スティッチングキャリブレーション
概要
スティッチングキャリブレーションは、大型または長尺形状のワーク測定シーン向けの高精度データ取得・処理技術です。この方法では、キャリブレーションブロックに対して分割データ取得を行い、各データ間の相対位置姿勢関係を算出することで、複数データを高精度にグローバル統合(スティッチング)します。
-
キャリブレーションの実行手順
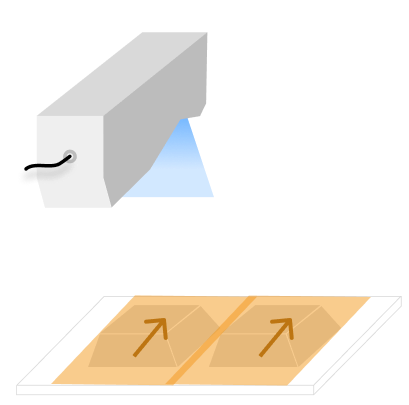
キャリブレーションパラメータを作成する段階では、必ず 同方向スキャン(Z字スキャン)方式を使用する必要があります。後続の実際の運用でどのような経路を使用する場合でも、キャリブレーション時の2回のデータ取得では、スキャン方向を厳密に一致させる必要があります。これにより、座標系変換の正確性を保証します。
-
実際の運用
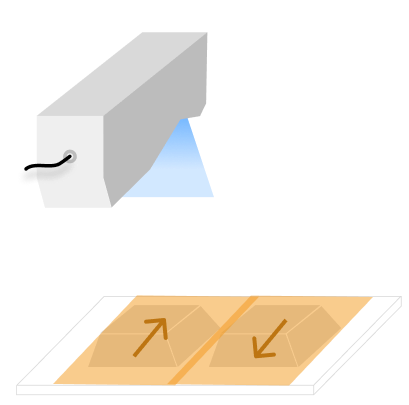
実際の測定では、用途に応じて 往復スキャン(S字スキャン)または同方向スキャン(Z字スキャン)を柔軟に選択できます。システムはキャリブレーション結果に基づき、スキャン方向を自動認識し、対応する座標変換処理(ミラー補正など)を適用します。これにより、複数データを継ぎ目なく接続し、高い完全性を持つサーフェスデータを生成できます。
|
|
S字スキャン |
Z字スキャン |
機能使用
以下のいずれかの方法で、スティッチングキャリブレーションウィンドウを開くことができます。
-
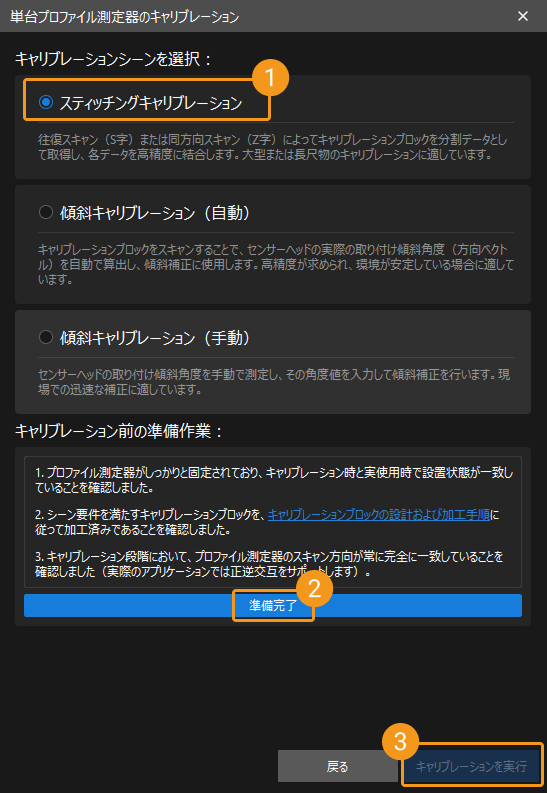
Mech-MSRのメイン画面で、ツールバー の プロファイル測定器キャリブレーション をクリックして、プロファイル測定器のキャリブレーションウィンドウを開きます。単台 を選択すると、単台プロファイル測定器のキャリブレーションウィンドウに入り、スティッチングキャリブレーション を選択できます。
