SPC分析の実行
本節では、Mech-Metrics で SPC概要 および SPC分析 を使用する方法について説明します。
|
SPC概要 および SPC分析 を使用する前に、あらかじめ以下の操作を完了する必要があります。
-
ソフトウェア上部の機能エリアで、を選択します。
-
データフィルタリングタブでデータフィルタリングを完了し、測定履歴を選択します。詳細については、履歴データのフィルタリング・表示・エクスポートご参照ください。
SPC概要
画面上部のSPC概要タブをクリックすると、各特徴のSPC統計概要情報を確認できます。
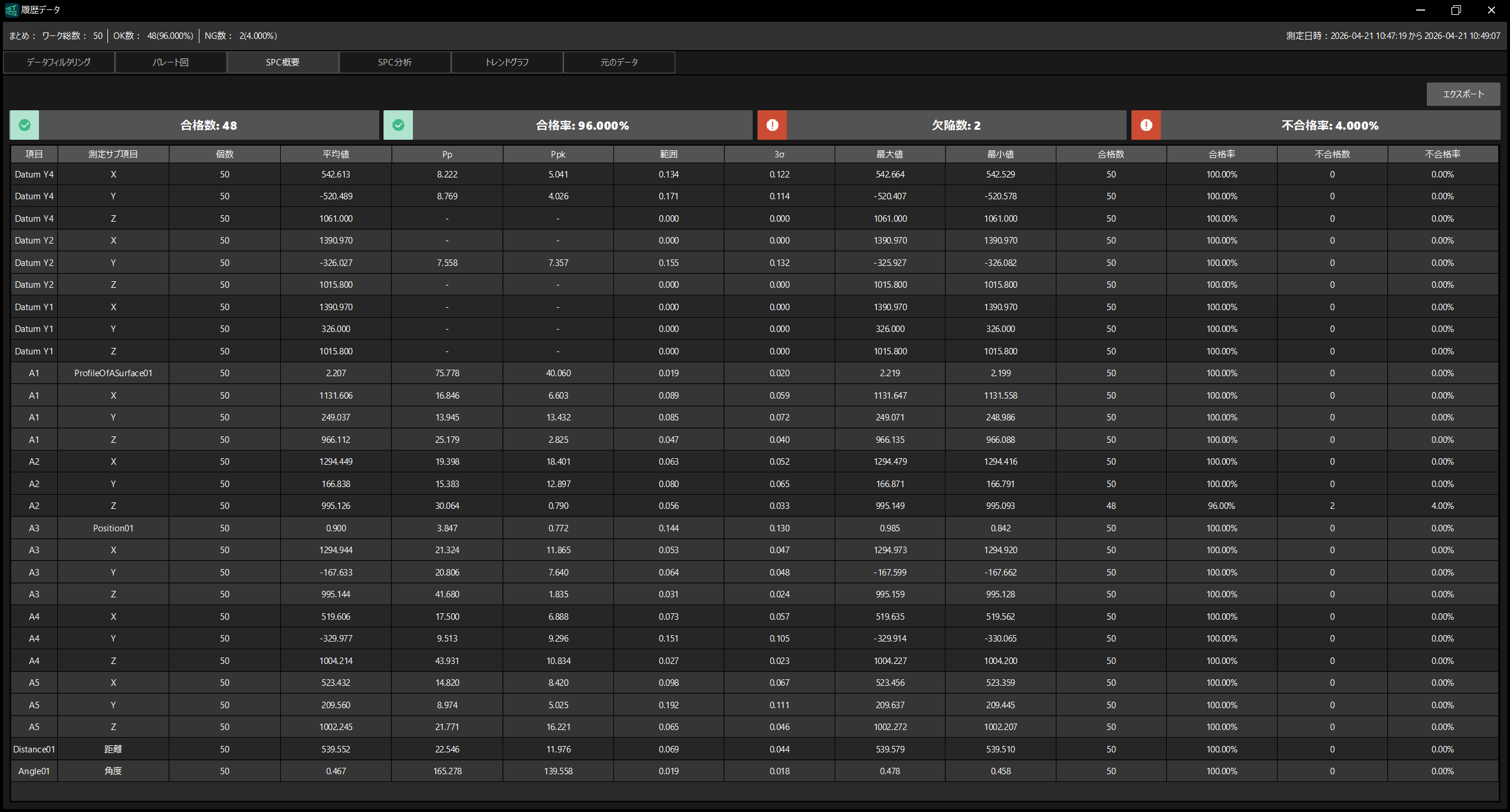
SPCの概要タブの上部には、以下の集計情報が表示されます。
-
合格数:仕様要件を満たす特徴の数
-
合格率:総特徴数に対する合格特徴の割合
-
欠陥数:仕様要件を満たさない特徴の数
-
不合格率:総特徴数に対する不合格特徴の割合
SPC概要のデータテーブルには、各測定項目の以下の統計情報が表示されます。
| 列名 | 説明 |
|---|---|
項目 |
特徴名称(例:Datum Y4、A1など) |
測定サブ項目 |
測定サブ項目の名称(X、Y、Zなど) |
個数 |
該当する測定項目のサンプル数量 |
平均値 |
該当する測定項目の平均値 |
