용어 및 개념
사용자가 읽는 과정에서 관련 기술 용어와 전문 표현을 정확히 이해할 수 있도록, 본 문서에서는 매뉴얼 곳곳에 흩어져 있는 개념 설명을 정리하여 사용자가 편리하게 확인할 수 있도록 했습니다.
용어 및 개념
온라인 측정 튜토리얼
- 온라인 측정 시스템
-
Mech-Mind는 온라인 측정 솔루션 배포에 필요한 전체 측정 시스템을 설계했습니다.
- 온라인 측정 시스템 하드웨어 구축
-
온라인 측정 시스템과 로봇 시스템의 하드웨어 통합을 수행합니다. 즉, 하드웨어 장치(카메라 및 IPC)를 실제 작업 환경에 통합합니다.
- IPC
-
IPC는 전체 명칭이 Industrial PC이며, 산업용으로 설계된 컴퓨터를 의미합니다. 일반 컴퓨터에 비해 IPC는 더 높은 신뢰성과 정밀도 표준을 갖추고 있습니다.
- 카메라 설치 방식
-
카메라가 작업 셀에 설치되는 방식입니다. 일반적인 설치 방식에는 Eye to hand(ETH)와 Eye in hand(EIH)가 있습니다.
- 온라인 측정 시스템에서 지원하는 카메라 설치 방식
-
온라인 측정 시스템은 현재 Eye in hand(EIH) 카메라 설치 방식만 지원합니다.
- 로봇 통신 구성
-
로봇 통신 구성을 완료하면 온라인 측정 시스템과 로봇 시스템 간의 통신 통합이 완료되어, 비전 시스템과 로봇 측이 실시간으로 정확하게 데이터를 주고받을 수 있습니다.
- 온라인 측정 시스템에서 권장하는 통신 방식
-
온라인 측정 솔루션을 배포할 때는 온라인 측정 시스템과 로봇 시스템이 표준 인터페이스 통신을 사용하는 것을 권장합니다.
- 표준 인터페이스 통신
-
비전 시스템이 외부 장치(로봇, PLC 또는 호스트 컴퓨터 등)와 통신할 때, 외부 장치가 비전 시스템에 표준 인터페이스 명령어를 전송하고, 비전 시스템이 명령어를 수신한 후 해당 데이터를 반환하는 통신 방식을 표준 인터페이스 통신이라고 합니다. 표준 인터페이스 통신 방식에서는 사용자가 로봇 표준 인터페이스 프로그램 및 구성 파일을 로봇 시스템으로 가져오고, 표준 인터페이스 통신 관련 구성을 완료해야 합니다.
- 핸드-아이 캘리브레이션
-
핸드-아이 캘리브레이션은 카메라 좌표계와 로봇 좌표계 간의 대응 관계, 즉 카메라 외부 파라미터를 설정합니다. 이는 비전 시스템에서 확인한 대상 물체 포즈를 로봇 좌표계의 포즈로 변환하여, 로봇이 피킹 작업을 정확하게 완료하도록 안내합니다. 핸드-아이 캘리브레이션 흐름은 로봇 유형, 통신 방식, 카메라 설치 방식 및 캘리브레이션 데이터 수집 방법에 따라 다소 차이가 있습니다.
- 온라인 측정 시스템에서 권장하는 핸드-아이 캘리브레이션 흐름
-
온라인 측정 시스템에서는 Eye in hand(EIH)를 카메라 설치 방식으로 사용하는 것을 권장합니다.
- 온라인 측정 로봇 프로그램
-
이 프로그램은 로봇과 온라인 측정 시스템 간의 데이터 상호작용을 구현하는 데 사용됩니다. 현재 Mech-Mind는 ABB, FANUC(화낙), KUKA(쿠카), YASKAWA(야스카와) 네 개 로봇 브랜드에 온라인 측정용 로봇 샘플 프로그램을 제공하고 있습니다.
- 측정 위치 티칭
-
온라인 측정 프로그램의 위치 정보를 수정하여 측정 위치를 온라인 측정 프로그램에 티칭하면, 로봇이 해당 위치로 이동하여 측정을 수행할 수 있습니다.
Mech-Metrics 소프트웨어 매뉴얼
측정 프로젝트 구성
- Mech-Metrics 프로젝트
-
Mech-Metrics 프로젝트는 사용자가 Mech-Metrics 소프트웨어에서 생성한, 온라인 측정 프로젝트를 유지 관리하고 관리하기 위한 프로젝트입니다. Mech-Metrics 프로젝트에는 전체 기능 구성이 포함되어 있으며, 대상 물체 가져오기, 기준 좌표계 설정, 측정 항목 설정, 측정 데이터 수집, 측정 데이터 분석에 이르는 전체 측정 작업 흐름을 관리할 수 있습니다.