-
メニューバーで を選択し、プロファイル測定器のキャリブレーションウィンドウを開きます。単台 を選択すると、単台プロファイル測定器のキャリブレーションウィンドウに入り、スティッチングキャリブレーション を選択できます。
| 測定器のキャリブレーション機能は、ソリューションを開いた後に使用可能となり、キャリブレーション結果はそのソリューション内のすべてのプロジェクトに適用されます。 |
キャリブレーションの実行手順
事前準備
キャリブレーションを実行する前に、以下の準備が完了していることを確認してください。
-
測定器が確実に固定されており、キャリブレーション時と実際の使用時で設置状態が一致していることを確認してください。
-
キャリブレーションブロックの設計と加工 に従って、現在の使用シーンに適した 2つの錐台を含むキャリブレーションブロック が加工済みであり、かつ 配置要件を満たしている ことを確認してください。
-
キャリブレーション段階において、測定器のスキャン方向が完全に一致していることを確認してください(実際の運用では正逆交互スキャンに対応しています)。
-
Mech-Eye ViewerおよびMech-MSRが、測定器に正常に接続できることを確認してください。
-
Mech-Eye Viewerで パラメータを調整 し、取得した画像データに明らかな欠損がなく、ノイズが少ないことを確認してください。さらに、そのパラメータ設定を、キャリブレーション時に使用する測定器の設定パラメータグループとして保存してください。
-