Pp |
工程性能指数。工程性能が仕様要件を満たしているかどうかを評価する |
Ppk |
工程性能指数。Ppを基に、工程平均の偏りを考慮したもの |
範囲 |
データの範囲(最大値と最小値の差) |
3σ |
3倍標準偏差値 |
最大値 |
該当する測定項目の最大測定値 |
最小値 |
該当する測定項目の最小測定値 |
合格数 |
該当する測定項目の合格サンプル数量 |
合格率 |
該当する測定項目の合格率 |
不合格数 |
該当する測定項目の不合格サンプル数量 |
不合格率 |
該当する測定項目の不合格率 |
画面の右上にあるエクスポートボタンをクリックすると、SPC概要データをエクスポートできます。
SPC分析
画面上部のSPC分析タブをクリックします。SPC分析画面には、サンプリングツール、測定項目リスト、サンプリング結果テーブルが表示されます。
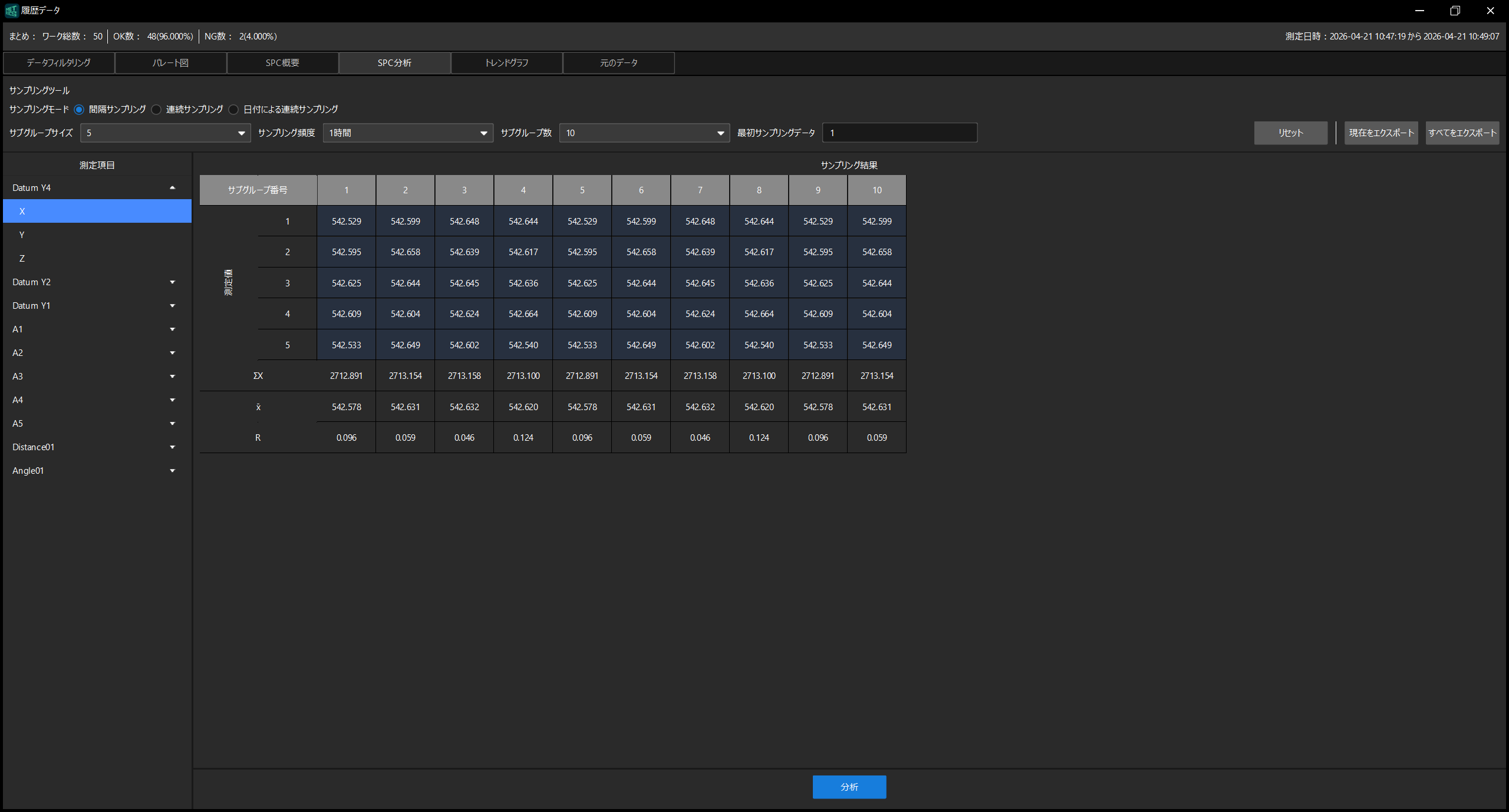
SPC分析を実施する
以下の手順に従って、SPC分析を実施してください。
-
サンプリングツールエリアで、必要に応じて以下のパラメータを設定します。
-
サンプリングモード:サンプリングモードを選択します。間隔サンプリング、連続サンプリング、または日付による連続サンプリングから選択できます。
-