- Mech-MSR 솔루션 및 프로젝트
-
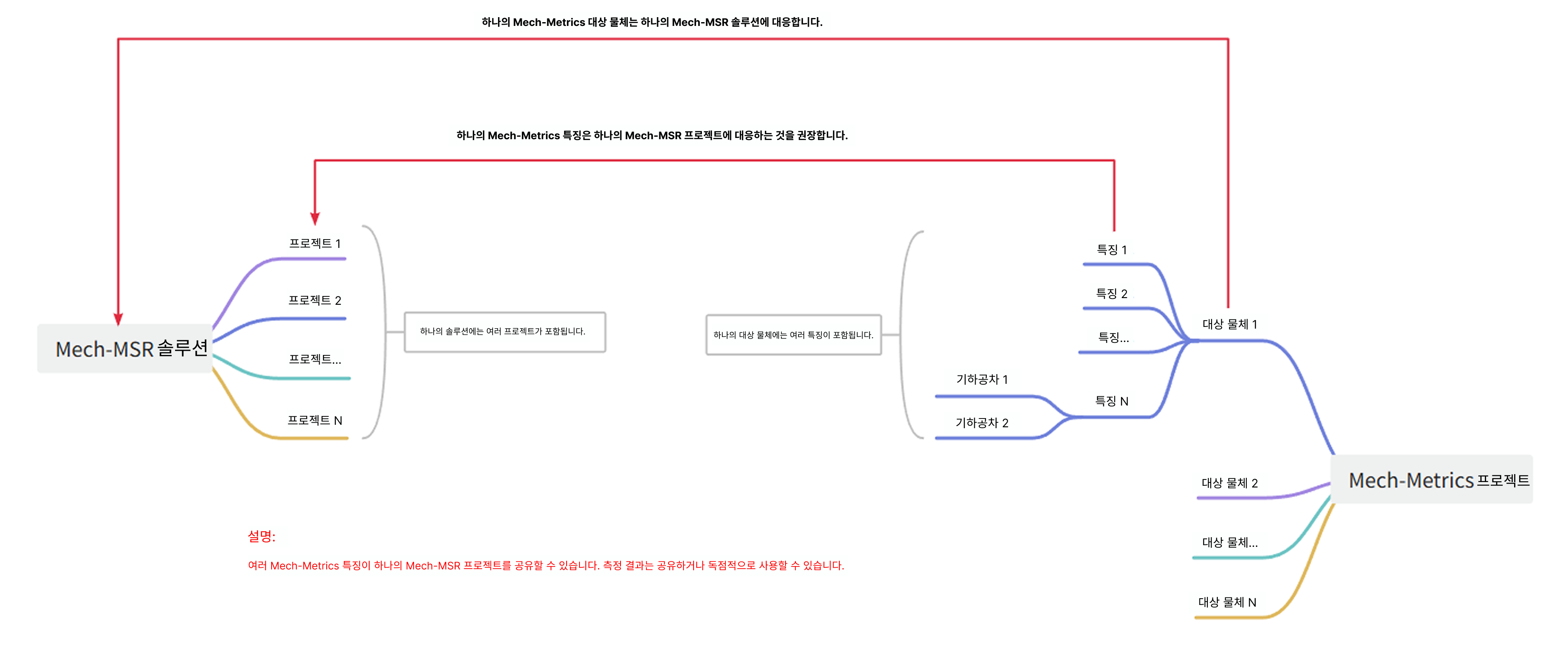
Mech-MSR 솔루션은 특정 대상 물체를 측정하기 위한 Mech-MSR 솔루션을 의미합니다. 사용자가 Mech-Metrics를 사용할 때는 대상 물체를 해당 대상 물체의 Mech-MSR 솔루션과 바인딩해야 합니다.
Mech-MSR 프로젝트는 특정 대상 물체의 특징 측정에 전용으로 사용되는 Mech-MSR 프로젝트를 의미합니다. 사용자가 Mech-Metrics를 사용할 때는 특징을 해당 특징의 Mech-MSR 프로젝트와 바인딩해야 합니다.
Mech-Metrics 리소스와 Mech-MSR 리소스의 대응 관계는 다음과 같이 요약됩니다:
- 대상 물체
-
대상 물체는 생산 과정에서 가공 또는 조립되는 단일 부품을 의미합니다.
대상 물체의 CAD 모델은 컴퓨터 지원 설계(Computer-Aided Design, CAD) 소프트웨어로 생성한 디지털 3D 모델을 의미하며, 대상 물체의 형상, 치수 및 기타 특징을 나타내는 데 사용됩니다. 가져온 대상 물체 CAD 모델은 이러한 모든 대상 물체를 대표합니다.
대상 물체 SN(Serial Number, 일련번호)은 각 대상 물체를 고유하게 식별하기 위한 번호입니다. 각 대상 물체 SN은 고유하며, 일반적으로 제품 추적, 품질 관리 및 데이터 기록에 사용되어 생산, 검사 및 유통 과정에서 각 대상 물체의 고유성과 추적성을 보장합니다.
대상 물체 번호는 서로 다른 대상 물체 유형을 구분하기 위한 식별 코드입니다. 각 대상 물체 유형은 고유한 대상 물체 번호에 대응되므로 시스템에서 분류, 관리 및 조회하기 편리합니다. 사용자는 실제 요구 사항에 따라 각 대상 물체 유형에 고유한 대상 물체 번호를 설정할 수 있습니다. 로봇 프로그램의 측정 명령어(801~805)에서는 이 대상 물체 번호를 사용하여 대상 물체 유형을 식별합니다.
- 지그
-
지그는 대상 물체를 고정하고 위치를 지정하는 데 사용되는 장비, 그리퍼 또는 장치를 의미하며, 제조 또는 조립 과정에서 대상 물체의 정확한 위치와 포즈를 보장합니다.
