方案设计
本节介绍长条型钣金件方案的设计思路,包括视觉系统运行流程、软件组合、相机选型、标定板选型等。
视觉系统运行流程
视觉系统运行流程如下图所示。

该方案需要分三步进行:
-
一是使用LSR XL相机定位摆放长条型钣金件的料筐,对应Mech-Vision中料筐定位工程;
-
二是使用LSR XL相机定位PRO S相机的拍照点(即第三步中的相机拍照点)并发送给机器人,对应Mech-Vision中拍照点定位工程;
-
三是使用PRO S相机识别并抓取工件,视觉识别部分对应Mech-Vision中工件定位工程。
配置完视觉识别工程后,即可运行修改好的机器人抓取程序,引导机器人对有序摆放的长条型钣金件进行精准的抓取,实现自动化的物料供应。
软件组合
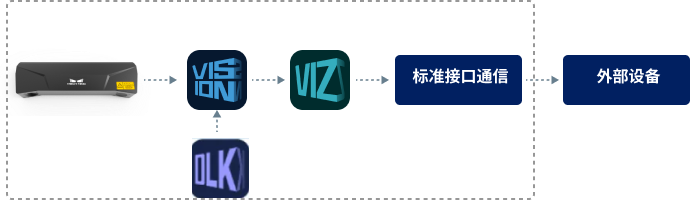
该方案使用Mech-Vision识别长条型钣金件位姿并规划抓取长条型钣金件的路径。
如下图所示,Mech-Viz基于位姿规划机器人抓取的路径,并通过标准接口通信返回给外部设备(如机器人、PLC等)。
相机选型及确定安装高度
相机选型
在长条型钣金件上料项目中,根据相机视野、精度和工作距离,推荐选用Mech-Eye LSR XL工业级3D相机(下文简称LSR XL相机)和Mech-Eye PRO S工业级3D相机(下文简称PRO S相机)。
LSR XL相机精度高,视野大,抗环境光性能优异,目标物体为高反光工件时可以稳定成像。本方案中,该相机用于定位料筐并输出PRO S相机的拍照位。关于该相机的详细技术参数请参考LSR XL技术参数。
PRO S相机精度高,速度快,抗环境光性能优异。本方案中,该相机安装于机器人末端,用于采集料筐内长条型钣金件的数据,方便视觉系统处理数据并输出工件位姿。关于该相机的详细技术参数请参考PRO S技术参数。
如需使用其他型号的相机,请使用3D相机选型工具筛选合适的型号。
确定相机安装高度
确定好相机型号后,请使用3D相机选型工具确定LSR XL相机的安装高度。具体流程如下:
-
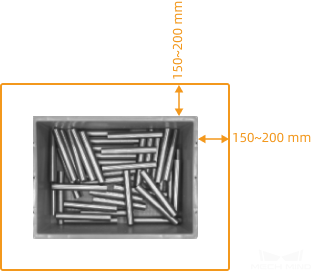
确定物料顶层的尺寸信息和可能出现的极限高度,将其数值分别填入物体大小分类下的长度(mm)、宽度(mm)和高度(mm)选项卡中。
