배포 전 점검
본 부분에서는 프로젝트 구성 및 연동에 진입하기 전에 완료해야 하는 배포 전 점검을 소개합니다.
본 단계의 중점은 현장 하드웨어, 로봇, 지그, 전기 및 환경 리스크를 사전에 식별하여 후속 재작업 가능성을 낮추는 것입니다.
진입 조건
배포 전 점검을 시작하기 전에 다음 조건을 충족하는 것이 좋습니다:
-
시스템 하드웨어의 기본 설치 및 네트워크 연결이 완료되었습니다.
-
카메라가 정상적으로 연결되고 기본 이미지 수집 기능을 갖추었습니다.
-
현장에 로봇, 지그 및 관련 전기 조건이 준비되어 있습니다.
점검 항목
온라인 측정 솔루션을 배포하기 전에 아래 표의 필수 점검 항목을 하나씩 점검해야 합니다.
| 카테고리 | 점검 항목 | 필수 여부 | 설명 | |
|---|---|---|---|---|
카메라 관련 점검 |
설치 |
예 |
|
|
예 |
Mech-Eye Viewer에서 사용할UHP-140-GL모델 카메라를 연결하고, 오른쪽의 파라미터 옵션 카드에서 해당 카메라의 촬영 모드를 Camera1로 설정합니다. 카메라 1 은 측정 효과 를 보장 하 기 위해 플랜지 과 먼 쪽 에 을 설치합니다. 해야 합니다 . 다음과 같습니다: 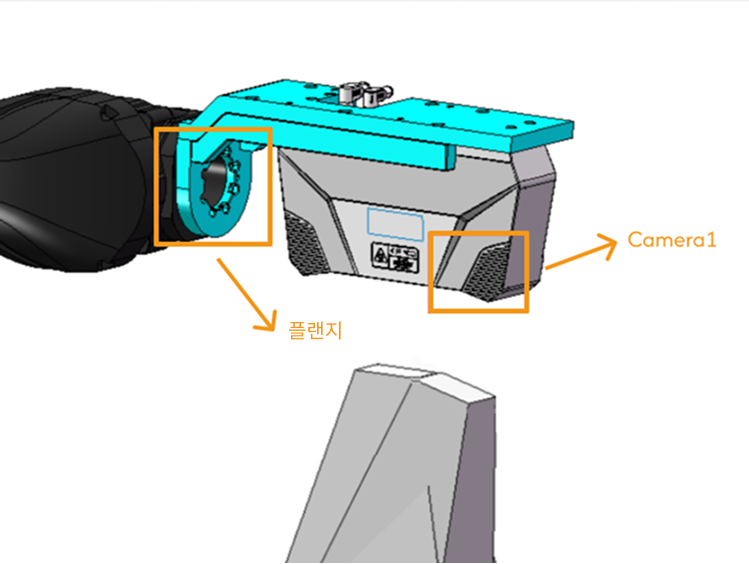
|
|||
연결 |
예 |
|
||
내부 파라미터 |
예 |
Mech-Eye Viewer의 내부 파라미터 도구를 사용하여 내부 파라미터(예: 렌즈 초점 거리, 왜곡 등)가 프로젝트 정밀도 요구사항을 충족하는지 점검합니다. |
||
카메라와 로봇 간 거리 |
예 |
카메라 케이스와 로봇 플랜지 사이의 간격이 너무 작은지 확인하여, 로봇 궤적을 조정할 때 거리가 너무 가까워 간섭이 발생하지 않도록 합니다. |
||
환경광 |
예 |
최종 현장의 환경광이 이미징 효과에 영향을 주는지 확인합니다. |
||
로봇 관련 점검 |
설치 |
예 |
로봇이 견고하게 설치되었는지 점검합니다.
|
|
원점 및 반복 정밀도 |
예 |
로봇 원점 점검을 수행합니다. 로봇 반복 정밀도를 검사합니다. |
||
통신 소프트웨어 패키지 |
예 |
로봇 통신 소프트웨어 패키지가 설치되었는지 점검합니다.
