展開前の確認
本節では、プロジェクト設定および統合テストに入る前に完了しておくべき展開前の確認について説明します。
本段階の重点は、現場のハードウェア、ロボット、治具、電気、環境リスクを事前に特定し、後続の手戻り作業の発生可能性を低減することです。
開始条件
展開前の確認を開始する前に、以下の条件を満たしておくことを推奨します。
-
システムハードウェアの基本的な設置およびネットワーク接続が完了していること。
-
カメラが正常に接続でき、基礎的な画像取得能力を備えていること。
-
現場にロボット、治具、および付帯する電気条件が整っていること。
確認事項
インライン測定ソリューションを展開する前に、下表の確認事項に従って一つずつ点検を行う必要があります。
| カテゴリ | 確認事項 | 必須か | 説明 | |
|---|---|---|---|---|
カメラ関連の点検 |
設置・取付 |
必須 |
|
|
必須 |
Mech-Eye Viewer で使用する UHP-140 型番のカメラを接続し、右側のパラメータタブでそのカメラの撮影モードをCamera1に設定する。測定精度を確保するため、Camera1をフランジの遠端側に取り付ける必要がある(下図参照) 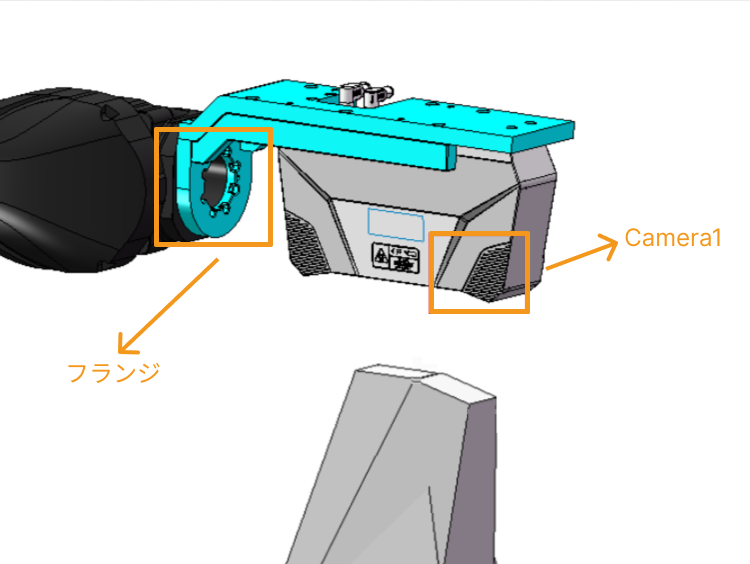
|
|||
接続 |
必須 |
|
||
内部パラメータ |
必須 |
Mech-Eye Viewer の内部パラメータチェックツールで(レンズ焦点距離、歪みなど)がプロジェクトの精度要件を満たしているか確認する |
||
カメラとロボットの距離 |
必須 |
カメラカバーとロボットフランジの間の間隔が狭すぎないか確認し、距離が近すぎてロボット軌道調整時に衝突が発生するのを避ける |
||
環境光 |
必須 |
最終現場の環境照明が撮像効果に影響を与えないか確認する |
||
ロボット関連の点検 |
設置・取付 |
必須 |
ロボットがしっかりと取り付けられていることを確認する。内容:
|
|
原点と繰り返し精度 |
必須 |
ロボットの原点チェックを行う。ロボットの繰り返し精度を点検する |
||
通信パッケージ |
必須 |
ロボット通信パッケージの準備が完了していることを確認する。内容:
|
||
レイアウト |
必須 |
ロボットのレイアウトおよびリーチに対する確認。内容:
|
||
治具関連の点検 |
数理モデル |
必須 |
現場の治具が数理モデルと一致しているか確認する |
|
設置・取付 |
必須 |
治具がしっかりと取り付けられていることを確認。内容:
|
||
位置決めピンの伸縮 |
必須 |
位置決めピンの伸縮がスムーズかどうか確認し、引っかかりや詰まりがないことを確認する |
||
位置決めピンの硬度 |
必須 |
治具の位置決めピンに対して硬度テストが実施済みであるか確認し、対応する硬度試験報告書が揃っていることを確認する |
||
精度 |
必須 |
治具座標系の構築が必要な場合、治具に三次元測定機の測定報告書があるか確認し、治具精度が基準を満たしているか確認する |
||
圧着ヘッドによる測定穴の遮蔽の有無 |
必須 |
圧着ヘッドによる測定穴を覆っていないか確認し、測定穴の覆われていない部分が半分より大きいことを確認する |
||
シリンダー用圧力調整弁 |
必須 |
治具上の各シリンダーに個別に圧力調整弁が備わっているか確認する |
||
圧着ヘッドの圧着具合 |
必須 |
複数のワークに対応する治具の圧着ヘッドがすべて有効に圧着できるか確認し、近接センサーが圧着状態を安定して検出できるか確認する |
||
機械関連の点検 |
部品数理モデルの確認 |
必須 |
