术语和概念
为了确保用户在阅读过程中能够准确理解相关的技术术语和专业表达,本篇汇总了散落在手册各处的概念解释,方便用户查看。
术语和概念
在线测量教程
- 在线测量系统
-
梅卡曼德设计用于部署在线测量方案所需的一整套测量系统。
- 在线测量系统硬件搭建
-
进行在线测量系统与机器人系统的硬件集成,即将硬件设备(相机和工控机)集成到实际工作环境中。
- 工控机
-
工控机,全称为Industrial PC,简称为IPC,指的是为工业用途设计的计算机。相比普通计算机,工控机具有更高的可靠性和精度标准。
- 相机安装方式
-
相机在工作单元中的安装方式。常见的安装方式有Eye to hand(ETH)和Eye in hand(EIH)。
- 在线测量系统支持的相机安装方式
-
在线测量系统目前只支持的Eye in hand(EIH)相机安装方式。
- 机器人通信配置
-
机器人通信配置可完成在线测量系统与机器人系统之间的通信集成,确保视觉系统与机器人侧能够实时且准确地交互数据。
- 在线测量系统推荐的通信方式
-
部署在线测量方案时,推荐在线测量系统与机器人系统使用标准接口通信。
- 标准接口通信
-
在视觉系统与外部设备(机器人、PLC或上位机等)进行通信时,如果外部设备向视觉系统发送标准接口指令,视觉系统在接收到指令后返回相应数据,则这种通信方式称为标准接口通信。在标准接口通信方式下,用户需要将机器人标准接口程序及配置文件导入到机器人系统中,并完成标准接口通信相关的配置。
- 手眼标定
-
手眼标定建立相机坐标系与机器人坐标系对应关系(即相机外参)。它将视觉系统确定的物体位姿转换为机器人坐标系下的位姿,从而引导机器人精准完成抓取任务。手眼标定流程因机器人类型、通信方式、相机安装方式以及采集标定数据方法的不同而存在一定差异。
- 在线测量系统中推荐的手眼标定流程
-
在在线测量系统中,推荐使用Eye in hand(EIH)作为相机安装方式。
- 在线测量机器人程序
-
该程序用于实现机器人与在线测量系统之间的数据交互。目前,梅卡曼德已为ABB、FANUC(发那科)、KUKA(库卡)和YASKAWA(安川)四个机器人品牌提供了用于在线测量的机器人样例程序。
- 测量位置示教
-
通过修改在线测量程序中的位置信息,将测量位置示教到在线测量程序中,以便机器人可以移动至对应位置进行测量。
Mech-Metrics软件手册
测量工程配置
- Mech-Metrics工程
-
Mech-Metrics工程是指用户在Mech-Metrics软件中创建的、用于维护和管理在线测量项目的工程。Mech-Metrics工程中包含一整套功能配置,能够实现从工件导入、坐标系创建、测量项配置到测量数据收集、测量数据分析的整套测量流程管理。
- Mech-MSR方案和工程
-
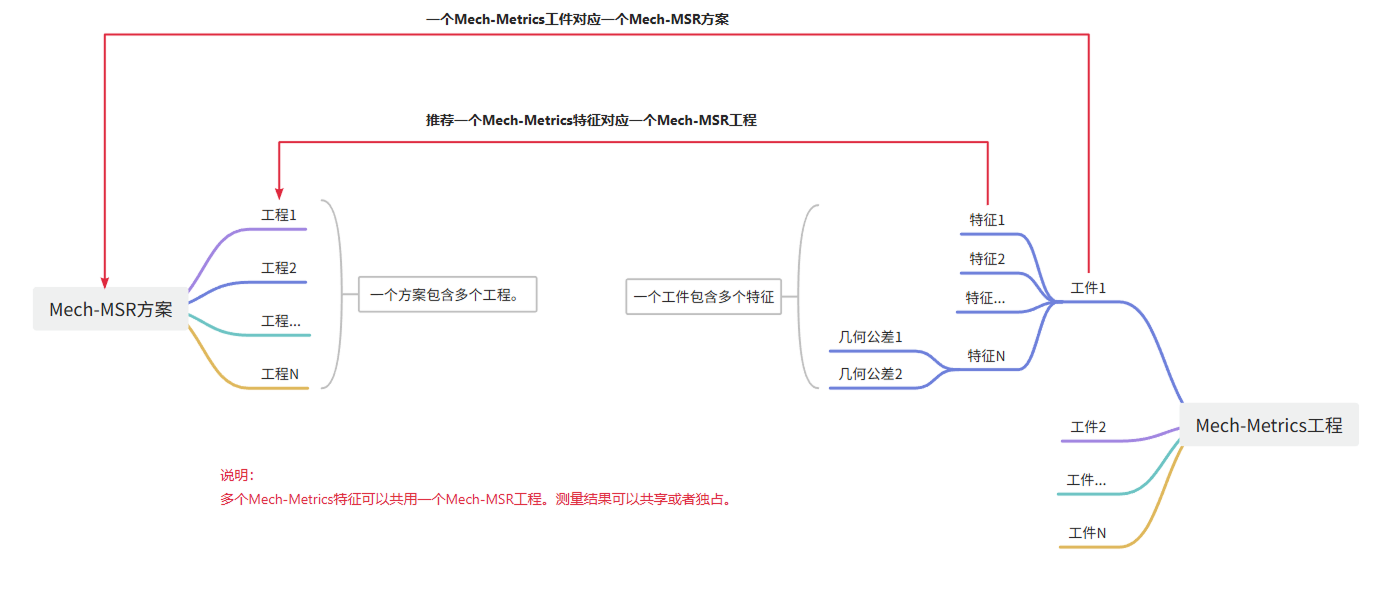
Mech-MSR方案指的是专用于测量某工件的Mech-MSR方案。用户在使用Mech-Metrics时,需将工件与该工件的Mech-MSR方案绑定。
Mech-MSR工程指的是专用于测量某工件特征的Mech-MSR工程。用户在使用Mech-Metrics时,需将特征与该特征的Mech-MSR工程绑定。
