部署前检查
本部分介绍在进入工程配置与联调前需要完成的部署前检查。
本阶段的重点是提前识别现场硬件、机器人、工装、电气和环境风险,降低后续返工概率。
检查项
部署在线测量方案前,需按下表中的必备检查项一一检查。
| 类别 | 检查项 | 是否必须 | 描述 | |
|---|---|---|---|---|
相机相关检查 |
安装 |
是 |
|
|
是 |
请在Mech-Eye Viewer中连接所使用的UHP-140型号相机,并在右侧的参数选项卡中设置该相机的拍摄模式为Camera1。Camera1应安装在法兰的远端,以确保测量效果。如下图所示: 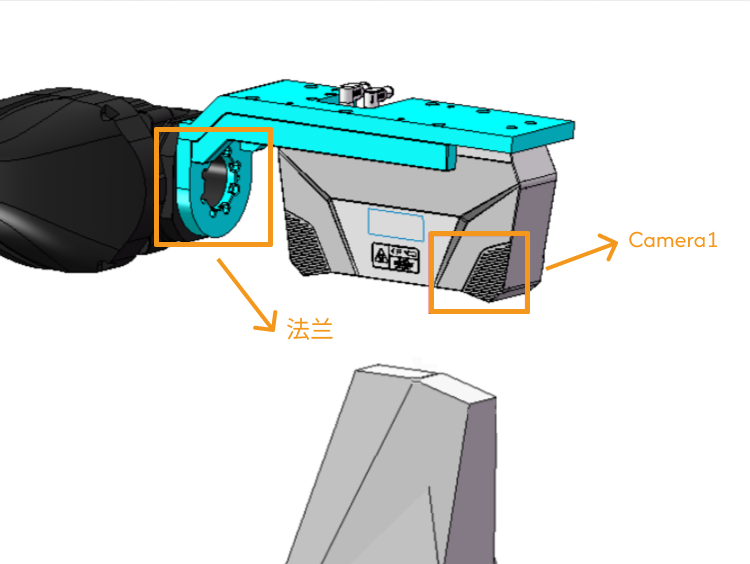
|
|||
连接 |
是 |
|
||
内参 |
是 |
使用Mech-Eye Viewer内参工具检查内参(如镜头焦距、畸变等)是否符合项目精度要求。 |
||
相机和机器人的距离 |
是 |
检查相机罩壳与机器人法兰之间的间距是否过小,避免因距离过近在调整机器人轨迹时发生干涉。 |
||
环境光 |
是 |
确认终端现场环境光照是否影响成像效果。 |
||
机器人相关检查 |
安装 |
是 |
检查机器人是否安装牢固,包括:
|
|
零点与重复精度 |
是 |
进行机器人零点检查。检测机器人重复精度。 |
||
通信软件包 |
是 |
检查是否已安装机器人通信软件包,包括:
|
||
布局检测 |
是 |
进行机器人布局和可达性检测,包括:
|
||
工装相关检查 |
数模 |
是 |
确认现场工装是否与数模一致。 |
|
安装 |
是 |
检查工装是否安装牢固,包括:
|
||
定位销伸缩 |
是 |
检查定位销伸缩是否顺畅,确认无卡顿或阻塞现象。 |
||
定位销硬度 |
是 |
确认工装定位销是否已进行硬度测试,并具备相应的硬度测试报告。 |
||
精度 |
是 |
如需工装建系,检查工装是否具备三坐标测量报告,并确认工装精度是否达标。 |
||
压头是否遮住测量孔 |
是 |
检查工装压头是否遮挡测量孔,确保测量孔未被遮挡的部分大于二分之一。 |
||
气缸调压阀 |
是 |
确认工装上的每个气缸是否均单独配备调压阀。 |
||
压头是否均能压紧 |
是 |
确认多个工件对应的工装压头是否均能有效压紧,并检查接近传感器能否稳定检测压紧状态。 |
||
机械相关检查 |
零件数模确认 |
是 |
工装已根据最新版本的产品数模进行制造。 |
|
基准设计样式 |
是 |
确认基准结构符合造型设计,基准位置满足视觉检测要求,且在检测过程中不会与设备产生干涉。 |
||
涂装颜色 |
是 |
确保使用符合终端用户需求和技术协议要求的色号。 |
||
标识 |
是 |
确保工装体上的各类标识不会干扰实际检测过程。 |
||
铭牌数值 |
是 |
确保工装实物标牌上基准坐标数值与检测精度表一致。 |
||
整体外观 |
是 |
|
||
防锈处理/黄金漆 |
是 |
确保工装的所有部件按规定要求进行防锈处理,黄金漆表面清晰、均匀、美观。 |
||
压头及压紧力 |
是 |
确保在考虑材料厚度的情况下,压头正常触及零件表面且夹紧力合适。 |
||
品牌清单检查 |
是 |
确保已检查所有机械部件品牌,且品牌满足技术协议要求。 |
||
气缸打开角度 |
是 |
确保所有可活动部件不存在互相干涉,气缸打开角度满足要求。 |
||
电气相关检查 |
电箱、线槽 |
是 |
确保夹具电箱线缆整齐,线槽盖板已盖上,金属线槽开口处防割条已安装。 |
|
是 |
确保线缆穿孔已增加防水接头,防水接头处无线缆裸露。 |
|||
夹具配线 |
是 |
确保所有按钮开关,传感器线缆,原件有标识。 |
||
是 |
确保气缸打开,夹紧信号与图纸,铭牌一致。 |
|||
是 |
确保旋转机构或者移动机构的配线,上端有线卡固定活动位置。 |
|||
是 |
确保已做好电缆、传感器线缆的防飞溅、防高温保护措施(硅胶管/玻璃纤维管)。 |
|||
是 |
确保夹具配线完成后用外接24V通电测试。 |
|||
是 |
确保所有气缸的磁性开关通电,并调整到夹紧或打开位置,做好相应标识。 |
|||
其他检查 |
震动源 |
是 |
确认现场是否存在明显震动源(是否有冲孔机,冲压机等)。 |
|
工件合格与否 |
是 |
确认调试工装时工件是否是合格件。 |
||
定位销备件 |
是 |
确认现场定位销是否有备件。 |
||
基准球名义值 |
是 |
确认工装基准球名义值和工装三坐标报告上基准球名义值是否一致。 |
||
焊接光源 |
是 |
确认现场是否有焊接光源影响,是否有强光直照(会影响视觉成像效果)。 |
完成标准
完成本阶段后,应满足以下条件:
-
表中所有必备检查项均已确认,或已形成明确整改结论。
-
不存在影响安全、图像质量、可达性和通信稳定性的阻塞问题。
-
现场具备进入工程配置与部署阶段的条件。