サブグループサイズ:各サブグループに含まれるサンプル数量を設定します。
-
サンプリング頻度:サンプリングの時間間隔を設定します。
-
サブグループ数:サブグループの数量を設定します。
-
最初サンプリングデータ:サンプリングを開始するデータの番号を設定します。
-
-
画面の左側にある測定項目リストから、分析する測定項目を選択します。リストには現在のワークのすべての利用可能な測定項目(Datum Y4、A1~5など)が表示されており、各測定項目の下を展開して具体的な測定サブ項目(X、Y、Zなど)を選択できます。
-
画面の右側にあるサンプリング結果テーブルには、選択した測定項目のサンプリングデータ(各サブグループ番号と対応する測定値を含む)および以下の統計値が表示されます。
-
ΣX:各列データの合計値
-
X̄:各列データの平均値
-
R:各列データの範囲(最大値と最小値の差)
-
-
画面の下部にある分析ボタンをクリックしてSPC分析を実行します。分析が完了すると、画面に分析結果が表示されます。
-
サンプリングツールの設定をリセットするには、リセットボタンをクリックします。
-
分析できない場合は、ソフトウェアのエラーメッセージを参照して原因を特定してください。
-
サンプリング設定画面に戻るには、画面左上の戻るをクリックします。
-
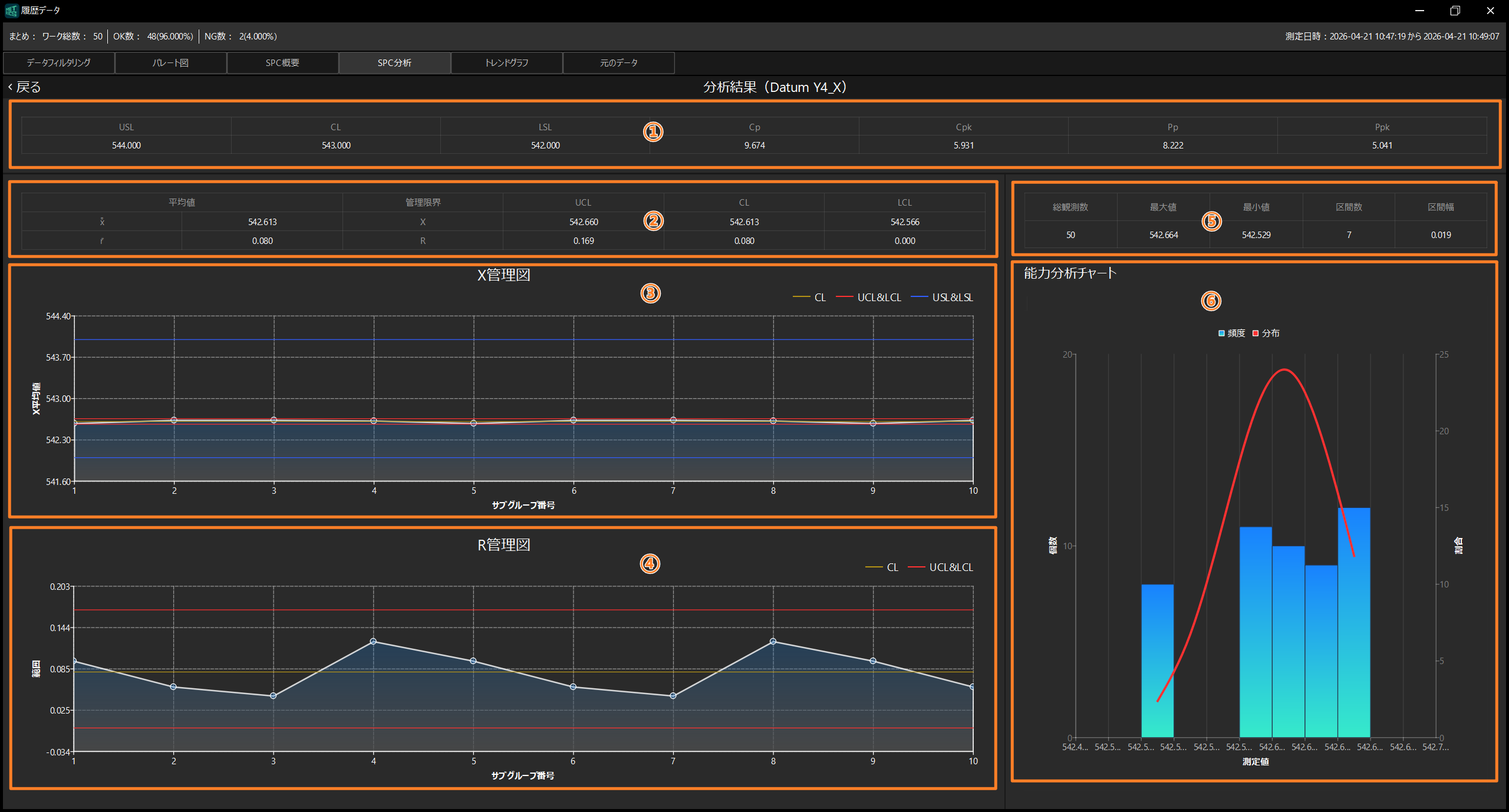