キャリブレーション精度を確保するため、キャリブレーション前に測定器を暖機運転する必要があります。実際の使用環境に合わせ、デバイスの電源を入れた後、1時間以上連続してデータを取得してください。
操作手順
 プロファイル測定器に接続
プロファイル測定器に接続
プロファイル測定器リスト からデバイスを選択し、接続を完了してください。

|
接続後、次へ をクリックして軸方向マッピング設定画面に進みます。
 軸方向マッピングを設定
軸方向マッピングを設定
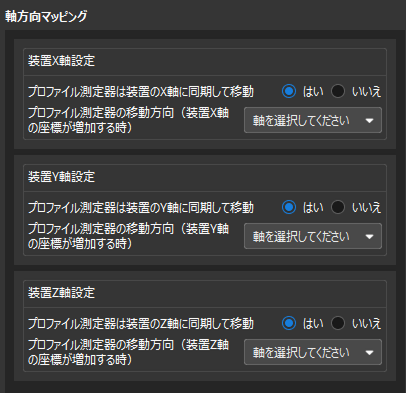
軸方向マッピングは、装置座標系と測定器が取得したサーフェスデータ座標系との正確な対応関係を構築するための設定です。実際の設置状況に応じて、装置各軸と測定器各軸との方向マッピング関係を設定し、装置座標系とサーフェスデータ座標系が正確に対応するようにしてください。これにより、座標系の不一致によるデータエラーやスティッチング失敗を防止できます。
| 以下の設定手順は一般的なシーン例(参考図)に基づいています。実際の設定パラメータは、必ず現場の設置レイアウトに基づいて決定してください。 |
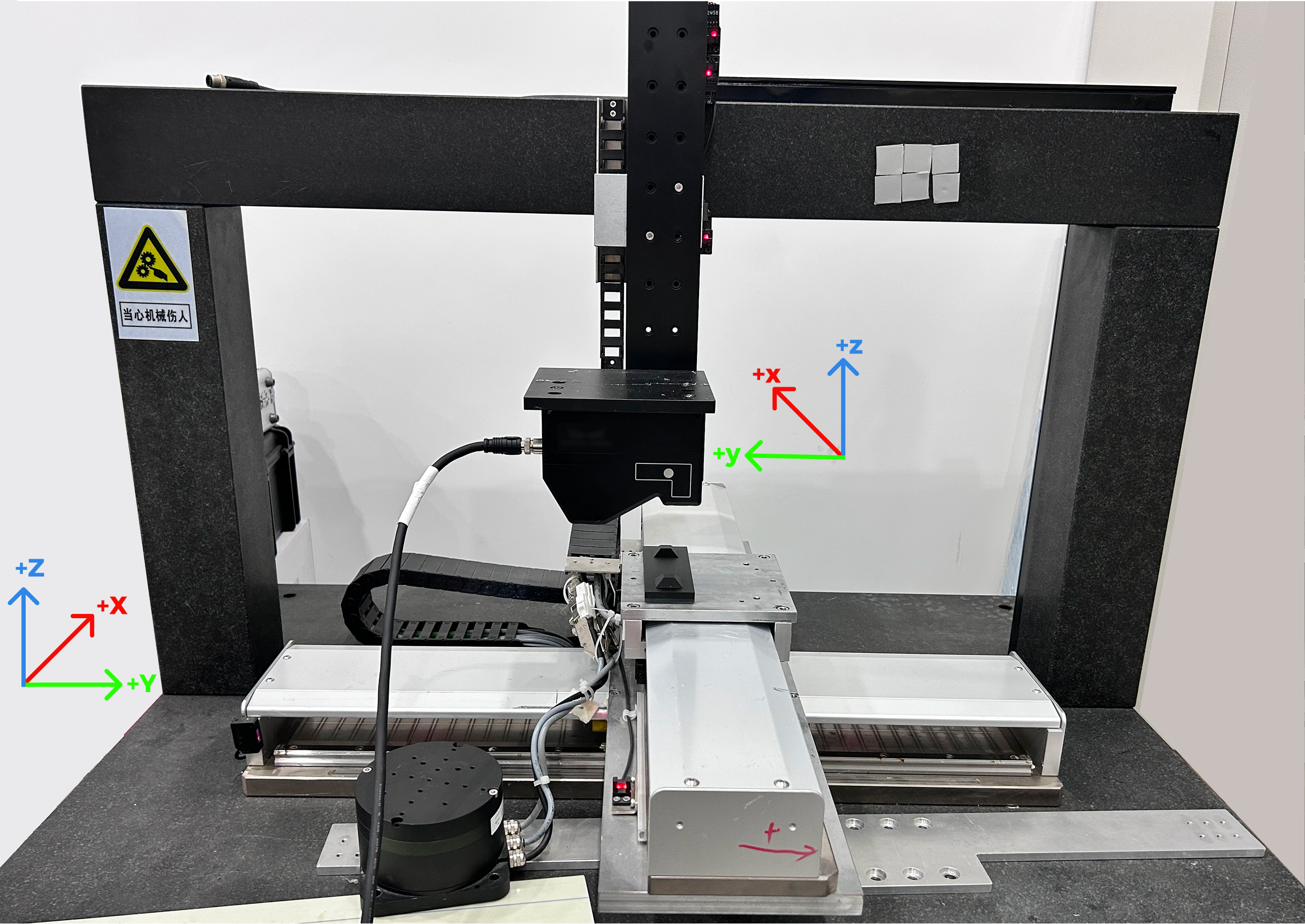
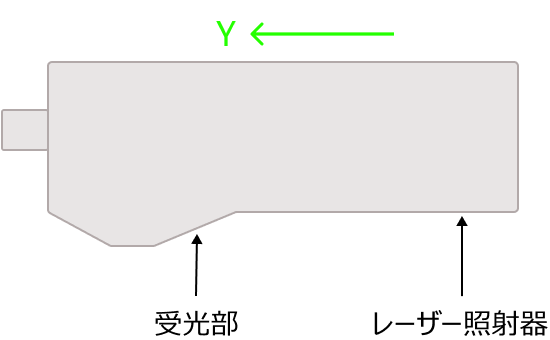
測定器自身のY軸方向は固定されており、センサーヘッドのレーザー照射器から受光ユニットへ向かう方向となります。その他の軸方向は 右手座標系 に従って決定できます。右手の親指をX軸正方向、人差し指をY軸正方向、中指をZ軸正方向とします。
設定手順は以下の通りです。
-
測定器の追従関係を確認します。
-
測定器のセンサーヘッドが、装置のどの軸と連動して移動するのか、また移動方向の対応関係を明確にしてください。
-
