检查机器人绝对精度
机器人绝对精度的检查,一般需要激光跟踪仪等专业设备以及标定软件。在实际部署视觉方案前,用户需要自行检查机器人绝对精度或联系机器人厂商检查机器人绝对精度,并输出机器人绝对精度检查报告。
机器人绝对精度的评估非常复杂,本文提供了几种常见的、定性的评估方式。这些评估方式不能代替定量的机器人绝对精度检查,仅供参考。
检查机器人零点
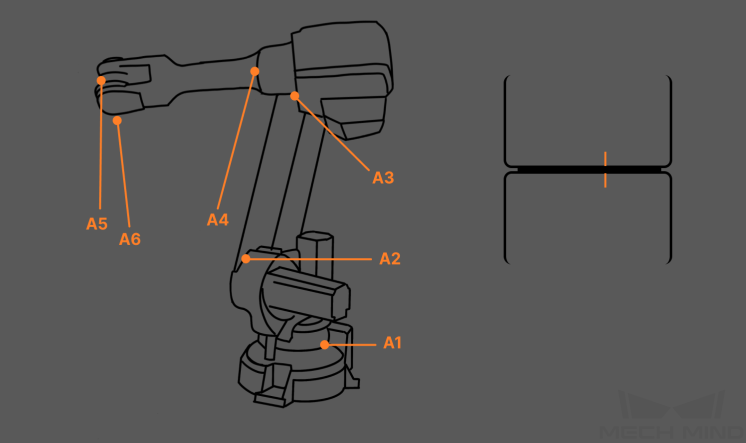
机器人出厂时通常会通过仪器进行测试,以获取机器人的标准零点。在标准零点姿态时,各轴上的刻度线基本对齐。
| 一些机器人厂家在机器人本体上随附机器人在标准零位时的各轴编码器数值,该数值除非关节电机和编码器分离,否则不会发生变化。 |
检查方法:在标准零点姿态时,检查各轴上的刻度线是否对齐。
-
在零刻度线没有过大偏差时,可以进一步检查示教器内该数值和出厂数值的一致性。
-
如果刻度线明显对不齐,无法通过手动标定零点达到高精度应用的机器人精度要求。此时,请联系机器人厂家获取零点标定的支持。
更多关于机器人零点标定的方法,请参考社区上的机器人零点标定操作方法。
检查移动距离误差
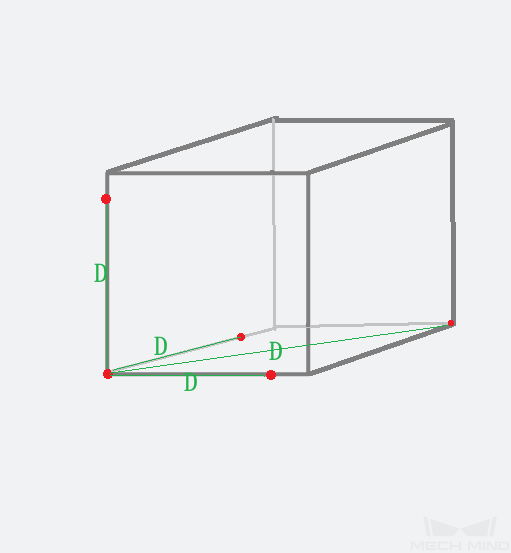
在工作区域内使用示教器控制机器人沿固定方向(例如X、Y方向)移动一段距离,移动完成后将该距离与机器人实际移动距离进行对比并测量差值。
检查方法:
-
XYZ三个轴以及对角线上各取两个点,从示教器上读出机器人移动距离D,尺子实测距离D',对比差值。
-
(建议)XYZ三个方向及不同位置都测一遍。
检查标准:
总体差值越小,移动距离误差越小,机器人绝对精度越高。机器人绝对精度通常为亚毫米级别。如果移动距离误差过大(例如大于±1 mm),请联系机器人厂商校准机器人绝对精度。
检查机器人七轴的精度
如果项目使用七轴机器人(带滑轨),要验证七轴的绝对精度,可以重复让机器人沿滑轨方向移动固定距离,然后检查移动距离误差。
如果机器人重复到位的误差较大(例如几毫米),则机器人七轴的精度较差,请联系机器人厂商校准机器人精度。
确认机器人TCP精度
检查机器人夹具安装
机器人夹具安装不牢固会影响夹具TCP的精度。确保夹具安装牢固的措施包括:
-
合适的支撑结构:选择支撑结构时,考虑受力均匀的条件,确保其符合夹具和机器人的负荷要求。
-
使用平垫和弹垫:一般对金属件(有一定硬度材料)连接都需要弹垫和平垫,对于U型孔部分需增加平垫加弹垫。
-
螺纹点胶:在夹具组件的螺栓连接处使用适当强度的螺纹胶,如低强度或中强度螺纹胶,以提高紧固件的抗松动性。
-
螺丝长度选择:根据连接件的材料和规格,选择适当长度的螺丝,确保在铝件和钢件等不同材料上螺丝的旋入长度符合规范。
-
螺丝防松打点:使用白色油性笔进行螺丝防松打点,以便轻松检测螺栓的紧固状态,提高后期点检维护的效率。
-
螺栓组装配原则:拧紧成组螺栓时,按照分次、对称、逐步拧紧的原则,确保螺栓松紧一致,减少连接件的变形风险。
-
螺栓联接装配时拧紧力矩要求:使用标准扳手,确保螺母拧紧时施加准确的力矩,防止过度预紧,提高连接的牢固性。
-
部署夹具检查程序定期检查夹具形变:夹具可能因过重或者长时间使用磨损导致形变,从而导致在抓取过程中出现偏移。为了方便定期检查夹具是否发生形变,你可以部署夹具检查程序。具体部署方法如下:
-
在工作站中确定一个受环境因素影响较小的位置作为固定点。
-
创建一个名为“夹具检查程序”的机器人程序。该程序应简单地将夹具尖端尽量靠近固定点。请确保机器人运动路径保持固定。
-
拍照记录夹具尖端相对于固定点的位置。照片记录的相对位置将作为参考标准。
-
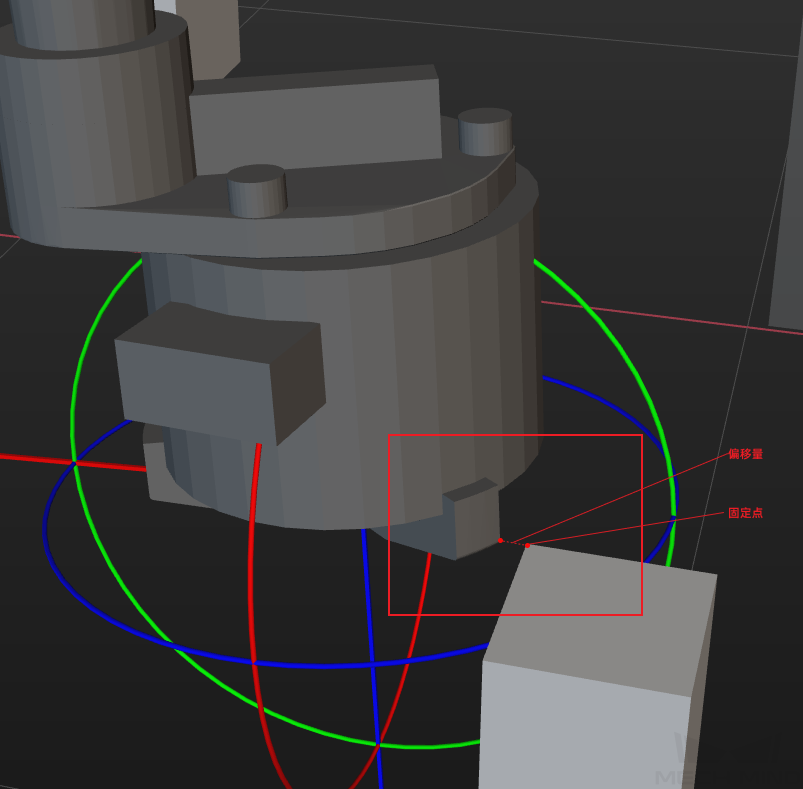
定期(每周或每月)进行目视检查。如果检测到相对位置与参考标准有明显差异,则表示夹具发生形变,如下方右侧图中所示。
相对位置(标准) 相对位置(带有偏差) 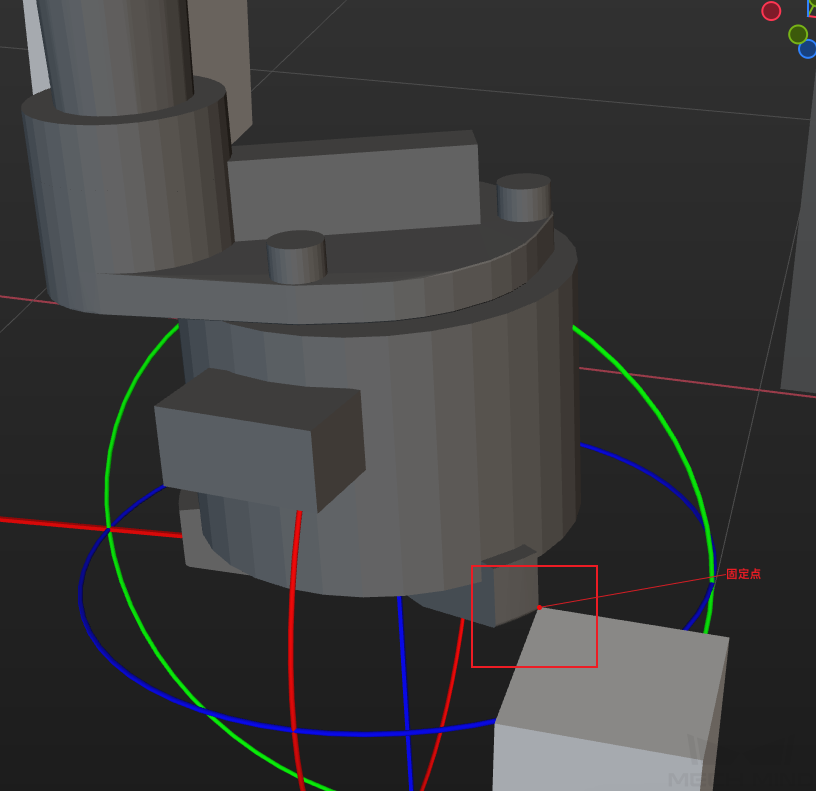
-
评估TCP精度
检查方法:
在Mech-Vision菜单栏中选择,然后在误差分析界面选择。
请参考误差分析工具提供的“使用围绕尖点旋转法进行检测”方法来评估TCP精度。
检查标准:
如果机器人法兰末端尖点与另一尖点能够重合,表示TCP精度良好;如果存在较大的偏差,表示TCP精度较差。
如果确认机器人TCP精度较差,请联系机器人厂商标定TCP。在线社区提供了一些常见机器人的TCP标定操作方法,仅供参考。