- 지그 클램핑
-
지그 클램핑은 지그를 사용하여 대상 물체의 위치를 지정하고 고정함으로써, 제조 또는 조립 과정에서 대상 물체의 정확한 위치와 포즈를 보장하는 것을 의미합니다.
- 특징
-
특징은 대상 물체의 특정 형상, 치수 등의 기하 요소 또는 속성을 의미합니다. 이 소프트웨어에서 측정을 지원하는 특징에는 원, 슬롯, 원기둥, 포인트, 라인, 평면, 직사각형, 패턴, 거리, 각도가 포함됩니다.
- 특징 번호
-
특징 번호는 소프트웨어에서 해당 특징을 고유하게 식별하기 위한 정수이며, 값 범위는 1~999입니다.
특징 번호는 로봇 프로그램의 802 명령어 - 특징 측정 실행에서 해당 특징을 식별하는 데 사용됩니다.
- 특징 속성
-
이 소프트웨어에서 측정을 지원하는 특징에는 다음 세 가지 속성이 있습니다:
-
포인트: 중심 또는 원점이라고도 합니다.
-
라인: 방향 또는 법선 방향이라고도 합니다.
-
면: 평면이라고도 합니다.
-
- 측정 항목
-
측정 항목은 사용자가 현재 프로젝트에서 생성할 수 있으며, 측정을 통해 측정값을 획득해야 하는 항목을 의미합니다. 여기에는 특징(원, 슬롯, 원기둥, 포인트, 라인, 평면, 직사각형, 패턴, 거리, 각도)이 포함됩니다.
- 거리
-
거리는 두 특징 간의 거리를 측정하는 데 사용됩니다. 구체적으로, 거리는 두 특징의 포인트-포인트, 포인트-라인, 포인트-면, 라인-라인, 라인-면, 면-면 간 거리를 측정하는 데 사용할 수 있습니다. 예를 들어, 사용자는 두 개의 원 특징을 선택하고, 두 원 특징의 *중심*을 선택하여 두 원의 중심 간 거리를 측정할 수 있습니다.
- 각도
-
각도는 두 특징 간의 각도를 측정하는 데 사용됩니다. 구체적으로, 각도는 두 특징의 라인-라인, 라인-면, 면-면 간 각도를 측정하는 데 사용할 수 있습니다. 예를 들어, 사용자는 두 개의 원 특징을 선택하고, 두 원 특징의 법선 *방향*을 선택하여 두 원의 법선 방향 간 각도를 측정할 수 있습니다.
- 제어 항목
-
제어 항목은 측정 항목의 측정 하위 항목입니다. 제어 항목은 측정 항목에 제약을 설정하는 데 사용됩니다. 예를 들어, 원 측정 항목의 제어 항목에는 치수 제어 항목(X, Y, Z, 반지름), 기하 공차 제어 항목(면 윤곽도, 평행도, 직각도, 위치도, 동축도), 사용자 정의 제어 항목이 포함됩니다.
- 기하 공차
-
이 소프트웨어에서 기하 공차는 기하 치수 및 공차(Geometric Dimensioning and Tolerancing, GD&T)를 기반으로 도출된 제어 항목의 한 유형입니다. GD&T는 대상 물체의 기하 특징을 설명하기 위한 국제 표준으로, 대상 물체의 형상, 치수, 위치 및 방향 등에 대한 요구 사항을 규정하기 위해 통일된 기호와 언어 체계를 제공합니다.
- 위치도
-
위치도는 포인트, 라인, 면 등의 요소가 이상적인 위치에서 얼마나 벗어났는지를 설명하는 데 사용됩니다.
- 평면도
-
평면도는 표면이 이상적인 평면에서 얼마나 벗어났는지를 설명하는 데 사용됩니다.
- 명칭값
-
명칭값은 특징의 이상적인 치수 또는 목표 치수를 의미하며, 설계자가 대상 물체가 가공 과정에서 도달하기를 기대하는 표준값입니다. 명칭값은 기준값으로 사용되며, 대상 물체의 형상, 치수 등의 설계 요구 사항을 결정하는 데 사용됩니다.
- 특징 픽업
-
특징 픽업은 소프트웨어의 3D 뷰 영역에서 마우스를 사용하여 특징의 여러 포인트를 수동으로 픽업함으로써, 해당 특징의 뷰 내 위치와 치수를 결정하고 특징의 명칭값을 픽업하는 것을 의미합니다.
- 측정값
-
측정값은 Mech-MSR 소프트웨어에서 제공되고 Mech-Metrics에서 데이터 처리된 후의 특징 실제 측정 결과를 의미합니다. 측정값을 Mech-Metrics로 가져온 후에는 현재 설정된 좌표계에 따라 좌표 변환이 완료되며, 모든 측정 결과는 해당 좌표계를 기준으로 표현되고 분석됩니다.
- 공차
-
공차는 특정 명칭값을 기준으로 허용되는 최대 치수와 최소 치수 간의 차이를 의미합니다. 예를 들어, 원기둥의 설계 길이가 50 mm이고 공차가 ±0.1 mm인 경우, 49.9 mm에서 50.1 mm 범위 내의 값은 모두 합격품입니다.