ソフトウェア設定画面で、装置各軸(X、Y、Z)の対応設定項目を確認し、実際の状況に応じて はい または いいえ を選択します。
-
はい に設定した装置軸については、その軸の座標値が増加した際に、測定器が自身のどの軸方向へ移動するかを確認してください。
-
-
対象物の相対移動方向を確認します。
測定器自身の追従関係を明確にした後、対象物が測定器に対してどのように移動するかも確認する必要があります。
-
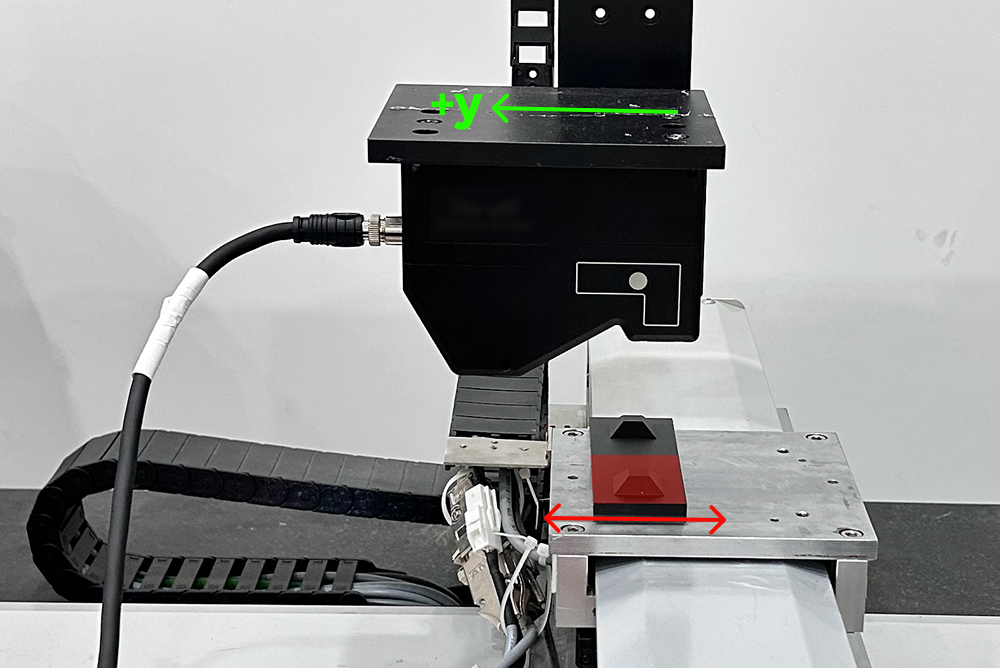
各回の取得中:各データ取得時(つまり、1つの錐台をスキャンする際)には、装置がキャリブレーションブロックを装置のある軸方向へ移動させる、または装置のある軸が測定器をその Y 軸方向へ移動させることで、現在の錐台のデータ取得を行います。
-
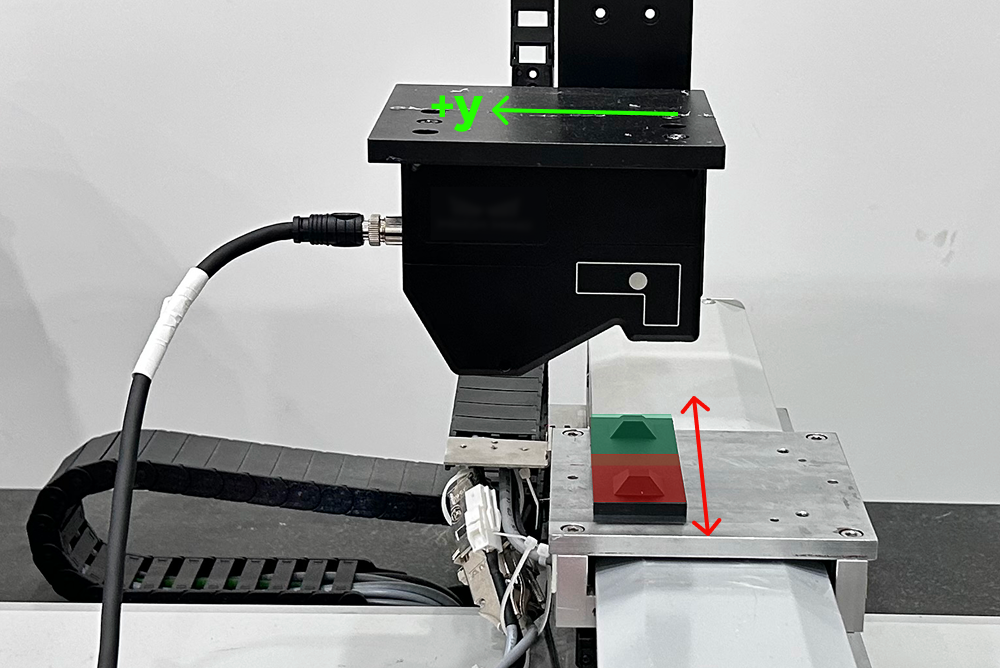
2回の取得の間:2つの錐台をそれぞれ取得するため、装置はキャリブレーションブロックを別の軸方向へ移動させる、または別の軸が測定器をもう一方の錐台の真上まで移動させることで、2回の取得間の位置切り替えを行います。
- 設定例
-
本例では、測定器のセンサーヘッドは装置のZ軸に剛固定されており、Z軸とともに昇降します。そのため、装置Z軸設定 において プロファイル測定器は装置のZ軸に同期して移動 を はい に設定し、装置X軸およびY軸の対応項目は いいえ に設定します。さらに、プロファイル測定器の移動方向(装置Z軸の座標が増加する時)を プロファイル測定器 +Z に設定します。
