进行 SPC 分析
本部分介绍如何在Mech-Metrics中使用SPC概览和SPC分析功能。
|
在使用SPC概览和SPC分析功能前,需先完成以下操作:
-
在软件上方功能区,选择。
-
在数据筛选选项卡中完成数据筛选并选择测量记录。详情请参见 筛选、查看和导出历史数据。
SPC概览
单击页面顶部的 SPC概览选项卡,可查看各特征的 SPC 统计概览信息。
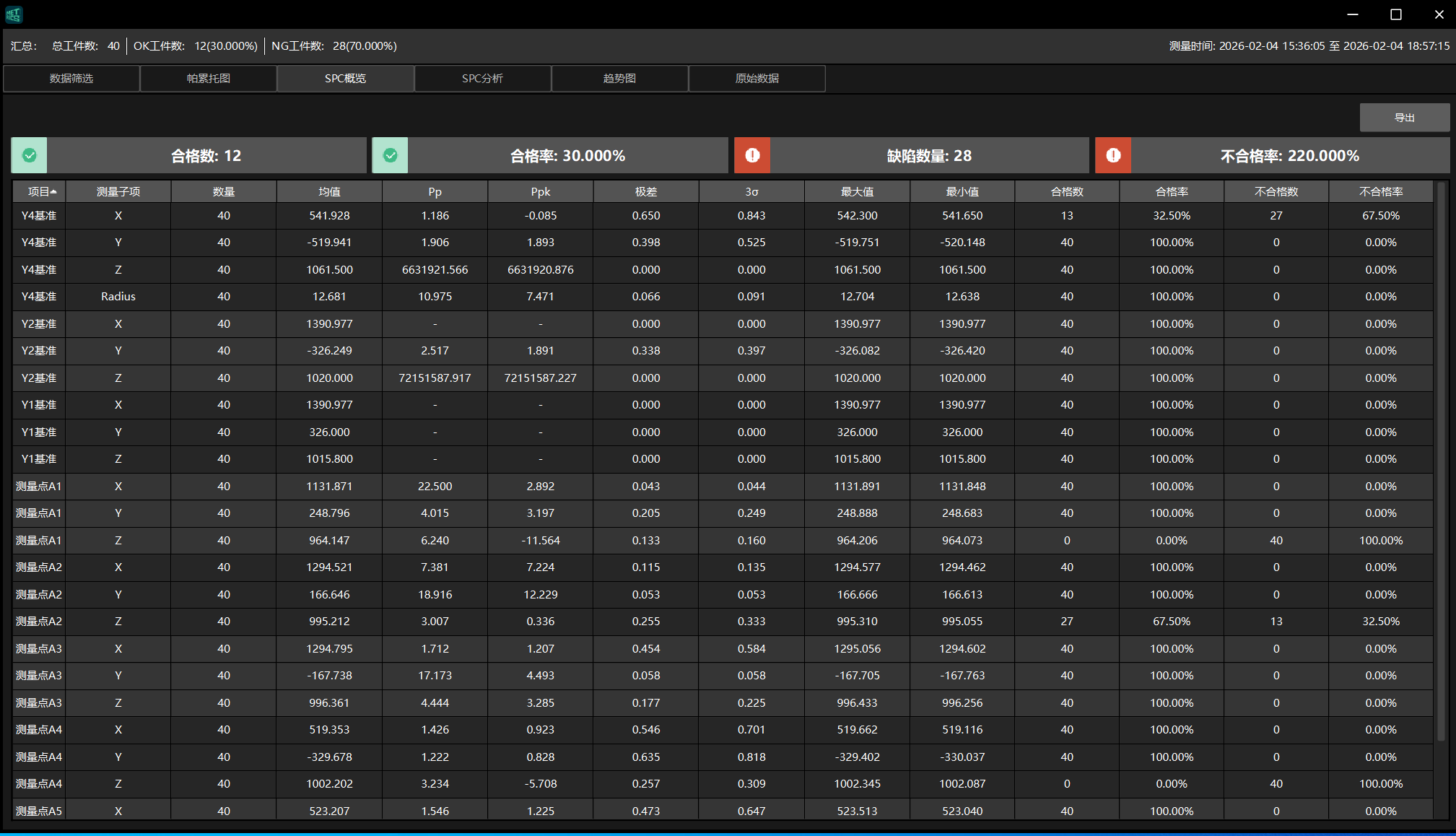
SPC概览页面顶部显示以下汇总信息:
-
合格数:符合规格要求的特征数量。
-
合格率:合格特征占总特征数的百分比。
-
缺陷数量:不符合规格要求的特征数量。
-
不合格率:不合格特征占总特征数的百分比。
SPC 概览的数据表格展示了每个测量项的以下统计信息:
| 列名 | 说明 |
|---|---|
项目 |
特征名称(如Y4基准、Y2基准、测量点A1等)。 |
测量子项 |
测量子项名称(如X、Y、Z、Radius等)。 |
数量 |
该测量项的样本数量。 |
均值 |
该测量项的平均值。 |
Pp |
过程性能指数,用于评估过程性能是否满足规格要求。 |
Ppk |
中心性能指数,在 Pp 的基础上考虑了过程均值的偏移。 |
极差 |