Mech-Metrics资源与Mech-MSR资源的对应关系总结如下:
- 工件
-
工件指的是在生产过程中被加工或组装的单个零件。
工件的CAD模型是指使用计算机辅助设计(Computer-Aided Design,CAD)软件创建的数字化三维模型,用于表示工件的形状、尺寸和其他特性。导入的工件CAD模型代表所有此类工件。
工件SN(Serial Number,序列号)是用于唯一标识每一个工件的编号。每个工件SN都是唯一的,通常用于产品追溯、质量管理和数据记录,确保每个工件在生产、检测和流通过程中的唯一性和可追溯性。
工件编号是用于区分不同工件类型的标识码。每种工件类型对应一个唯一的工件编号,便于在系统中进行分类、管理和查询。用户可根据实际需求为每种工件类型配置唯一的工件编号。在机器人程序的测量指令(801~805)中,使用该工件编号来标识工件类型。
- 工装
-
指的是用于固定和定位工件的设备、夹具或装置,以确保工件在制造或装配过程中的正确位置和姿态。
- 工装装夹
-
指的是使用工装将工件定位和固定,以确保工件在制造或装配过程中正确的位置和姿态。
- 特征
-
指的是工件的特定形状、尺寸等几何元素或属性。本软件中支持测量的特征有圆、槽、圆柱、点、线、平面、矩形、阵列、距离、角度。
- 特征编号
-
特征编号是软件中用于唯一标识该特征的整数,取值范围为1到999。
特征编号在机器人程序的802指令——运行特征测量中用于标识该特征。
- 特征属性
-
本软件中支持测量的特征有如下三种属性:
-
点,又称中心或原点。
-
线,又称方向或法向。
-
面,又称平面。
-
- 测量项
-
测量项指的是用户可在当前工程中创建的,需要通过测量获取测量值的项目,包括特征(圆、槽、圆柱、点、线、平面、矩形、阵列、距离、角度)。
- 距离
-
距离用于测量两特征之间的距离。具体来说,距离可用于测量两特征的点-点、点-线、点-面、线-线、线-面、面-面之间的距离。比如,用户可选择两个圆特征,并为这两个圆特征选择 中心 ,来测量这两个圆的圆心之间的距离。
- 角度
-
角度用于测量两特征之间的角度。具体来说,角度可用于测量两特征的线-线,线-面,面-面之间的角度。比如,用户可选择两个圆特征,并为这两个圆特征选择 方向 ,来测量这两个圆的法向之间的角度。
- 控制项
-
控制项指测量项的测量子项。控制项用于对测量项进行约束。例如,圆测量项的控制项有尺寸控制项(X、Y、Z、半径)、几何公差控制项(面轮廓度、平行度、垂直度、位置度、同轴度)、和自定义控制项。
- 几何公差
-
在本软件中,几何公差是依据几何尺寸与公差(Geometric Dimensioning and Tolerancing,GD&T)推出的一类控制项。GD&T是一套用于描述工件几何特征的国际标准,它提供了一套统一的符号和语言,用于规定工件的形状、尺寸、位置和方向等方面的要求。
- 位置度
-
位置度用于描述点、线、面等要素相对于其理想位置的偏差情况。
- 平面度
-
平面度用于描述表面相对于理想平面的偏离程度。
- 名义值
-
名义值是指特征的理想或目标尺寸,是设计者希望工件在加工过程中达到的标准数值。名义值作为参考,用于确定工件的形状、尺寸等设计要求。