キャリブレーションブロックは装置のX軸およびY軸方向へ移動し、それによって測定器がブロック上の2つの錐台をそれぞれスキャンし、2回のデータ取得を完了します。各データ取得時には、装置がキャリブレーションブロックをY軸方向へ移動させます。また、2回のデータ取得を実現するため、装置はキャリブレーションブロックをX軸方向へ移動させ、取得位置の切り替えを行います。
-
設定内容を確認後、次へ をクリックしてキャリブレーションブロック設定画面に進みます。
 キャリブレーションブロックを設定
キャリブレーションブロックを設定
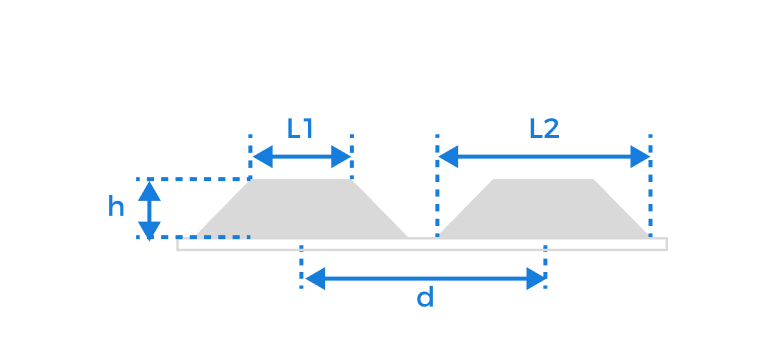
スティッチングキャリブレーションでは、2錐台を含むキャリブレーションブロックを使用します。実際に設計・加工したキャリブレーションブロックに基づいて、各パラメータ値を入力してください。
| 正確なパラメータ値を必ず入力してください。 |
パラメータ |
説明 |
上面辺長(L1) |
錐台の短い底辺の辺長です。単位はミリメートル(mm)です。 |
底面辺長(L2) |
錐台の長い底辺の辺長です。単位はミリメートル(mm)です。 |
錐台の高さ(h) |
錐台の上面から下面までの垂直距離です。単位はミリメートル(mm)です。 |
並進距離(d) |
隣接する錐台の中心線間の距離です。単位はミリメートル(mm)です。 |
パラメータ値を入力して確認した後、次へ をクリックしてキャリブレーション画面に進みます。
 キャリブレーションを計算
キャリブレーションを計算
キャリブレーション手順は以下の通りです。
-
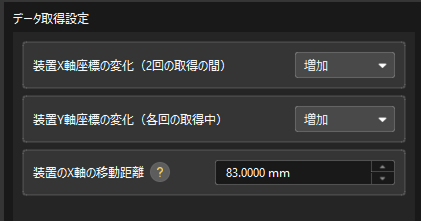
データ取得設定を完了します。
パラメータ 説明 装置X/Y/Z軸座標の変化(2回の取得の間)
システムが前段設定に基づき、対応する装置軸を自動判定します。