- 주석 카드
-
주석 카드는 표 형식으로 측정 항목의 하위 항목(예: 원 측정 항목의 하위 항목 X, Y, Z)의 명칭값, 측정값, 편차 등의 데이터를 표시합니다.
- 로봇 기준 좌표계
-
로봇 기준 좌표계는 로봇이 위치와 포즈를 설명하는 데 사용하는 좌표계이며, 로봇 기준 좌표계의 원점은 로봇 베이스에 위치하고 고정되어 있습니다.
- 대상 물체 기준 좌표계
-
대상 물체 기준 좌표계는 차체의 특정 부품 자체가 가공 및 제조 과정에서 준수해야 하는 일정한 기준을 바탕으로 설정된 좌표계입니다.
- 차체 기준 좌표계
-
차체 기준 좌표계는 자동차 전체 시스템 설계 초기 단계에서 확정되며, 이와 관련된 모든 차체 부품이 준수해야 하는 기준으로 구성된 좌표계입니다.
- 정렬
-
정렬은 서로 다른 좌표계(예: 로봇 기준 좌표계와 차체 기준 좌표계) 간의 공간 관계를 설정하여, 로봇 기준 좌표계의 측정값을 차체 기준 좌표계 또는 기타 목표 좌표계의 측정값으로 정확하게 변환하는 것을 의미합니다. 정렬은 다중 좌표계 데이터의 통일과 측정 결과 정렬의 기반입니다.
- 대상 물체 기준 좌표계 설정
-
대상 물체 기준 좌표계 설정은 대상 물체의 기준 특징(예: 구멍 위치, 모서리, 기준면)을 통해 좌표계를 설정하는 것을 의미합니다. 각 대상 물체의 기준 특징이 다를 수 있으므로, 대상 물체 기준 좌표계 설정을 사용할 경우 각 대상 물체의 좌표계도 달라집니다. 이 방식은 지그 클램핑 정확도에 대한 요구 사항을 적절히 낮출 수 있으며, 대상 물체의 기준 특징은 식별하기 쉽지만 클램핑 방식이 자주 변경되는 시나리오에 적합합니다. 좌표계 변환 경로: 로봇 기준 좌표계 → 차체 기준 좌표계.
- 지그 기준 좌표계 설정
-
지그 기준 좌표계 설정은 대상 물체를 고정하는 장치인 지그를 측정하여, 지그의 특징을 통해 좌표계를 설정하는 것을 의미합니다. 지그는 고정되어 있으므로 한 번만 좌표계를 설정하면 모든 측정 대상 물체를 해당 좌표계로 변환할 수 있습니다. 이 방식은 지그 클램핑 정확도에 대한 요구 사항이 높으며, 대량 생산 및 지그를 반복 사용하는 시나리오에 적합합니다. 좌표계 변환 경로: 로봇 기준 좌표계 → 차체 기준 좌표계.
- RPS 정렬
-
RPS 정렬(Reference Point System)은 기준 특징점 세트를 선택하여 대상 물체의 평행 이동과 회전을 제약함으로써, 대상 물체와 CAD 모델을 정밀하게 정렬하는 방식입니다. 이 방법은 대상 물체 기준 좌표계 설정에 사용됩니다.
- 최적 피팅 정렬
-
최적 피팅 정렬(Best Fit Alignment)은 최소 세 개의 특징 중심점을 사용하여 최적 피팅을 수행함으로써, 대상 물체를 대상 물체의 CAD 모델과 정렬하는 방식입니다. 이 방법은 지그 기준 좌표계 설정에 사용됩니다.
- ROI
-
ROI(Region of Interest)는 이미지 처리에서 선택한, 중점적으로 분석하거나 처리하기 위한 특정 영역을 의미합니다.
- 품질 검사 모드
-
품질 검사 모드는 시스템이 측정 작업을 수행할 때 사용하는 검사 범위 전략으로, 현재 작업에서 측정 및 판정에 참여해야 하는 측정 항목 범위를 제어하는 데 사용됩니다. Mech-Metrics는 전수 검사와 부분 검사 두 가지 품질 검사 모드를 지원하며, 사용자는 생산 리듬과 품질 관리 요구 사항에 따라 전환할 수 있습니다.
- 전수 검사
-
전수 검사는 현재 대상 물체에 설정된 모든 측정 항목을 측정하고 판정하는 것을 의미합니다. 전수 검사는 초도품 확인, 금형 교체 검증, 이상 추적 및 주기적 전면 검사 등의 시나리오에 적합합니다.
- 부분 검사
-
부분 검사는 미리 설정된 핵심 측정 항목만 측정하고 판정하는 것을 의미합니다. 부분 검사는 양산 단계의 고빈도 공정 모니터링에 적합하며, 핵심 품질 특성이 관리되는 동시에 단일 대상 물체의 검사 시간을 줄일 수 있습니다.
측정 프로젝트 배포
- 반복정밀도 테스트
-
반복정밀도 테스트는 동일한 조건에서 동일한 측정 목표 또는 물체를 여러 번 측정하여, 측정 결과의 일치 정도를 평가하는 것을 의미합니다.