分析結果
分析結果画面には、以下のエリアが含まれています。
| 番号 | エリア | 説明 |
|---|---|---|
① |
USL、CL、LSL、Cp、Cpk、Pp、Ppk などの主要なSPC指数を表示する |
|
② |
X̄(平均値)と R(範囲)に対応する管理限界データを表示する |
|
③ |
サブグループ番号を横軸、X̄ 平均値を縦軸とする管理図で、工程平均値の変動傾向を監視する |
|
④ |
サブグループ番号を横軸、範囲(R)を縦軸とする管理図で、工程のばらつきの変動傾向を監視する |
|
⑤ |
総観測数、最大値、最小値、区間数、区間幅を含む、現在の測定項目の統計情報を表示する |
|
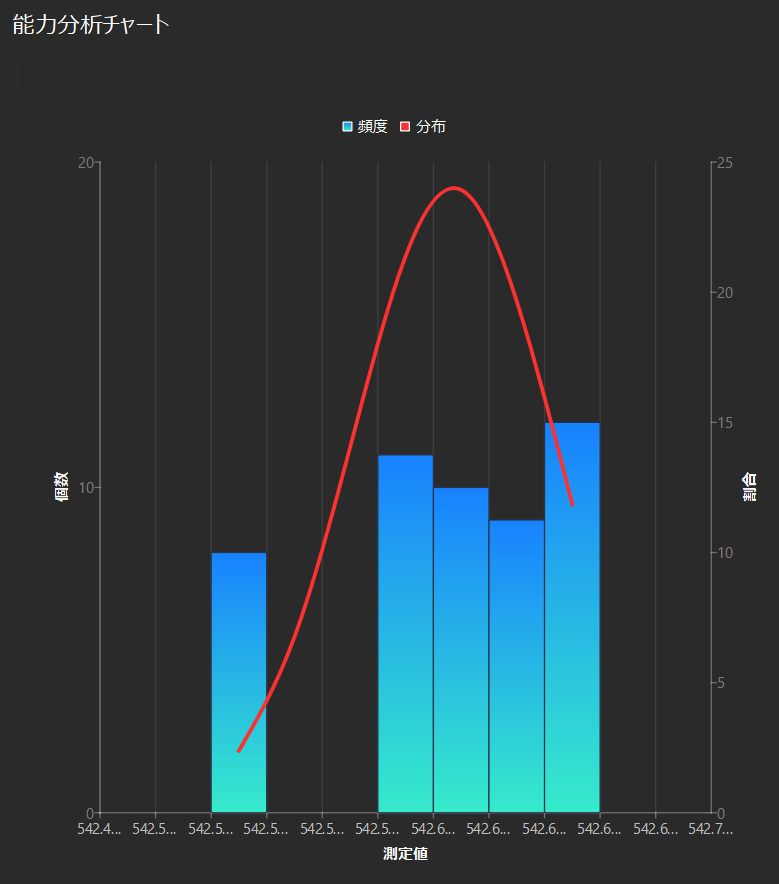
⑥ |
測定データの頻度を棒グラフで表示し、正規分布曲線を重ね合わせることで、データの分布状態と工程能力を可視化する |
指数欄
画面上部に現在の測定項目の主要なSPC指数を表示します。

| 指数 | 説明 |
|---|---|
USL |
規格上限(Upper Specification Limit)。公称値に公差上限を加えた値 |
CL |
中心線(Central Line)。データの平均値 |
LSL |