数据的极差值(最大值与最小值之差)。 |
3σ |
3 倍标准偏差值。 |
最大值 |
该测量项的最大测量值。 |
最小值 |
该测量项的最小测量值。 |
合格数 |
该测量项的合格样本数量。 |
合格率 |
该测量项的合格百分比。 |
不合格数 |
该测量项的不合格样本数量。 |
不合格率 |
该测量项的不合格百分比。 |
单击页面右上角的导出按钮,可导出 SPC 概览数据。
SPC分析
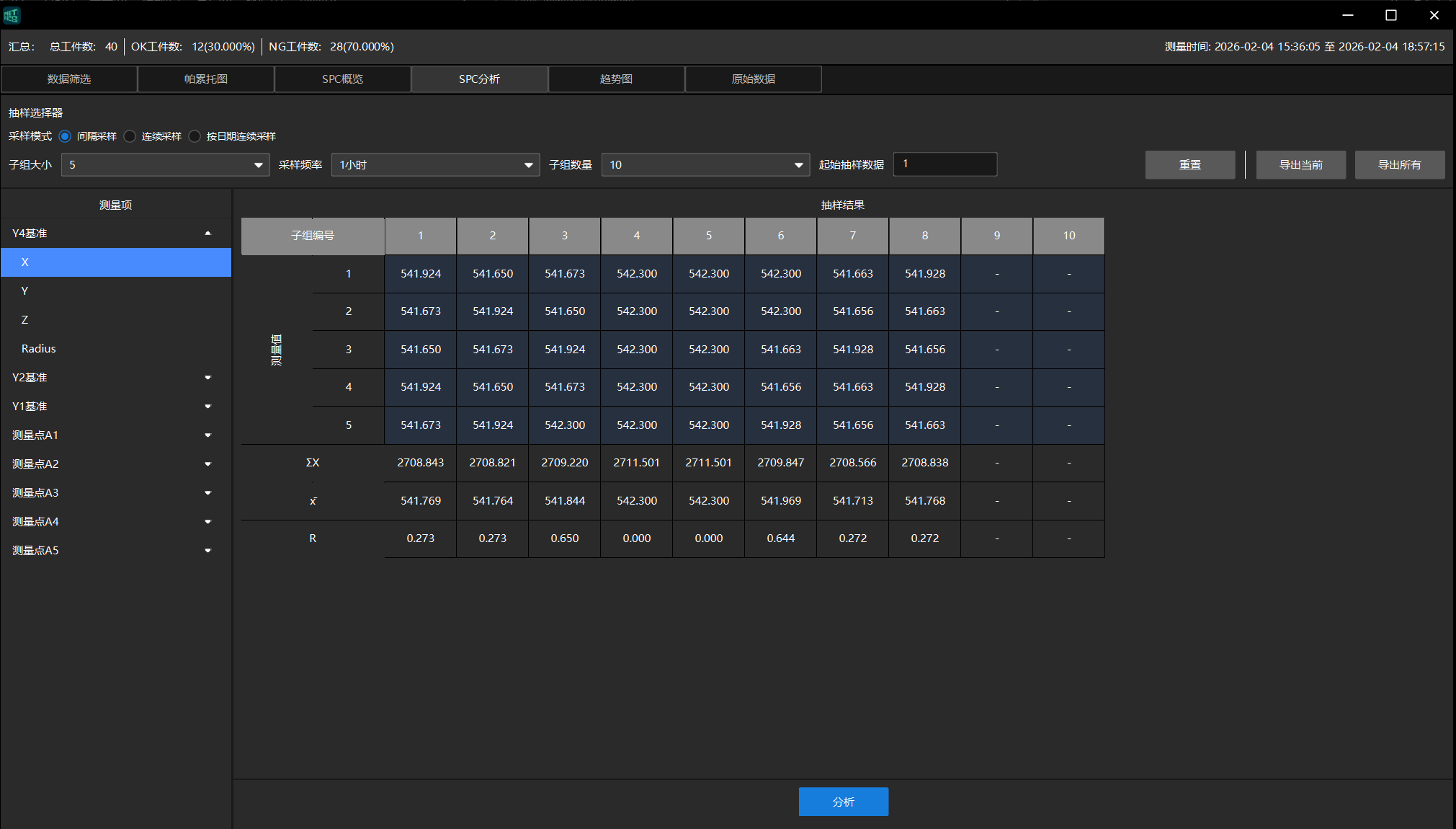
单击页面顶部的 SPC分析选项卡。SPC分析页面将展示抽样选择器、测量项列表和抽样结果表。
执行SPC分析
要进行SPC分析,执行如下步骤:
-
在抽样选择器区域,根据需要设置以下参数:
-
采样模式:选择采样模式,可选间隔采样、连续采样或按日期连续采样。
-
子组大小:设置每个子组包含的样本数量。
-
采样频率:设置采样的时间间隔。
-
子组数量:设置子组的数量。
-
起始抽样数据:设置起始抽样数据的编号。
-
-
在页面左侧的测量项列表中,选择需要分析的测量项。列表中展示了当前工件的所有可用测量项(如Y4基准、Y2基准、Y1基准、测量点A1~A5等),每个测量项下可展开选择具体的测量子项(如X、Y、Z、Radius)。
-