- 特征拾取
-
特征拾取指的是在软件中间的3D视图区域,用鼠标手动拾取特征的若干个点,用于确定这个特征在视图中的位置和尺寸,以拾取特征的名义值。
- 测量值
-
测量值是指由Mech-MSR软件提供,并经Mech-Metrics数据处理后的特征实际测量结果。测量值在导入Mech-Metrics后,已根据当前新建的坐标系完成坐标转换,所有测量结果均以该坐标系为基准进行表达和分析。
- 公差
-
公差是以某个名义值为基础,允许的最大尺寸与最小尺寸之间的差值。例如,若某圆柱的设计长度为50mm,公差为±0.1mm,则在49.9mm至50.1mm范围内均为合格品。
- 标注卡片
-
标注卡片以表格形式显示测量项各子项(如圆测量项的子项X、Y、Z)的名义值、测量值、偏差等数据。
- 机器人坐标系
-
机器人坐标系指的是机器人用于描述位置和姿态的坐标系,机器人坐标系的原点位于机器人基座并保持固定。
- 工件坐标系
-
工件坐标系指的是车身某个部件自身在加工制造过程中需要遵守一定的基准,以这些基准为标准建立起的坐标系。
- 车身坐标系
-
车身坐标系指的是在汽车整体系统设计之初确立的,所有与之相关的车身部件都需要遵守的基准所组成的坐标系。
- 建系
-
建系是指建立不同坐标系(如机器人坐标系与车身坐标系)之间的空间关系,从而实现将机器人坐标系下的测量值准确转换为车身坐标系或其他目标坐标系下的测量值。建系是实现多坐标系数据统一和测量结果对齐的基础。
- 工件建系
-
工件建系是指通过工件基准特征(如孔位、边缘、基准面)建立坐标系。由于每个工件的基准特征可能不同,采用工件建系时,每个工件的坐标系也会不同。这种方式可以适当放宽对工装装夹精度的要求,适用于工件基准特征易于识别且装夹方式多变的场景。坐标系转换路径为:机器人坐标系 → 车身坐标系。
- 工装建系
-
工装建系是指通过测量工装(用于固定工件的装置)的特征建立坐标系。由于工装具有固定性,只需一次建系即可将所有待测工件转换到工装坐标系下。这种方式对工装装夹精度要求较高,适用于批量生产和工装重复使用的场景。坐标系转换路径为:机器人坐标系 → 车身坐标系。
- RPS建系
-
RPS建系(Reference Point System)是通过选取一组参考特征点,约束工件的平移和旋转,实现工件与其CAD模型的精准对齐。该方法用于工件建系。
- 最佳拟合建系
-
最佳拟合建系(Best Fit Alignment)是通过使用至少三个特征中心点进行最佳拟合,从而使工件与工件的CAD模型对齐。该方法用于工装建系。
- 感兴趣区域
-
感兴趣区域,全称为Region of Interest,简称为ROI,指的是在图像处理中选定的、用于重点分析或处理的特定区域。
- 质检模式
-
质检模式是指系统在执行测量任务时采用的检测范围策略,用于控制当前任务中需要参与测量与判定的测量项范围。Mech-Metrics支持全检和半检两种质检模式,用户可按生产节拍与质量控制要求进行切换。
- 全检
-
全检是指对当前工件配置的全部测量项进行测量与判定。全检适用于首件确认、换型验证、异常追溯及周期性全面检查等场景。
- 半检
-
半检是指仅对预先设定的关键测量项进行测量与判定。半检适用于量产阶段的高频过程监控,可在保证关键质量特性受控的同时降低单件检测耗时。