この際、1回目と2回目のデータ取得の間で、対応する装置軸の座標値が 増加 したか 減少 したかを確認し、キャリブレーションブロックが測定器に対してどの方向へ移動したかを判断してください。
装置X/Y/Z軸座標の変化(各回の取得中)
システムが前段設定に基づき、対応する装置軸を自動判定します。
この際、各データ取得中に、対応する装置軸の座標値が 増加 したか 減少 したかを確認し、測定器のスキャン方向を判断してください。
設定パラメータグループ
測定器がデータ取得時に使用するパラメータグループです。
装置のX/Y/Z軸の移動距離
装置の対応軸が、2回のデータ取得間で移動する距離です(つまり、一方の錐台からもう一方の錐台へ移動するために必要な移動量)。
この値は、デフォルトでキャリブレーションブロックの 並進距離 パラメータ値と同じになります。
- 設定例
-
本例では、装置のX軸座標の変化(2回の取得の間)の方向は 減少、装置のY軸座標の変化(各回の取得中)は 増加 となります。また、キャリブレーションブロックの 並進距離 が 83 mm のため、装置のX軸の移動距離 は 83 mm のままとします。
-
データ取得を行います。
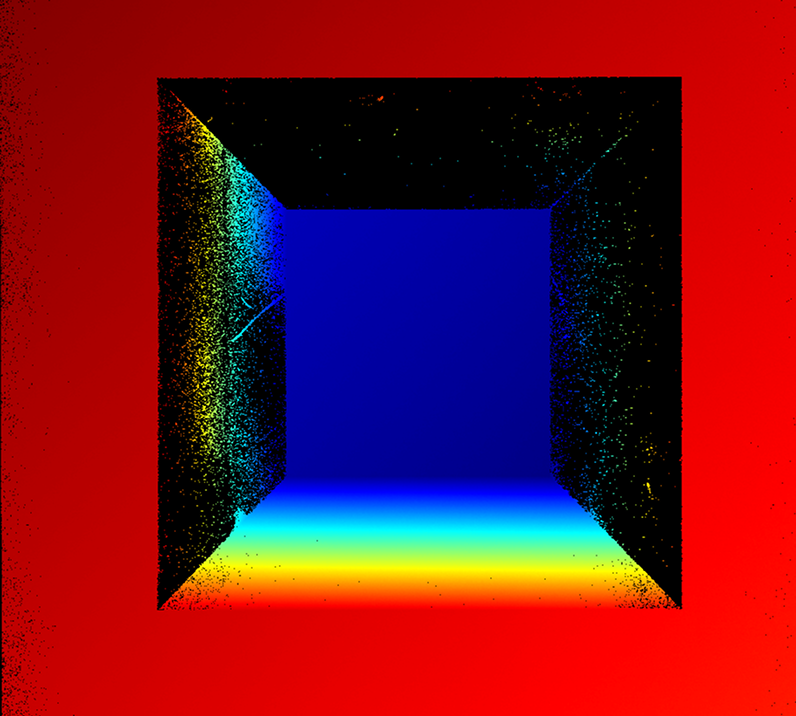
2回のデータ取得をそれぞれ実施してください。取得したデータは、以下の要件を満たす必要があります。
-
キャリブレーションブロックが画像の中央に位置していること。
-
画像にはキャリブレーションブロックの6つの特徴面のみが含まれ、各面が完全に撮影されていること。
他のサーフェスデータが存在する場合は、特徴領域を使用 をオンにし、特徴領域のサイズと位置を調整して、特徴領域内にキャリブレーションブロックの6つの特徴面のみが含まれるようにしてください。 -