页面右侧的抽样结果表将展示所选测量项的抽样数据,包括各子组编号和对应的测量值,以及以下统计值:
-
ΣX:每列数据的求和值。
-
X̄:每列数据的平均值。
-
R:每列数据的极差值(最大值与最小值之差)。
-
-
单击页面底部的分析按钮执行 SPC 分析。分析完成后,页面将展示分析结果。

-
如需重置抽样选择器的参数设置,单击重置按钮。
-
如无法分析,请根据软件的报错消息进行排查。
-
如需返回抽样设置页面,单击页面左上角的上一步。
-
分析结果
分析结果页面包含以下区域:
| 序号 | 区域 | 说明 |
|---|---|---|
① |
展示USL、CL、LSL、Cp、Cpk、Pp、Ppk等关键SPC指标。 |
|
② |
展示X̄(平均值)和R(极差)对应的管制限数据。 |
|
③ |
以子组编号为横轴、X̄平均值为纵轴的控制图,用于监控过程均值的变化趋势。 |
|
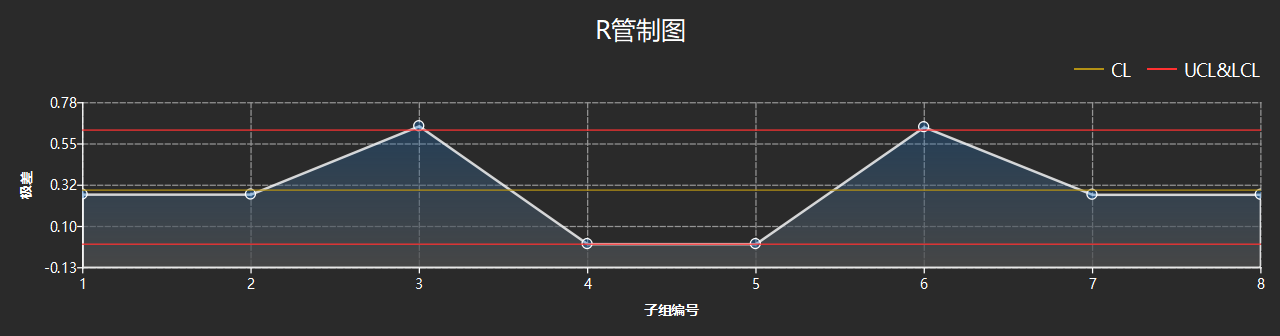
④ |
以子组编号为横轴、极差(R)为纵轴的控制图,用于监控过程变异的变化趋势。 |
|
⑤ |
展示当前测量项的统计信息,包括总观测数、最大值、最小值、区间个数和区间宽度。 |
|
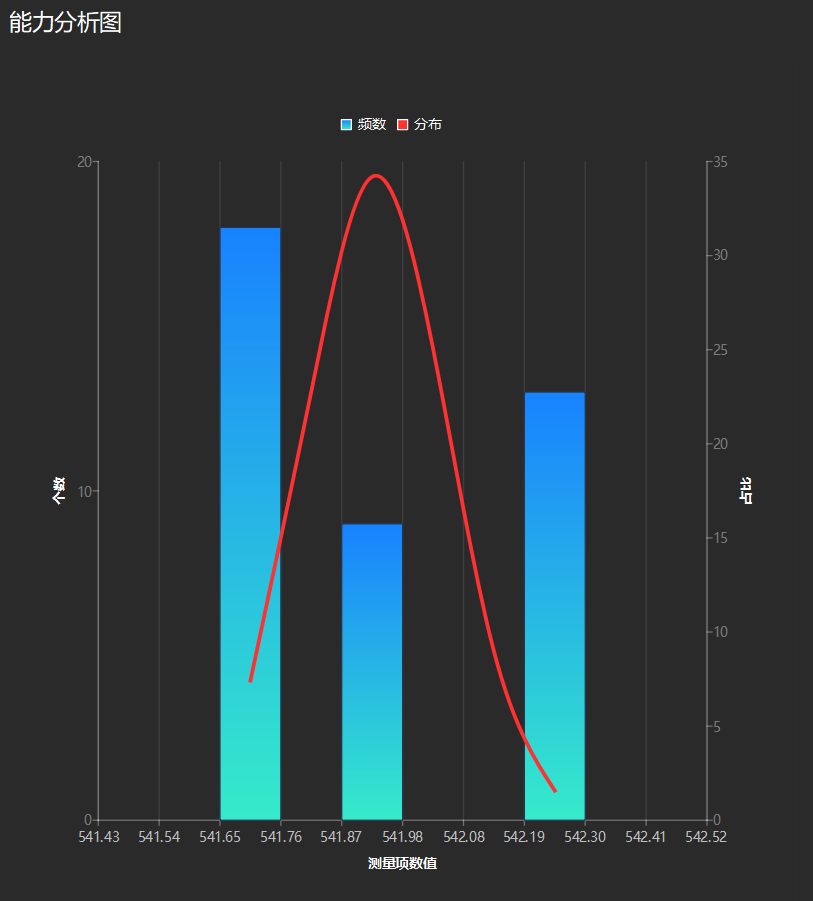