测量工程部署
- 重复性测试
-
重复性测试是指在相同条件下对同一测量目标或物体进行多次测量,评估测量结果的一致性程度。
- 静态重复性测试
-
静态重复性测试中,工件被工装夹具固定,机器人带着相机移动到工件特征的测量位置。此时,机器人保持静止状态,相机会对该位置进行多次拍照。例如,如果一个工件有5个特征,用户需对这个工件进行静态重复性测试,操作方法如下:
-
固定工件:用工装夹具固定该工件。
-
移动机器人:在机器人侧移动机器人至该工件的特征1位置。
-
图像采集:相机对特征1进行20次拍照,直至特征1测试完成。
-
重复步骤2-3:重复上述步骤2-3,对剩余4个特征进行重复性测试。当前工件的静态重复性测试完成。
-
- 半动态重复性测试
-
半动态重复性测试中,工件被工装夹具固定,机器人带着相机依次移动到工件每个特征的测量位置并拍照。一轮拍照完成后,重复上述操作完成剩余轮次的拍照。例如,如果一个工件有5个特征,用户需对这个工件进行半动态重复性测试,操作方法如下:
-
固定工件:用工装夹具固定该工件。
-
第一轮拍照:机器人带着相机依次对工件的所有特征(特征1→特征2→特征3→特征4→特征5)进行第1轮拍照。
-
重复操作:机器人重复上述步骤2,进行剩余19轮拍照。当前工件的半动态重复性测试完成。
-
- 动态重复性测试
-
动态重复性测试中,流程与半动态重复性基本一致,除了工件在每轮测量时会被再次装夹。每次工件被装夹固定后,机器人带着相机依次移动到工件每个特征的测量位置并拍照。例如,如果一个工件有5个特征,用户需对这个工件进行动态重复性测试,操作方法如下:
-
固定工件:用工装夹具固定该工件。
-
第一轮拍照:机器人带着相机依次对工件的所有特征(特征1→特征2→特征3→特征4→特征5)进行第1轮拍照。
-
重新装夹:重新装夹工件。
-
重复操作:重复上述步骤2-3,完成剩余19轮拍照。当前工件的动态重复性测试完成。
-
- 精度
-
精度指的是测量结果与真实值之间的接近程度或误差大小。
- 极差
-
极差是统计学中衡量数据集中最大值和最小值之间差距的一个指标。它用来表示数据的分散程度。
- 3D
-
重复性测试结果页面的3D选项卡展示特征点的3D坐标随测量次数的变化趋势。
-
特征点指的是这个特征所在位置的点。比如,圆特征的特征点是这个圆的圆心。
-
3D坐标指的是某个点在三维坐标系中的坐标。
-
3D选项卡中用3D指代每次测量出的特征点位置与第一次测量出的特征点位置的3D距离。
-
- 可编程逻辑控制器
-
可编程逻辑控制器,全称为Programmable Logic Controller,简称为PLC,是一种可编程的计算设备,用于管理机电过程,通常应用于工业领域。
- 上位机
-
上位机(Host computer)是指在工业控制系统中,用于监控、管理和控制下位机设备(如PLC、机器人等)的计算机。
- 机器人侧
-
机器人是一种经过编程的、具有一定自主性的机械装置,可以执行移动、操作或定位等任务。
一个机器人单元通常由机器人本体、控制柜和示教器组成。
在需要高度自动化的工业应用中,可能会使用PLC来控制机器人的运动和操作。