|
||
레이아웃 검사 |
예 |
로봇 레이아웃 및 도달성 검사를 수행합니다. 여기에는 다음이 포함됩니다:
|
||
지그 관련 점검 |
디지털 모델 |
예 |
현장 지그가 디지털 모델과 일치하는지 확인합니다. |
|
설치 |
예 |
지그가 견고하게 설치되었는지 점검합니다. 여기에는 다음이 포함됩니다:
|
||
위치 결정 핀 신축 |
예 |
위치 결정 핀의 신축이 원활한지 점검하고, 걸림 또는 막힘 현상이 없는지 확인합니다. |
||
위치 결정 핀 경도 |
예 |
지그 위치 결정 핀의 경도 테스트가 수행되었으며 해당 경도 테스트 보고서가 구비되어 있는지 확인합니다. |
||
정밀도 |
예 |
지그 구축이 필요한 경우, 지그에 3차원 측정 보고서가 있는지 점검하고 지그 정밀도가 기준에 도달했는지 확인합니다. |
||
프레스 헤드의 측정 홀 가림 여부 |
예 |
지그 프레스 헤드가 측정 홀을 가리는지 점검하고, 측정 홀에서 가려지지 않은 부분이 절반보다 큰지 확인합니다. |
||
실린더 압력 조절 밸브 |
예 |
지그의 각 실린더에 압력 조절 밸브가 별도로 장착되어 있는지 확인합니다. |
||
프레스 헤드의 균일한 압착 여부 |
예 |
여러 대상 물체에 대응하는 지그 프레스 헤드가 모두 유효하게 압착될 수 있는지 확인하고, 근접 센서가 압착 상태를 안정적으로 감지할 수 있는지 점검합니다. |
||
기계 관련 점검 |
부품 디지털 모델 확인 |
예 |
지그가 최신 버전의 제품 디지털 모델에 따라 제작되었는지 확인합니다. |
|
기준 설계 양식 |
예 |
기준 구조가 형상 설계에 부합하고, 기준 위치가 비전 검사 요구사항을 충족하며, 검사 과정에서 장비와 간섭하지 않는지 확인합니다. |
||
도장 색상 |
예 |
최종 사용자 요구사항 및 기술 협의 요구사항에 부합하는 색상 번호를 사용했는지 확인합니다. |
||
표시 |
예 |
지그 본체의 각종 표시가 실제 검사 과정을 방해하지 않는지 확인합니다. |
||
네임 플레이트 수치 |
예 |
지그 실물 명판의 기준 좌표 수치가 검사 정밀도표와 일치하는지 확인합니다. |
||
전체 외관 |
예 |
|
||
방청 처리/황색 도장 |
예 |
지그의 모든 부품이 규정 요구사항에 따라 방청 처리되었고, 황색 도장 표면이 선명하고 균일하며 미관상 문제가 없는지 확인합니다. |
||
프레스 헤드 및 압착력 |
예 |
재료 두께를 고려한 상태에서 프레스 헤드가 부품 표면에 정상적으로 접촉하고 압착력이 적절한지 확인합니다. |
||
브랜드 리스트 점검 |
예 |
모든 기계 부품 브랜드 가 검사 되 고 브랜드 가 기술 계약 요구 사항 을 충족 하 는지 확인 합니다 . |
||
실린더 개방 각도 |
예 |
모든 가동 부품 간 상호 간섭이 없고, 실린더 개방 각도가 요구사항을 충족하는지 확인합니다. |
||
전기 관련 점검 |
전기함, 케이블 덕트 |
예 |
지그 전기함 배선이 정돈되어 있고, 케이블 덕트 커버가 닫혀 있으며, 금속 케이블 덕트 개구부에 절단 방지 스트립이 설치되어 있는지 확인합니다. |
|
예 |
케이블 관통 구멍에 방수 커넥터가 추가되어 있고, 방수 커넥터 부위에 케이블이 노출되지 않았는지 확인합니다. |
|||
클램프 배선 |
예 |
모든 버튼 스위치, 센서 배선 및 원본 부품에 표시가 있는지 확인합니다. |
||
예 |
실린더 개방 및 클램프 신호가 도면 및 네임 플레이트과 일치하는지 확인합니다. |
|||
예 |
회전 기구 또는 이동 기구의 배선에 상단 케이블 타이가 가동 위치를 고정하고 있는지 확인합니다. |
|||
예 |
케이블 및 센서 배선에 비산 방지, 고온 보호 조치(실리콘 튜브/유리섬유 튜브 등)가 적용되었는지 확인합니다. |
|||
예 |
클램프 배선 완료 후 외부 24V 전원으로 통전 테스트했는지 확인합니다. |
|||
예 |
모든 실린더의 자기 스위치가 통전되고, 클램프 또는 개방 위치로 조정되어 있으며, 해당 표시가 완료되었는지 확인합니다. |
|||
기타 점검 |
진동원 |
예 |
현장에 뚜렷한 진동원이 있는지 확인합니다(예: 프레스기, 프레스 등). |
|
대상 물체 합격 여부 |
예 |
디버깅용 지그의 대상 물체가 합격품인지 확인합니다. |
||
위치 결정 핀 예비 부품 |
예 |
현장에 위치 결정 핀 예비 부품이 있는지 확인합니다. |
||
기준구 명칭값 |
예 |
지그 기준구 명칭값과 지그 3차원 측정 보고서의 기준구 명목값이 일치하는지 확인합니다. |
||
용접 광원 |
예 |
현장에 용접 광원의 영향이 있는지, 강한 직사광이 있는지 확인합니다. 이는 비전 이미징 효과에 영향을 줄 수 있습니다. |
완료 기준
본 단계를 완료한 후에는 다음 조건을 충족해야 합니다:
-
표의 모든 필수 점검 항목이 확인되었거나 명확한 개선 결론이 형성되었습니다.
-
안전, 이미지 품질, 도달성 및 통신 안정성에 영향을 주는 장애 문제가 없습니다.
-
현장이프로젝트 구성 및 배포 단계에 진입할 조건을 갖추었습니다.