規格下限(Lower Specification Limit)。公称値に公差下限を加えた値 |
Cp |
工程能力指数(Process Capability)。工程能力が仕様要件を満たしているかを評価する。ここで、σ は全体標準偏差を表す |
Cpk |
技術的工程能力指数(Process Capability Index)。Cpを基に、工程平均の偏りを考慮したもの。ここで、x̄ は全体平均値を、σ は全体標準偏差を表す |
Pp |
工程性能指標(Process Performance)。工程性能が仕様要件を満たしているかを評価する。ここで、s サンプル標準偏差を表す |
Ppk |
統計的工程性能指数(Process Performance Index)。Ppを基に、工程平均の偏りを考慮したもの。ここで、x̄ はサンプル平均値を、s はサンプル標準偏差を表す |
管理限界データテーブル
X̄(平均値)と R(範囲)に対応する管理限界データを表示する

| 列名 | 説明 |
|---|---|
平均値 |
X̄ または R の平均値 |
管理限界 |
管理限界値 |
上側管理限界/UCL |
上側管理限界(Upper Control Limit)。平均値に3σを加えた値 |
中心線/CL |
中心線(Central Line)。平均値 |
下側管理限界/LCL |
下側管理限界(Lower Control Limit)。平均値から3σを引いた値 |
X管理図
サブグループ番号を横軸、X̄ 平均値を縦軸とする管理図で、工程平均値の変動傾向を監視するために使用します。
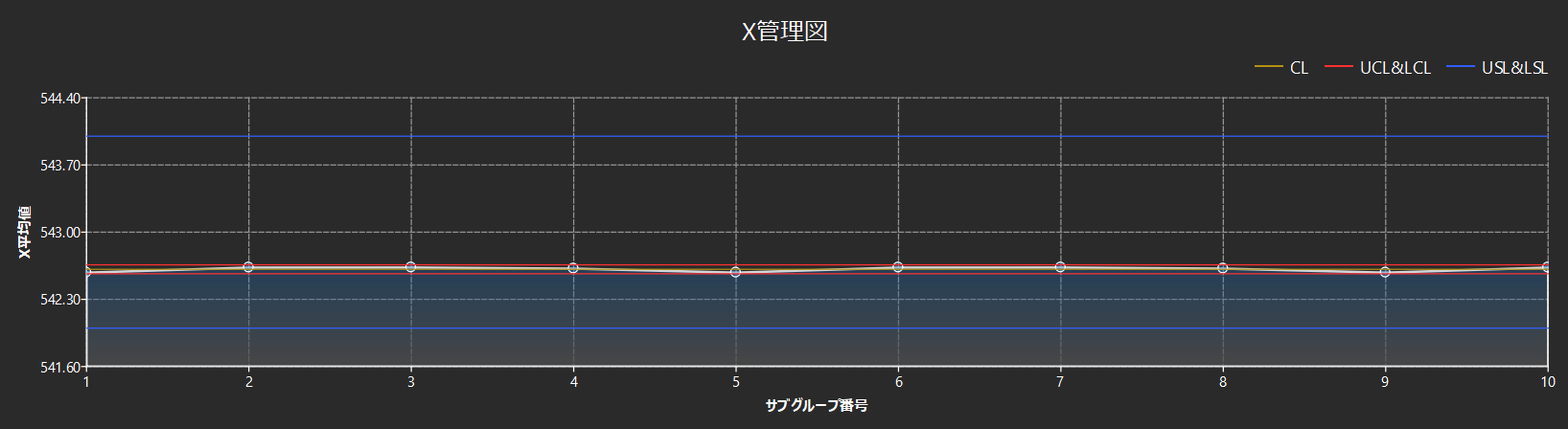
図には以下の補助線が含まれています。
-
CL(黄色の線):中心線、すなわち平均値
-
UCL & LCL(赤色の線):上側管理限界・下側管理限界
-
USL & LSL(青色の線):規格上限・規格下限
R管理図
サブグループ番号を横軸、範囲(R)を縦軸とする管理図で、工程のばらつきの変動傾向を監視するために使用します。
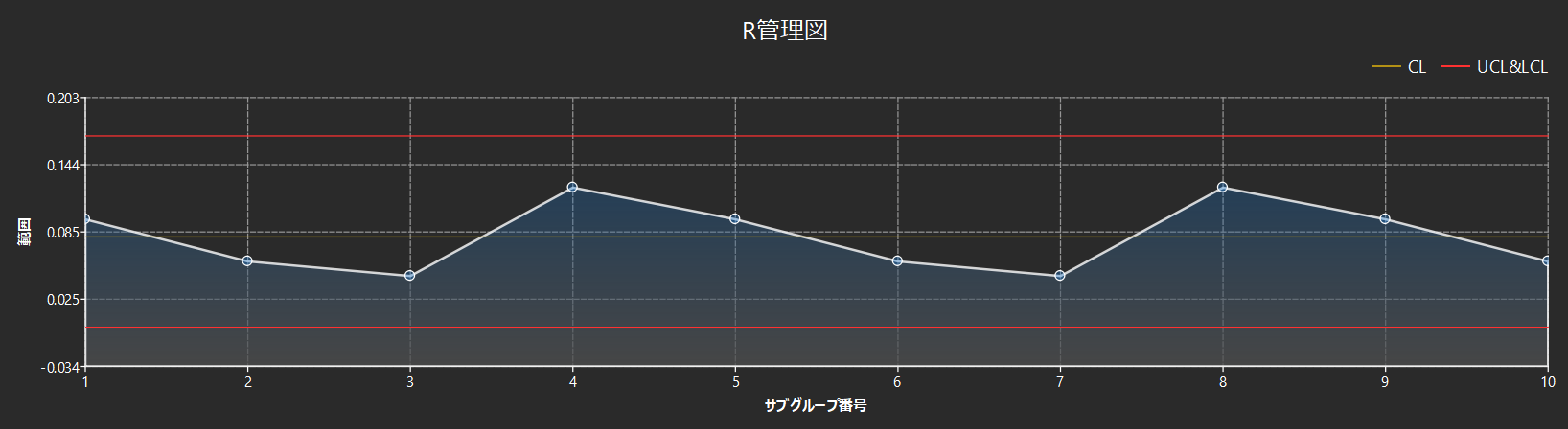
図には以下の補助線が含まれています。
-
CL(黄色の線):中心線
-
UCL & LCL(赤色の線):上側管理限界・下側管理限界
統計情報
画面右上に現在の測定項目の統計情報が表示されます。

| パラメータ | 説明 |
|---|---|
総観測数 |
分析対象となったサンプルの総数 |
最大値 |
すべてのサンプルにおける最大測定値 |
最小値 |
すべてのサンプルにおける最小測定値 |
区間数 |
能力分析チャートにおける頻度分布区間の数 |
区間幅 |
各頻度分布区間の幅 |