本文中,机器人、PLC和上位机统称“机器人侧”。
- 相关性
-
相关性是指两个不同的测量设备,对相同的工件相同的尺寸测量结果的一致性程度。
- 相关性分析和补偿
-
相关性分析和补偿是指分析两个不同的测量设备的测量结果之间的相关性,然后对某一测量设备测出的结果进行补偿,以提升该测量设备的可靠性。
- 温漂
-
温漂是指设备在温度变化过程中产生的测量值偏移现象。在线测量场景中,温漂通常由相机、机器人、工装或环境温度变化引起,并会随时间累积影响测量稳定性与准确性。
- 温漂杆
-
温漂杆是指在在线测量单元中固定布置的基准杆,其上安装多个标定球。由于温漂杆与机器人基座在空间中的相对位置关系固定,可作为温漂补偿的基准对象。
- 温漂补偿方案
-
温漂补偿方案是指在机器人基座固定的前提下,通过固定布置温漂杆并定期测量其标定球,利用标定球与机器人之间不变的相对位置关系,持续更新温漂补偿模型,修正系统参数(如机器人连杆长度、关节角度偏置等),并基于更新后的模型实时补偿工件各测点测量结果的方案。
- 三坐标测量机
-
三坐标测量机,全称Coordinate Measuring Machine,简称CMM,是一种典型的坐标测量设备。它以测量平台为参考,建立机械坐标系,采集工件表面上测量点的坐标,并将其投射到空间坐标系中,从而构建工件的三维模型。
- CMM测量报告
-
CMM测量报告是指由三坐标测量机输出的、对工件尺寸和几何特征测量结果进行记录、汇总和展示的报告。报告通常包含被测工件信息、测量项、名义值、实测值、偏差及判定结果等内容。在相关性分析场景中,CMM测量报告常作为对比基准,用于与在线测量结果进行一致性分析。
- 序列
-
在本软件中,序列指的是在某个测量事件下,按执行顺序组织的一组动作。系统会在对应测量事件被触发时,按当前序列中的顺序依次执行这些动作。
- 测量事件
-
测量事件指的是触发序列执行的时机。例如,工件测量开始后和工件测量结束后都是测量事件。
- 通信
-
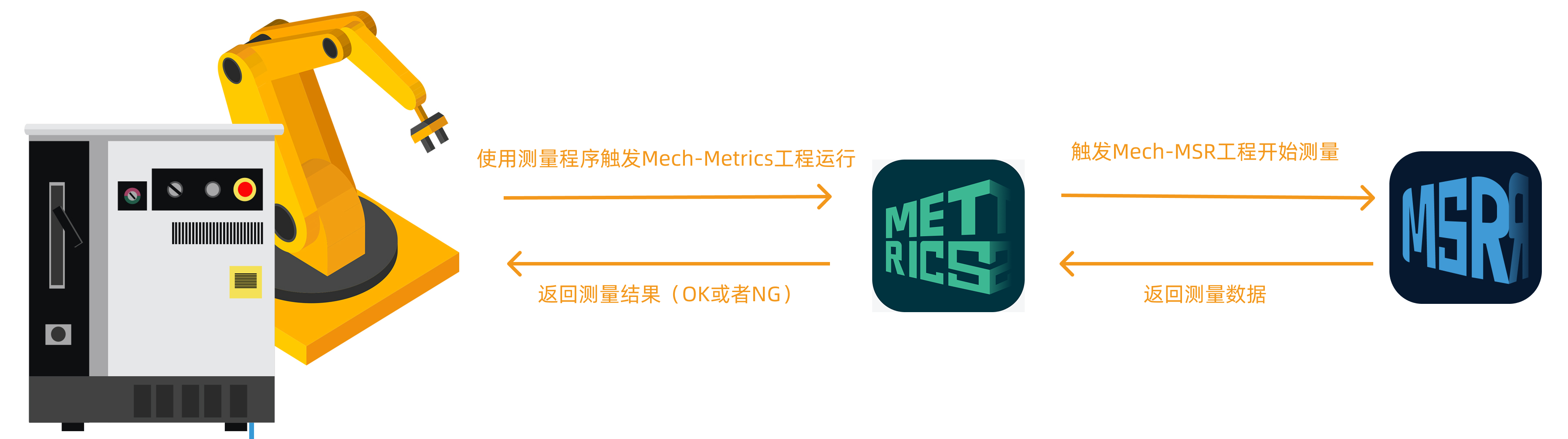
在机器人与Mech-Metrics的通信过程中,机器人与Mech-MSR建立连接,Mech-MSR与Mech-Metrics建立连接。建立上述连接后,具体通信方式如下图所示:
测量数据分析
- 测量记录
-
测量记录指的是存储在本软件历史数据中的测量记录。
- 帕累托图
-
帕累托图是一种条形图与折线图结合的统计分析图表,用于显示各类问题或因素对总体影响的重要性。条形图按从高到低排列,表示各类别的频数或数值,折线图显示累计百分比。帕累托图常用于识别和优先解决最主要的问题(“二八原则”),帮助用户聚焦于影响最大的少数关键因素。
- 趋势图
-
趋势图以折线图的形式展示各测量特征的测量数据随测量次数的变化趋势,帮助用户直观观察测量值的波动和走势。
- SPC
-
SPC全称为统计过程控制(Statistical Process Control),指的是通过应用统计方法对生产过程各个阶段进行监控,以便保证和提升产品质量。
- 上规格限
-
上规格限,全称为Upper Specification Limit,简称为USL,是尺寸上限,即名义值加公差上限。例如,如某特征的名义长度为5mm,公差为-1到1mm,则上规格限为6mm。