キャリブレーションブロックの錐台がセンサーヘッドに正対し、X軸、Y軸、またはZ軸周りに回転していないこと。
-
ノイズが少ないこと。
正常 点が欠損 一部の表面が不完全 余分な表面がある ノイズが多い 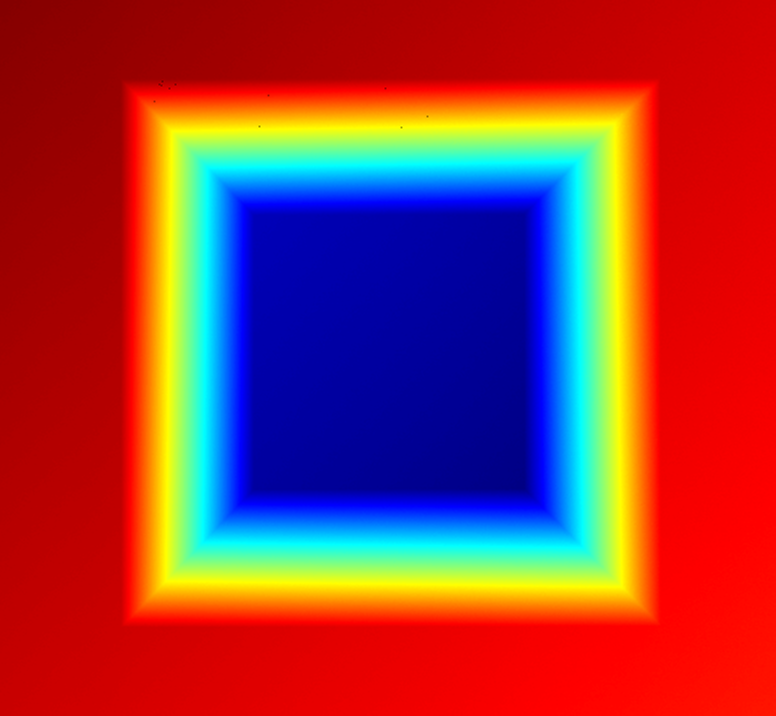
取得したデータ品質が基準を満たさない場合は、Mech-Eye Viewerでパラメータを再調整し、画像品質が要件を満たすまで調整してください。その後、パラメータグループを保存し、手順1に戻って 設定パラメータグループ を再選択してください。
データ取得完了後、次へ をクリックしてキャリブレーション計算を開始します。
-
-
キャリブレーション計算を行います。
キャリブレーションを実行 をクリックして、キャリブレーションを開始します。システムは、2回のスキャンデータ間の相対位置関係を自動解析し、複数セグメントのスキャン間のスティッチング誤差補正パラメータを算出して、キャリブレーション結果を生成します。
測定器による2回のデータ取得視野に重なり領域が存在する場合は、画像融合 をオンにし、融合後の画像が正しく表示されるか確認してください。 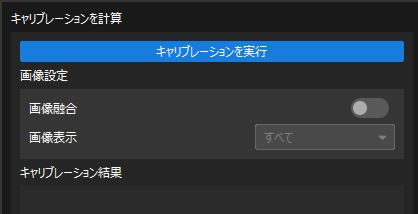
-
キャリブレーション結果を確認し、キャリブレーション精度が要件を満たしていることを確認します。
問題がなければ、保存 をクリックし、ポップアップウィンドウで名前と保存先を設定してキャリブレーション結果を保存します。これでキャリブレーションは完了です。
キャリブレーション結果を適用
スティッチングキャリブレーションの結果は、プロジェクトフォルダ内の calibration フォルダに保存されます。この結果は、現在のソリューション内の任意のプロジェクトにある インラインプロファイル測定器 ステップで使用できます。
