOP(3,3,62,121,122,123,124,130) ;
43: !get box direction status from ;
44: !planned results of 2nd point ;
45: R[10]=R[116] ;
46: !follow the planned path to pick ;
47: !move to approach waypoint ;
48: !of picking ;
49:J PR[60] 50% FINE ;
50: !move to picking waypoint ;
51:J PR[61] 10% FINE ;
52: !add object grasping logic here ;
53: PAUSE ;
54: !set gripper control signal ;
55: CALL MM_SET_DL(0) ;
56: !move to departure waypoint ;
57: !of picking ;
58:J PR[62] 50% FINE ;
59: !place the box according to its ;
60: !direction ;
61: IF R[10]=0,JMP LBL[1] ;
62: IF R[10]<>0,JMP LBL[2] ;
63: ;
64: LBL[1:place position 1] ;
65: !move to intermediate waypoint ;
66: !of placing ;
67:J P[3] 50% CNT100 ;
68: !move to approach waypoint ;
69: !of placing ;
70:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
71: !move to placing waypoint ;
72:L P[4] 300mm/sec FINE ;
73: !add object releasing logic here, ;
74: !such as "DO[1]=OFF" ;
75: PAUSE ;
76: !move to departure waypoint ;
77: !of placing ;
78:L P[4] 1000mm/sec FINE Tool_Offset,PR[2] ;
79: JMP LBL[3] ;
80: ;
81: LBL[2:place position 2] ;
82: !move to intermediate waypoint ;
83: !of placing ;
84:J P[5] 50% CNT100 ;
85: !move to approach waypoint ;
86: !of placing ;
87:L P[6] 1000mm/sec FINE Tool_Offset,PR[2] ;
88: !move to placing waypoint ;
89:L P[6] 300mm/sec FINE ;
90: !add object releasing logic here, ;
91: !such as "DO[1]=OFF" ;
92: PAUSE ;
93: !move to departure waypoint ;
94: !of placing ;
95:L P[6] 1000mm/sec FINE Tool_Offset,PR[2] ;
96: JMP LBL[3] ;
97: ;
98: LBL[3] ;
99: !move back to robot home position ;
100:J P[1] 100% FINE ;
101: END ;
102: ;
103: LBL[99:vision error] ;
104: !add error handling logic here ;
105: !according to different ;
106: !error codes ;
107: !e.g.: status=2038 means no ;
108: !point cloud in ROI ;
109: !e.g.: mm_status=3099 means ;
110: !failed to open socket ;
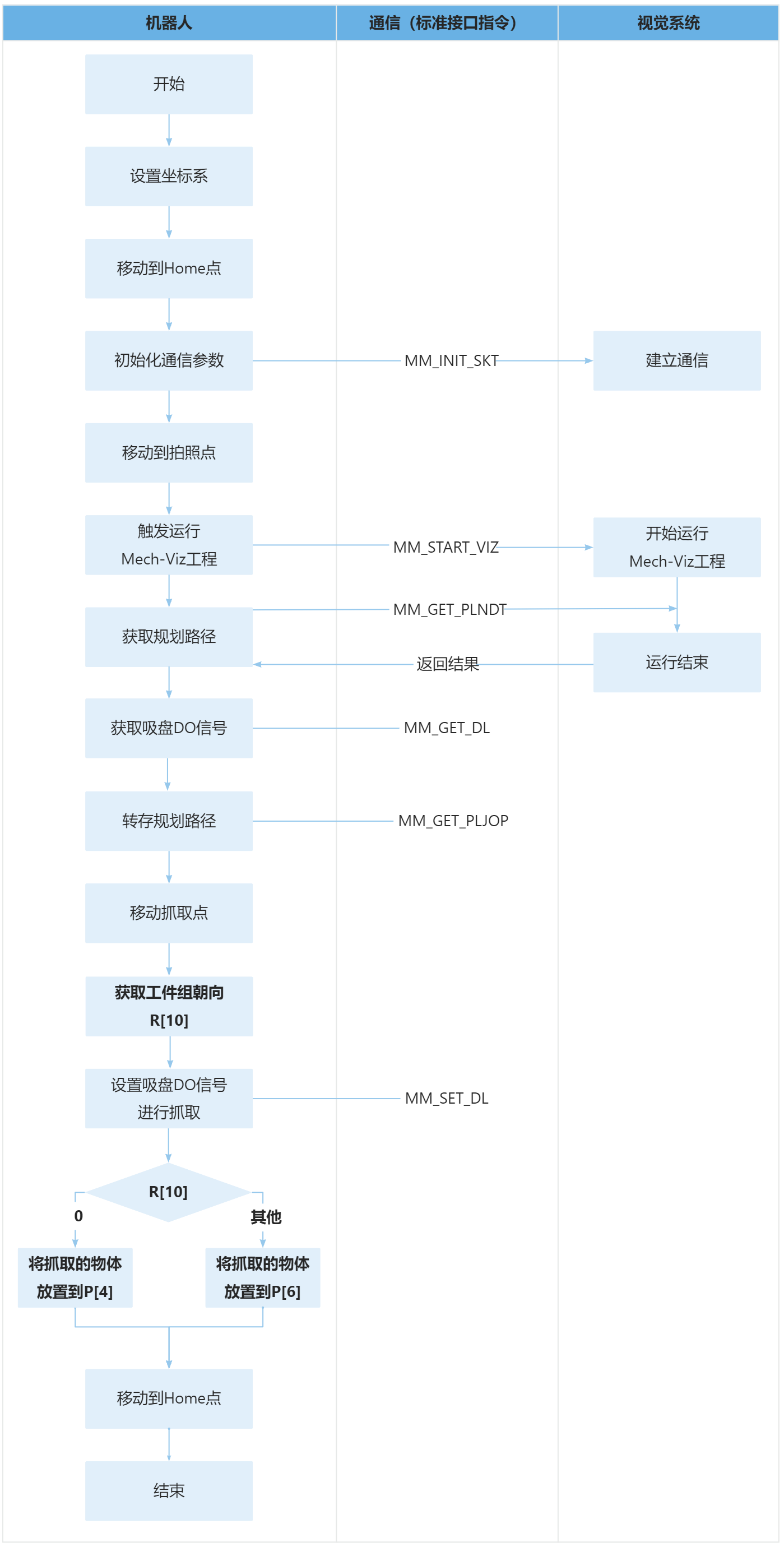
111: PAUSE ;上述样例程序代码对应的流程如下图所示。
下表是对加粗代码的逻辑解读。用户单击指令名称的超链接便可查看该指令的详细说明。
| 流程 | 代码及说明 | ||
|---|---|---|---|
获取工件组朝向 |
机器人通过MM_GET_PLNDT指令获取路径点的视觉移动规划数据,然后再通过MM_GET_PLJOP指令将路径点的视觉移动规划数据从机器人内存中转存至指定寄存器中。示例中,抓取点(PR[61])的视觉移动规划数据从R[100 ]开始存放。R[116]表示工件组与吸盘长边的朝向关系,0表示平行,1表示垂直。 上述代码表示,将R[116]赋值给R[10],则R[10]将表示工件组朝向。 |
||
根据工件组朝向采取不同的放置策略 |
上述代码表示,如果工件组与吸盘长边平行(即R[10]为0),则将该工件组放置在P[4]处;否则,将该工件组放置在P[6]处。 |