- 下规格限
-
下规格限,全称为Lower Specification Limit,简称为LSL,是尺寸下限,即名义值加公差下限。例如,如某特征的名义长度为5mm,公差为-1到1mm,则下规格限为4mm。
- 3σ准则
-
σ为标准偏差(西格码)。3σ准则,即三西格玛准则,是统计学中用来排除异常值的一种方法,即假设数据遵循正态分布,那么超过均值加减三个标准差的数据被认为是异常值,应从从数据集中剔除。3σ控制限用于检查数据点是否在均值的三个标准差范围内。
- 中心线
-
中心线全称为Central Line,简称为CL,是由平均值(
 )组成的一条线。
)组成的一条线。 - 上控制限
-
上控制限,全称为Upper Control Limit,简称为UCL,是平均值加上3σ的值。
- 下控制限
-
下控制限,全称为Lower Control Limit,简称为LCL,是平均值减去3σ的值。
- 控制图
-
控制图又叫管制图,用于分析和判断工序是否处于控制状态所使用的带有控制界限线的图。控制图以正态分布中的3σ准则为理论依据,中心线为平均值(
),上下控制限为以平均值加减3σ的值,以判断过程中是否有问题发生。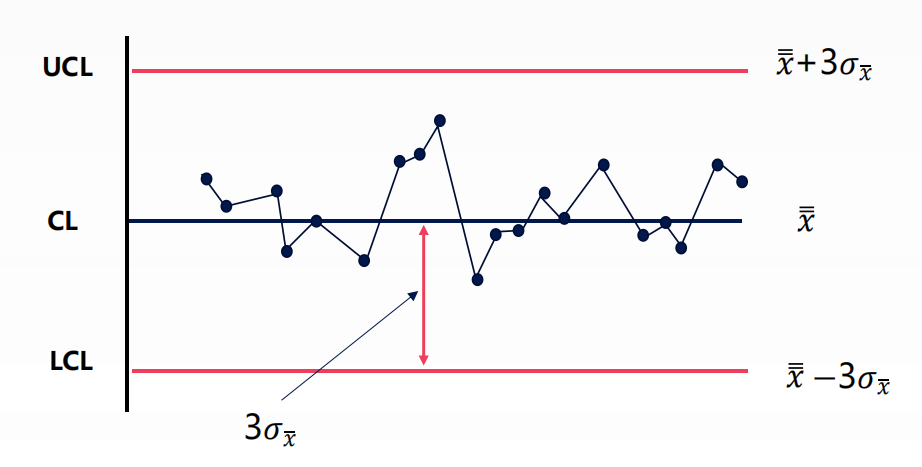
- 过程性能指数
-
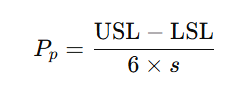
过程性能指数,英文全称为Process Performance,简称为Pp,用于评估过程的性能是否满足规格要求。Pp的计算公式如下。其中,s代表样本标准差。
- 中心性能指数
-
中心性能指数,英文全称为Process Performance Index,简称为Ppk,用于评估过程的性能是否满足规格要求。相比Pp,Ppk考虑了过程性能均值的影响。Ppk的计算公式如下。其中,
代表样本平均值,s代表样本标准差。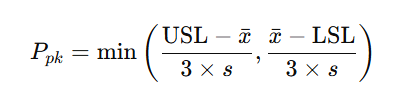
- 过程能力指数
-
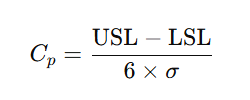
过程能力指数,全称Process Capability,简称Cp,用于评估过程的能力是否满足规格要求。Cp的计算公式如下。其中,σ代表总体标准差。
- 中心能力指数
-
中心能力指数,全称Process Capability Index,简称Cpk,用于评估过程的能力是否满足规格要求。相比Cp,Cpk考虑了过程能力均值的影响。Cpk的计算公式如下。其中,
代表总体平均值,σ代表总体标准差。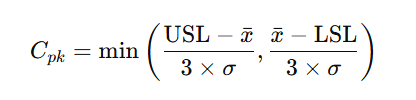
- 测量报告
-
测量报告是对工件测量结果进行汇总、分析和展示的正式文档。报告通常包含测量对象信息、测量项、测量数据、偏差分析、公差判定及统计分析结果等内容。Mech-Metrics支持自定义PDF格式和表格格式的测量报告,满足不同归档、分享和数据处理需求。测量报告广泛应用于质量追溯、过程控制和交付等场景。
Mech-Metrics软件许可
- Sentinel LDK
-
Sentinel LDK是一款功能齐全的软件开发工具包,可帮助用户高效管理软件许可和使用权限。