- 정적 반복정밀도 테스트
-
정적 반복정밀도 테스트에서는 대상 물체가 지그 그리퍼로 고정되고, 로봇이 카메라를 장착한 상태로 대상 물체 특징의 측정 위치로 이동합니다. 이때 로봇은 정지 상태를 유지하며, 카메라는 해당 위치에서 여러 번 촬영합니다. 예를 들어, 대상 물체에 5개의 특징이 있는 경우, 사용자가 이 대상 물체에 대해 정적 반복정밀도 테스트를 수행하려면 다음과 같이 진행합니다:
-
대상 물체 고정: 지그 그리퍼로 대상 물체를 고정합니다.
-
로봇 이동: 로봇 측에서 로봇을 대상 물체의 특징 1 위치로 이동합니다.
-
이미지 수집: 카메라가 특징 1을 20회 촬영하여 특징 1 테스트를 완료합니다.
-
2\~3스텝 반복: 위의 2~3스텝을 반복하여 나머지 4개 특징에 대해 반복정밀도 테스트를 수행합니다. 현재 대상 물체의 정적 반복정밀도 테스트가 완료됩니다.
-
- 반동적 반복정밀도 테스트
-
반동적 반복정밀도 테스트에서는 대상 물체가 지그 그리퍼로 고정되고, 로봇이 카메라를 장착한 상태로 대상 물체의 각 특징 측정 위치로 순차적으로 이동하여 촬영합니다. 한 라운드 촬영이 완료되면, 위 작업을 반복하여 나머지 라운드의 촬영을 완료합니다. 예를 들어, 대상 물체에 5개의 특징이 있는 경우, 사용자가 이 대상 물체에 대해 반동적 반복정밀도 테스트를 수행하려면 다음과 같이 진행하면 됩니다:
-
대상 물체 고정: 지그 그리퍼로 대상 물체를 고정합니다.
-
첫 번째 라운드 촬영: 로봇이 카메라를 장착한 상태로 대상 물체의 모든 특징(특징 1 → 특징 2 → 특징 3 → 특징 4 → 특징 5)을 순차적으로 촬영합니다.
-
반복 작업: 로봇이 위 스텝 2를 반복하여 나머지 19개 라운드의 촬영을 수행합니다. 현재 대상 물체의 반동적 반복정밀도 테스트가 완료됩니다.
-
- 동적 반복정밀도 테스트
-
동적 반복정밀도 테스트에서는 작업 흐름이 반동적 반복정밀도 테스트와 기본적으로 동일하지만, 각 측정 라운드마다 대상 물체를 한 번 탈착합니다. 대상 물체를 매번 다시 고정한 후, 로봇이 카메라를 장착한 상태로 대상 물체의 각 특징 측정 위치로 순차적으로 이동하여 촬영합니다. 예를 들어, 대상 물체에 5개의 특징이 있는 경우, 사용자가 이 대상 물체에 대해 동적 반복정밀도 테스트를 수행하려면 다음과 같이 진행하면 됩니다:
-
대상 물체 고정: 지그 그리퍼로 대상 물체를 고정합니다.
-
첫 번째 라운드 촬영: 로봇이 카메라를 장착한 상태로 대상 물체의 모든 특징(특징 1 → 특징 2 → 특징 3 → 특징 4 → 특징 5)을 순차적으로 촬영합니다.
-
재장착: 대상 물체를 다시 장착합니다.
-
반복 작업: 위 스텝 2~3을 반복하여 나머지 19개 라운드의 촬영을 완료합니다. 현재 대상 물체의 동적 반복정밀도 테스트가 완료됩니다.
-
- 정확도
-
정확도는 측정 결과가 실제값에 얼마나 가까운지 또는 오차의 크기를 의미합니다.
- 극차
-
극차는 통계학에서 데이터 세트 내 최댓값과 최솟값 간 차이를 나타내는 지표입니다. 데이터의 분산 정도를 나타내는 데 사용됩니다.
- 3D
-
반복정밀도 테스트 결과 페이지의 3D 옵션 카드는 특징 포인트의 3D 좌표값이 측정 횟수에 따라 변화하는 추세를 표시합니다.
-
특징 포인트는 해당 특징이 위치한 포인트를 의미합니다. 예를 들어, 원 특징의 특징 포인트는 해당 원의 중심입니다.
-
3D 좌표는 특정 포인트의 3차원 좌표계 내 좌표를 의미합니다.
-
3D 옵션 카드에서 3D는 매번 측정된 특징 포인트 위치와 첫 번째로 측정된 특징 포인트 위치 간의 3D 거리를 의미합니다.
-
- PLC
-
PLC는 Programmable Logic Controller의 약어로, 프로그래밍 가능한 컴퓨팅 장치이며 전기 기계 공정을 관리하는 데 사용됩니다. 일반적으로 산업 분야에 적용됩니다.
- 호스트 컴퓨터
-
호스트 컴퓨터(Host computer)는 산업 제어 시스템에서 PLC, 로봇 등의 하위 장치를 모니터링, 관리 및 제어하는 데 사용되는 컴퓨터를 의미합니다.
- 로봇 측
-
로봇은 프로그래밍이 가능하고 일정 수준의 자율성을 갖춘 기계 장치로, 이동, 조작 또는 위치 지정 등의 작업을 수행할 수 있습니다.
하나의 로봇 유닛은 일반적으로 로봇 본체, 제어 캐비닛 및 티치 펜던트로 구성됩니다.
고도의 자동화가 필요한 산업 응용 분야에서는 PLC를 사용하여 로봇의 동작과 작업을 제어할 수 있습니다.