⑥ |
以柱状图展示测量数据的频数分布,并叠加正态分布曲线,直观反映数据的分布状态和过程能力。 |
指标栏
页面顶部展示当前测量项的关键SPC指标。

| 指标 | 说明 |
|---|---|
USL |
上规格限(Upper Specification Limit),即名义值加公差上限。 |
CL |
中心线(Central Line),即数据的平均值。 |
LSL |
下规格限(Lower Specification Limit),即名义值加公差下限。 |
Cp |
过程能力指数(Process Capability),用于评估过程能力是否满足规格要求。其中 σ 代表总体标准差。 |
Cpk |
中心能力指数(Process Capability Index),在 Cp 的基础上考虑了过程均值的偏移。其中 x̄ 代表总体平均值,σ 代表总体标准差。 |
Pp |
过程性能指数(Process Performance),用于评估过程性能是否满足规格要求。其中 s 代表样本标准差。 |
Ppk |
中心性能指数(Process Performance Index),在 Pp 的基础上考虑了过程均值的偏移。其中 x̄ 代表样本平均值,s 代表样本标准差。 |
管制限数据表
展示X̄(平均值)和R(极差)对应的管制限数据。

| 列名 | 说明 |
|---|---|
均值 |
X̄ 或 R 的均值。 |
管制限 |
管制限值。 |
上控制限/UCL |
上控制限(Upper Control Limit),即平均值加上 3σ 的值。 |
中心线/CL |
中心线(Central Line),即平均值。 |
下控制限/LCL |
下控制限(Lower Control Limit),即平均值减去 3σ 的值。 |
X管制图
以子组编号为横轴、X̄ 平均值为纵轴的控制图,用于监控过程均值的变化趋势。
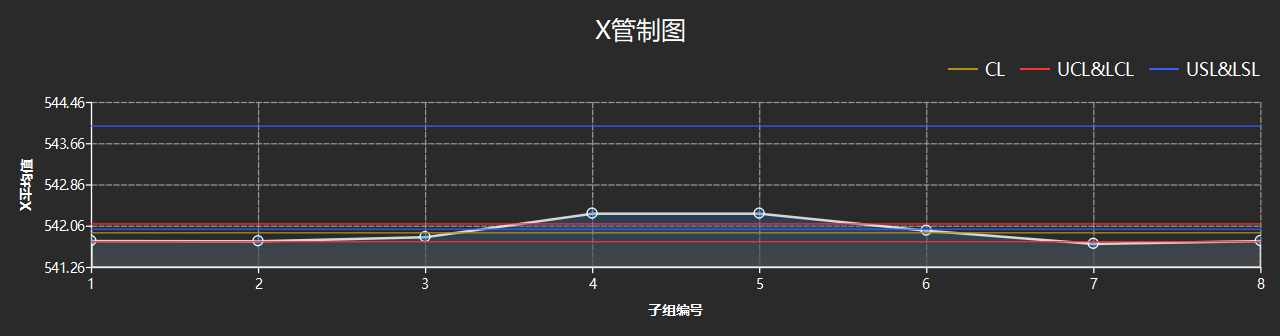
图中包含以下参考线:
-
CL(黄色线):中心线,即平均值。
-
UCL & LCL(红色线):上控制限和下控制限。
-
USL & LSL(蓝色线):上规格限和下规格限。
统计信息
页面右上角展示当前测量项的统计信息。

| 参数 | 说明 |
|---|---|
总观测数 |
参与分析的样本总数。 |
最大值 |
所有样本中的最大测量值。 |
最小值 |
所有样本中的最小测量值。 |
区间个数 |
能力分析图中的频数分布区间数量。 |
区间宽度 |
每个频数分布区间的宽度。 |