- 软件授权装置
-
软件授权装置是USB形式的软件授权方式,支持通过产品密钥写入不同软件的许可。该装置类似旧版本软件对应的加密狗。
- 软件授权码
-
软件授权码是虚拟的软件授权方式,支持通过产品密钥写入不同软件的许可。
- 永久许可
-
永久许可是可永久使用的许可。
- 临时许可
-
临时许可是存在明确有效期的许可。若需延长有效期,需更新许可。
- 产品密钥
-
产品密钥是指用于激活许可并解锁其全部或部分功能的独特代码。
- 激活许可
-
激活许可是指使用产品密钥给无授权的工控机授权全新的软件许可,以具备新的软件使用许可。
- 更新许可
-
更新许可是指对软件的使用许可进行更新,以延长软件使用有效期或变更所用软件。
- 指纹文件
-
指纹文件指的是用于生成V2C或V2CP文件的文件,该文件中包含工控机相关信息。
- C2V
-
C2V,全称为Customer to Vendor。C2V文件指的是用于生成V2C或V2CP文件的文件,该文件中包含软件授权装置相关信息。
- V2C
-
V2C,全称为Vendor to Customer。V2C文件指的是用于离线更新许可的文件,该文件中包含用户的许可相关信息。
- V2CP
-
V2CP全称为Vendor to Customer Package。V2CP文件指的是V2C文件包,文件包中包含了多个V2C文件。
缩略语
本处汇总了手册中使用的缩略语,以供查找。如需查看缩略语的详细解释,请参阅本篇的术语和概念部分,本处不再赘述。
- CAD
-
Computer-Aided Design
- CL
-
Central Line
- CMM
-
Coordinate Measuring Machine
- Cp
-
Process Capability
- Cpk
-
Process Capability Index
- C2V
-
Customer to Vendor
- EIH
-
Eye in Hand
- ETH
-
Eye to Hand
- GD&T
-
Geometric Dimensioning and Tolerancing
- IPC
-
Industrial PC
- LCL
-
Lower Control Limit
- LSL
-
Lower Specification Limit
- PC
-
Personal Computer
- PLC
-
Programmable Logic Controller
- Pp
-
Process Performance
- ROI
-
Region of Interest
- Ppk
-
Process Performance Index
- RPS
-
Reference Point System
- SPC
-
Statistical Process Control
- UCL
-
Upper Control Limit
- USL
-
Upper Specification Limit
- V2C
-
Vendor to Customer
- V2CP
-
Vendor to Customer Package
- LDK
-
License Development Kit