이 문서에서 로봇, PLC 및 호스트 컴퓨터를 통칭하여 “로봇 측”이라고 합니다.
- 상관성
-
상관성은 서로 다른 두 측정 장비가 동일한 대상 물체의 동일한 치수에 대해 측정한 결과의 일치 정도를 의미합니다.
- 상관성 분석 및 보정
-
상관성 분석 및 보정은 서로 다른 두 측정 장비의 측정 결과 간 상관성을 분석한 후, 한 측정 장비에서 측정한 결과를 보정하여 해당 측정 장비의 신뢰성을 향상시키는 것을 의미합니다.
- 온도 드리프트
-
온도 드리프트는 장비가 온도 변화 과정에서 발생시키는 측정값의 오프셋 현상을 의미합니다. 온라인 측정 시나리오에서 온도 드리프트는 일반적으로 카메라, 로봇, 지그 또는 환경 온도 변화로 인해 발생하며, 시간이 지남에 따라 누적되어 측정 안정성과 정확도에 영향을 줍니다.
- 온도 드리프트 로드
-
온도 드리프트 로드는 온라인 측정 유닛에 고정 배치된 기준 로드를 의미하며, 여러 개의 캘리브레이션 구가 설치되어 있습니다. 온도 드리프트 로드와 로봇 베이스 간의 공간 상대 위치 관계가 고정되어 있으므로, 온도 드리프트 보정의 기준 대상으로 사용할 수 있습니다.
- 온도 드리프트 보정 솔루션
-
온도 드리프트 보정 솔루션은 로봇 베이스가 고정되어 있다는 전제하에, 온도 드리프트 로드를 고정 배치하고 해당 캘리브레이션 구를 주기적으로 측정하여, 캘리브레이션 구와 로봇 간의 변하지 않는 상대 위치 관계를 이용해 온도 드리프트 보정 모델을 지속적으로 업데이트하고, 시스템 파라미터(예: 로봇 연결 로드 길이, 관절 각도 오프셋 등)를 수정하며, 업데이트된 모델을 기반으로 대상 물체의 각 측정 포인트 측정 결과를 실시간으로 보정하는 솔루션을 의미합니다.
- CMM
-
CMM은 Coordinate Measuring Machine의 약어로, 대표적인 좌표 측정 장비입니다. 측정 플랫폼을 기준으로 기계 좌표계를 설정하고, 대상 물체 표면의 측정 포인트 좌표를 수집한 뒤 이를 공간 좌표계에 매핑하여 대상 물체의 3D 모델을 구축합니다.
- CMM 측정 보고서
-
CMM 측정 보고서는 CMM에서 출력한, 대상 물체 치수 및 기하 특징 측정 결과를 기록, 요약 및 표시하는 보고서를 의미합니다. 보고서에는 일반적으로 측정 대상 물체 정보, 측정 항목, 명칭값, 실측값, 편차 및 판정 결과 등이 포함됩니다. 상관성 분석 시나리오에서 CMM 측정 보고서는 일반적으로 비교 기준으로 사용되며, 온라인 측정 결과와의 일치성 분석에 사용됩니다.
- 시퀀스
-
이 소프트웨어에서 시퀀스는 특정 측정 이벤트 아래에서 실행 순서에 따라 구성된 일련의 작업을 의미합니다. 시스템은 해당 측정 이벤트가 트리거되면 현재 시퀀스의 순서에 따라 이러한 작업을 차례대로 실행합니다.
- 측정 이벤트
-
측정 이벤트는 시퀀스 실행을 트리거하는 시점을 의미합니다. 예를 들어, 대상 물체 측정 시작 후와 대상 물체 측정 종료 후는 모두 측정 이벤트입니다.
- 통신
-
로봇과 Mech-Metrics의 통신 과정에서 로봇은 Mech-MSR과 연결을 설정하고, Mech-MSR은 Mech-Metrics와 연결을 설정합니다. 위 연결이 설정된 후, 구체적인 통신 방식은 아래 그림과 같습니다:

측정 데이터 분석
- 측정 기록
-
측정 기록은 이 소프트웨어의 이력 데이터에 저장된 측정 기록을 의미합니다.
- 파레토 차트
-
파레토 차트는 막대그래프와 꺾은선그래프가 결합된 통계 분석 차트로, 각 문제 또는 요인이 전체에 미치는 중요도를 표시하는 데 사용됩니다. 막대 그래프는 높은 값부터 낮은 값 순서로 정렬되어 각 범주의 빈도 또는 수치를 나타내고, 꺾은선그래프는 누적 백분율을 표시합니다. 파레토 차트는 주요 문제를 식별하고 우선적으로 해결하는 데 자주 사용되며, “80/20 원칙”에 따라 사용자가 영향이 가장 큰 소수의 핵심 요인에 집중할 수 있도록 돕습니다.
- 추세 차트
-
추세 차트는 꺾은선그래프 형식으로 각 측정 특징의 측정 데이터가 측정 횟수에 따라 변화하는 추세를 표시하여, 사용자가 측정값의 변동과 추세를 직관적으로 관찰할 수 있도록 돕습니다.
- SPC
-
SPC는 Statistical Process Control의 약어로, 통계적 공정 관리를 의미합니다. 생산 공정의 각 단계를 통계적 방법으로 모니터링하여 제품 품질을 보장하고 향상시키는 것을 의미합니다.