使用手順は以下の通りです。
-
ステップの パラメータ設定エリア で、カメラモード を 単台 に変更します。
-
S/Z形スキャンスティッチング パラメータにチェックを入れます。パラメータエリアに キャリブレーション結果を選択 パラメータが表示されるので、ドロップダウンリストから使用するキャリブレーション結果を選択してください。
-
スキャンセグメント設定 で 設定ツールを開く をクリックし、複数のスキャン段設定を行います。
-
当該ステップのその他のパラメータ設定を完了後、ステップを実行 すると、選択したキャリブレーション結果が適用されます。
付録:キャリブレーション結果
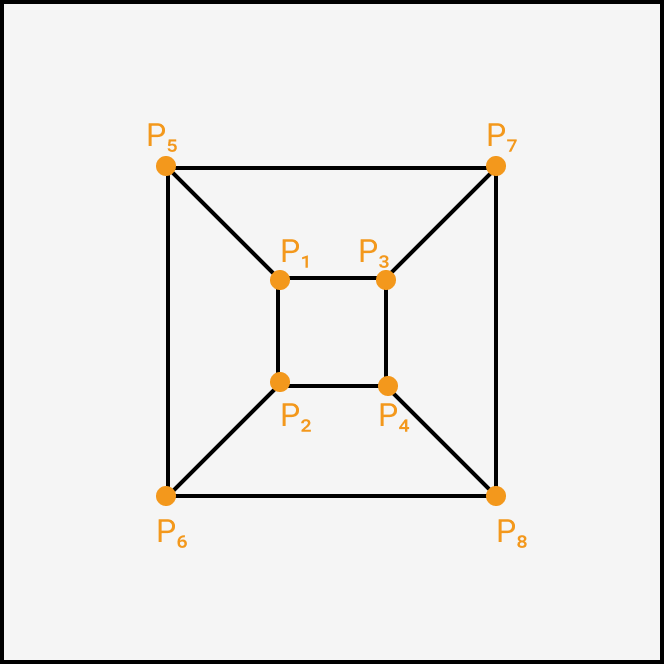
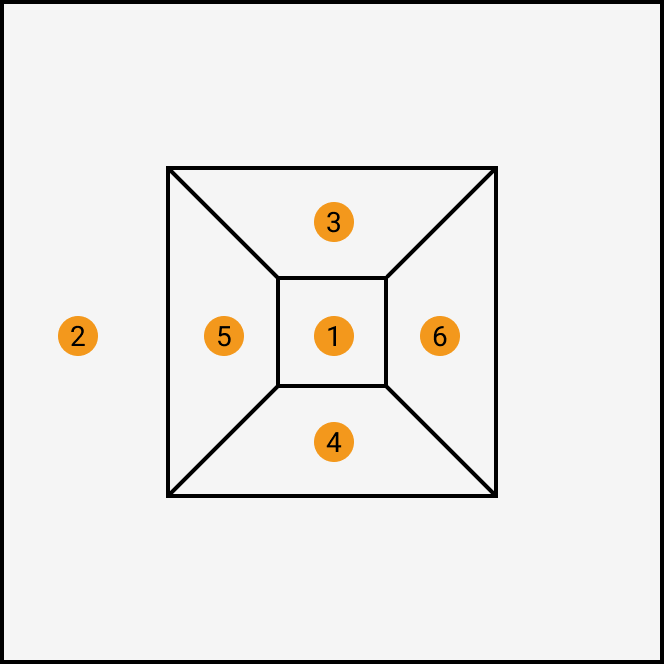
測定器が取得したデータにおける点および平面の番号定義は、下図(上面図)に示しています。ここで、P1 ~ P8 は錐台の8つのコーナーを表し、① ~ ⑥は各測定器で取得されるべき6つの平面を示しています。
|
|
点 |
平面 |
画像スティッチングを行う際には、複数回取得したデータをすべて、1回目の取得データ座標系へ変換する必要があります。
-
装置軸方向ベクトル(測定器対応軸に対する)
実際の設置状況設定に基づき、装置軸と測定器座標軸との間には対応関係が存在します。一般的には、各対応軸同士が完全に平行であることで、高精度なキャリブレーションおよび測定を保証できます。
-
再投影誤差
錐台の8つのコーナーにおける測定座標と基準座標との偏差を計算し、再投影誤差を求めます。単位はミリメートル(mm)です。値が小さいほど、キャリブレーション精度が高いと判断できます。