治具が最新バージョンの製品数理モデルに基づいて製造されていることを確認する |
|
基準設計仕様 |
必須 |
基準構造が造形設計に適合し、基準位置がビジョン検出の要件を満たしているか、かつ検出プロセス中に装置と衝突しないことを確認する |
||
塗装色 |
必須 |
エンドユーザーの要件および技術仕様の要求に適合するカラーコードを使用することを確認する |
||
マーク |
必須 |
治具本体にある各種マークが実際の検出プロセスに干渉しないことを確認する |
||
銘板の数値 |
必須 |
治具実物の銘板に記載された基準座標値が検出精度表と一致することを確認する |
||
全体外観 |
必須 |
|
||
防錆処理/ゴールドペイント |
必須 |
治具のすべての部品が規定通りに防錆処理が施され、ゴールドペイントの表面が鮮明、均一かつ美観であることを確認する |
||
圧着ヘッドと圧着力 |
必須 |
材料の厚みを考慮した上で、圧着ヘッドが正常に部品表面に接触し、圧着力が適切であることを確認する |
||
メーカーリスト |
必須 |
すべての機械部品のメーカーを確認し、ブランドが技術仕様の要求を満たしていることを確認する |
||
シリンダーの開き角度 |
必須 |
すべての可動部品が相互に干渉していないこと、およびシリンダーの開き角度が要件を満たしていることを確認する |
||
電気関連の点検 |
配電盤、配線ダクト |
必須 |
治具配電盤内の配線が整然としていること、ダクトカバーが閉められていること、金属製配線ダクトの開口部にエッジ保護が取り付けられていることを確認する |
|
必須 |
ケーブル貫通穴に防水コネクタが追加されていること、防水コネクタ部分にケーブルが露出していないことを確認する |
|||
治具配線 |
必須 |
すべてのボタン・スイッチ、センサーケーブル、コンポーネントに識別マークがあることを確認する |
||
必須 |
シリンダのオープン・クランプ信号が電気図面および銘板と一致していることを確認する |
|||
必須 |
回転機構や移動機構の配線において、上部にケーブルクランプで可動位置を固定していることを確認する |
|||
必須 |
ケーブル、センサーケーブルに対して、飛散防止および耐高温保護措置(シリコンチューブまたはガラスクロスチューブ)が施されていることを確認する |
|||
必須 |
治具の配線完了後、外部接続の24V電源を用いて通電テストを実施することを確認する |
|||
必須 |
すべてのシリンダのオートスイッチに通電していること、クランプまたはオープンの位置に調整されて対応する識別マークが施されていることを確認する |
|||
その他 |
振動源 |
必須 |
現場に明らかな振動源(穴あけパンチングマシン、プレス機械など)が存在しないか確認する |
|
ワークの合格判定 |
必須 |
治具のデバッグ時にワークが合格品であるか確認する |
||
位置決めピンの予備品 |
必須 |
現場に位置決めピンの予備品があるか確認する |
||
基準球の公称値 |
必須 |
治具基準球の公称値と治具の三次元測定機の測定報告書に記載されている基準球の公称値が一致しているか確認する |
||
溶接光源 |
必須 |
現場に溶接光による悪影響がないか、強光が直接照射されていないか確認する(ビジョンシステムの画像生成に影響を与える可能性がある) |
完了基準
本段階の完了時には、以下の条件を満たしている必要があります。
-
表に記載されているすべての必須確認事項について、確認が完了しているか、あるいは明確な是正措置が決定されていること。
-
セキュリティ、画質、接続性、通信の安定性に影響を与えるような障害が存在しないこと。
-
現場がプロジェクト設定と展開に進む条件を備えていること。