- USL
-
USL은 Upper Specification Limit의 약어로, 치수 상한을 의미하며, 명칭값에 공차 상한을 더한 값입니다. 예를 들어, 특정 특징의 명칭 길이가 5 mm이고 공차가 -1~1 mm인 경우, USL은 6 mm입니다.
- LSL
-
LSL은 Lower Specification Limit의 약어로, 치수 하한을 의미하며, 명칭값에 공차 하한을 더한 값입니다. 예를 들어, 특정 특징의 명칭 길이가 5 mm이고 공차가 -1~1 mm인 경우, LSL은 4 mm입니다.
- 3σ 기준
-
σ는 표준편차(시그마)를 의미합니다. 3σ 기준, 즉 3시그마 기준은 통계학에서 이상값을 제거하는 데 사용되는 방법입니다. 데이터가 정규분포를 따른다고 가정할 때, 평균값에서 세 표준 편차를 초과하는 데이터는 이상값으로 간주되며 데이터 세트에서 제거해야 합니다. 3σ 관리 한계는 데이터 포인트가 평균값의 세 표준 편차 범위 내에 있는지 확인하는 데 사용됩니다.
- 중심선 / CL
-
중심선은 (
 )의 약어인 CL로, 평균값으로 구성된 선입니다.
)의 약어인 CL로, 평균값으로 구성된 선입니다. - UCL
-
UCL은 Upper Control Limit의 약어로, 평균값에 3σ를 더한 값입니다.
- LCL
-
LCL은 Lower Control Limit의 약어로, 평균값에서 3σ를 뺀 값입니다.
- 관리도
-
관리도는 공정이 관리 상태에 있는지 분석하고 판단하는 데 사용되는, 관리 한계선이 포함된 차트입니다. 관리도는 정규분포의 3σ 기준을 이론적 근거로 하며, 중심선은 평균값이고, (
) 상하 관리 한계는 평균값에 3σ를 더하거나 뺀 값입니다. 이를 통해 공정에 문제가 발생했는지 판단합니다.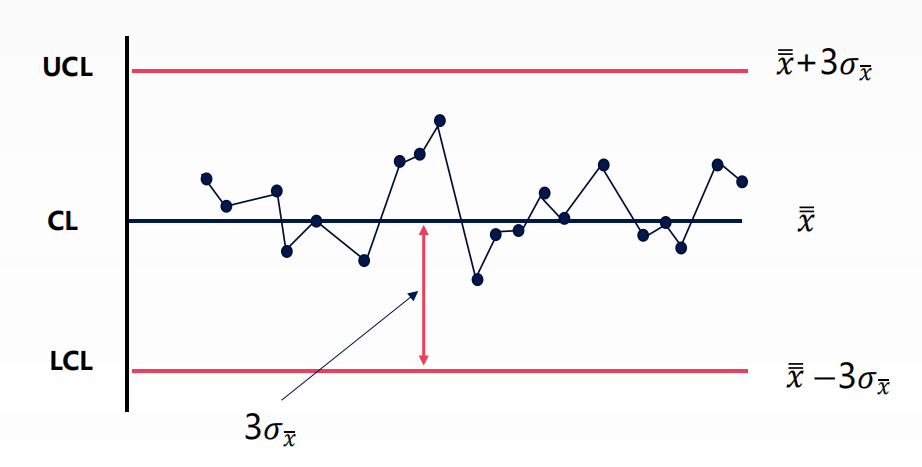
- 공정 성능 지수 / Pp
-
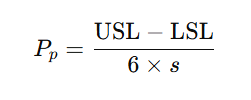
공정 성능 지수는 영어 전체 명칭이 Process Performance이고 약어는 Pp입니다. 공정 성능이 규격 요구 사항을 충족하는지 평가하는 데 사용됩니다. Pp의 계산 공식은 아래와 같습니다. 여기서 s는 표본 표준 편차를 의미합니다.
- 공정 성능 중심 지수 / Ppk
-
공정 성능 중심 지수는 영어 전체 명칭이 Process Performance Index이고 약어는 Ppk입니다. 공정 성능이 규격 요구 사항을 충족하는지 평가하는 데 사용됩니다. Pp와 비교할 때, Ppk는 공정 성능 평균값의 영향을 고려합니다. Ppk의 계산 공식은 아래와 같습니다. 여기서
̄는 표본 평균값을, s는 표본 표준 편차를 의미합니다.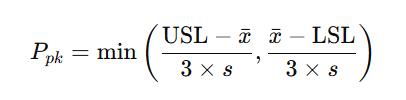
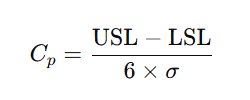
- 공정 능력 지수 / Cp
-
공정 능력 지수는 영어 전체 명칭이 Process Capability이고 약어는 Cp입니다. 공정 능력이 규격 요구 사항을 충족하는지 평가하는 데 사용됩니다. Cp의 계산 공식은 아래와 같습니다. 여기서 σ는 모집단 표준 편차를 의미합니다.
- 공정 능력 중심 지수 / Cpk
-
공정 능력 중심 지수는 영어 전체 명칭이 Process Capability Index이고 약어는 Cpk입니다. 공정 능력이 규격 요구 사항을 충족하는지 평가하는 데 사용됩니다. Cp와 비교할 때, Cpk는 공정 능력 평균값의 영향을 고려합니다. Cpk의 계산 공식은 아래와 같습니다. 여기서
는 모집단 평균값을, σ는 모집단 표준 편차를 의미합니다.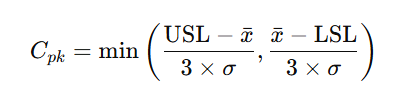
- 측정 보고서
-
측정 보고서는 대상 물체의 측정 결과를 요약, 분석 및 표시하는 공식 문서입니다. 보고서에는 일반적으로 측정 대상 정보, 측정 항목, 측정 데이터, 편차 분석, 공차 판정 및 통계 분석 결과 등이 포함됩니다. Mech-Metrics는 사용자 정의 PDF 형식과 표 형식의 측정 보고서를 지원하여, 다양한 보관, 공유 및 데이터 처리 요구 사항을 충족합니다. 측정 보고서는 품질 추적, 공정 관리 및 납품 등의 시나리오에 널리 사용됩니다.
Mech-Metrics 소프트웨어 라이선스
- Sentinel LDK
-
Sentinel LDK는 기능이 완전한 소프트웨어 개발 도구 패키지로, 사용자가 소프트웨어 라이선스와 사용 권한을 효율적으로 관리할 수 있도록 돕습니다.
- 소프트웨어 라이선스 인증 장치
-
소프트웨어 라이선스 인증 장치는 USB 형식의 소프트웨어 라이선스 방식으로, 제품 키를 통해 서로 다른 소프트웨어의 라이선스를 기록할 수 있습니다. 이 장치는 이전 버전 소프트웨어에 대응하는 동글과 유사합니다.
- 소프트웨어 라이선스 코드
-
소프트웨어 라이선스 코드는 가상 소프트웨어 라이선스 방식으로, 제품 키를 통해 서로 다른 소프트웨어의 라이선스를 기록할 수 있습니다.
- 영구 라이선스
-
영구 라이선스는 영구적으로 사용할 수 있는 라이선스입니다.
- 임시 라이선스
-
임시 라이선스는 명확한 유효 기간이 있는 라이선스입니다. 유효 기간을 연장해야 하는 경우, 라이선스를 업데이트해야 합니다.
- 제품 키
-
제품 키는 라이선스를 활성화하고 전체 또는 일부 기능을 잠금 해제하는 데 사용되는 고유 코드입니다.
- 라이선스 활성화
-
라이선스 활성화는 제품 키를 사용하여 라이선스가 없는 IPC에 새로운 소프트웨어 라이선스를 부여하여, 새로운 소프트웨어 사용 라이선스를 갖추게 하는 것을 의미합니다.
- 라이선스 업데이트
-
라이선스 업데이트는 소프트웨어 사용 라이선스를 업데이트하여, 소프트웨어 사용 유효 기간을 연장하거나 사용 가능한 소프트웨어를 변경하는 것을 의미합니다.
- 핑거프린트 파일
-
핑거프린트 파일은 C2V 또는 V2CP 파일을 생성하는 데 사용되는 파일이며, 이 파일에는 IPC 관련 정보가 포함되어 있습니다.
- C2V
-
C2V는 Customer to Vendor의 약자입니다. C2V 파일은 V2C 또는 V2CP 파일을 생성하는 데 사용되는 파일로, 이 파일에는 소프트웨어 라이선스 인증 장치에 관한 정보가 포함되어 있습니다.
- V2C
-
V2C는 Vendor to Customer의 약자입니다. V2C 파일은 오프라인으로 라이선스를 업데이트하는 데 사용되는 파일이며, 이 파일에는 사용자의 라이선스 관련 정보가 포함되어 있습니다.
- V2CP
-
V2CP는 Vendor to Customer Package의 약어입니다. V2CP 파일은 V2C 파일 패키지를 의미하며, 파일 패키지에는 여러 개의 V2C 파일이 포함되어 있습니다.
약어
본 문서에서는 매뉴얼에서 사용되는 약어를 정리하여 쉽게 찾아볼 수 있도록 제공합니다. 약어에 대한 자세한 설명은 본 문서의 용어 및 개념 부분을 참조하십시오. 여기에서는 다시 설명하지 않습니다.
- CAD
-
Computer-Aided Design
- CL
-
Central Line
- CMM
-
Coordinate Measuring Machine
- Cp
-
Process Capability
- Cpk
-
Process Capability Index
- C2V
-
Customer to Vendor
- EIH
-
Eye in Hand
- ETH
-
Eye to Hand
- GD&T
-
Geometric Dimensioning and Tolerancing
- IPC
-
Industrial PC
- LCL
-
Lower Control Limit
- LSL
-
Lower Specification Limit
- PC
-
Personal Computer
- PLC
-
Programmable Logic Controller
- Pp
-
Process Performance
- ROI
-
Region of Interest
- Ppk
-
Process Performance Index
- RPS
-
Reference Point System
- SPC
-
Statistical Process Control
- UCL
-
Upper Control Limit
- USL
-
Upper Specification Limit
- V2C
-
Vendor to Customer
- V2CP
-
Vendor to Customer Package
- LDK
-
License Development Kit