为兼容来料位置的偏差,物料顶层四周的每个边都应预留出150~200mm的余量,如下图所示。即填入的长度和高度值应为物料顶层尺寸 + 下图预留的余量值。
-
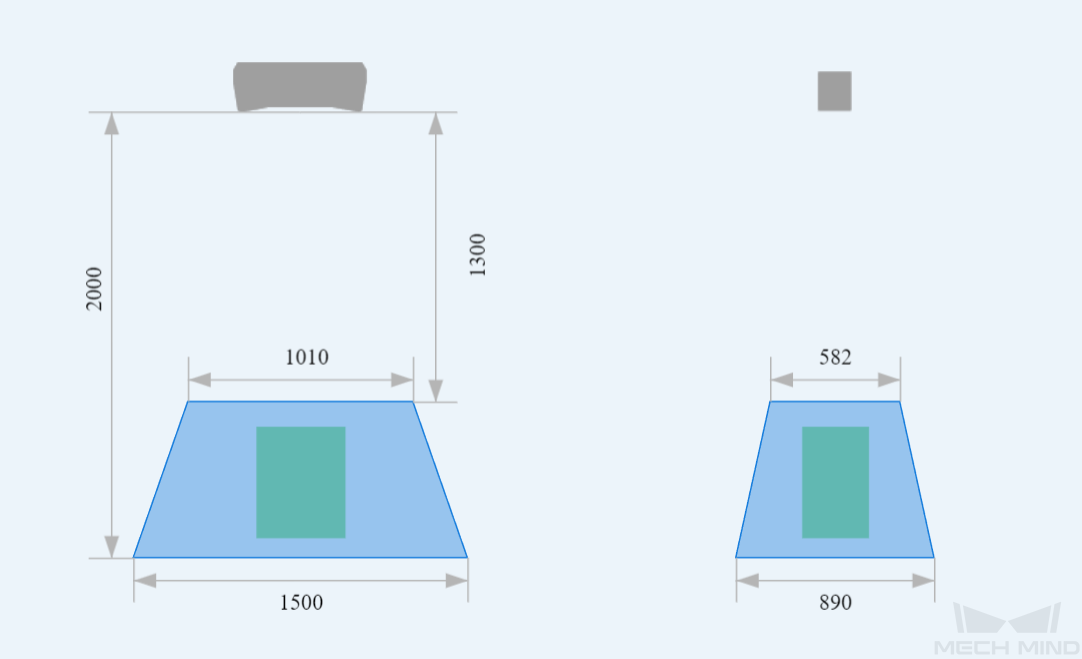
开启相机到物体表面的距离(mm)右侧的开关,不断调节该参数的值,直至右侧代表物料的方块位于相机视野中心,且全部被覆盖,即方块为绿色。
-
相机的安装高度 = 相机到物体表面的距离 + 物料高度。
为保证相机采集的数据质量良好,在满足视野和机器人运动空间等要求的前提下,应使相机到物料顶层的距离在LSR XL推荐工作距离和PRO S推荐工作距离的范围内。
| PRO S相机安装于机器人末端,随机器人一同运动,无需确定安装高度。 |
标定板选型
-
LSR XL相机
-
当相机工作距离为1600~3000mm时,推荐使用的标定板型号:CGB-050/BDB-7。
-
-
PRO S相机
-
当相机工作距离为500~800mm时,推荐使用的标定板型号:CGB-020/BDB-5。
-
当相机工作距离为800~1000mm时,推荐使用的标定板型号:CGB-035/BDB-6。
-
工控机选型
推荐使用的工控机为Mech-Mind IPC ADV,该型号工控机适用于需要使用深度学习模型包推理的场景。
机器人选型
在长条型钣金件方案中,根据抓取范围和精度要求,应选择高负载、高精度的六轴机器人,如KUKA_KR_210_R3100_ULTRA_ULTRA_F,本方案中以此机器人为例。
若选择其他品牌机器人,请参考机器人选型。
工位布局设计
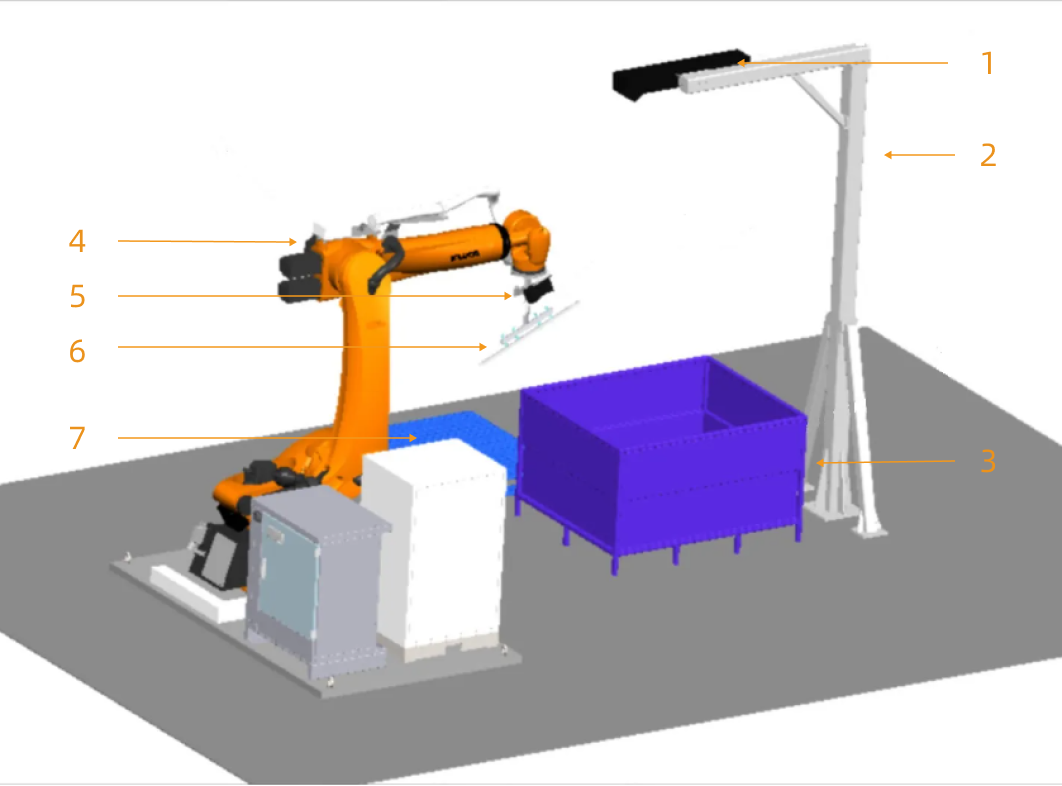
现场工位布局如下图所示,LSR XL相机安装在距离托盘正上方3米处,PRO S相机安装在机器人末端,相机采图后可以获取所有工件的点云数据。图中各部分为:1-LSR XL相机;2-相机支架;3-料筐;4-机器人;5-PRO S相机;6-夹具;7-码放点。
夹具设计
夹取长条型钣金件的常见夹具有两类:负压夹具和磁吸夹具。两类夹具的使用场景、结构和优缺点如下表所示:
| 类别 | 负压夹具 | 磁吸夹具 |
|---|---|---|
适用场景 |
工件表面干净平整,没有孔洞 |
抓取铁磁性工件,可兼容表面有少量孔洞的工件 |
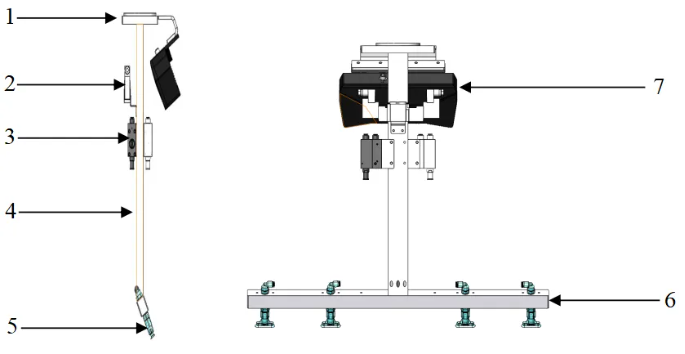
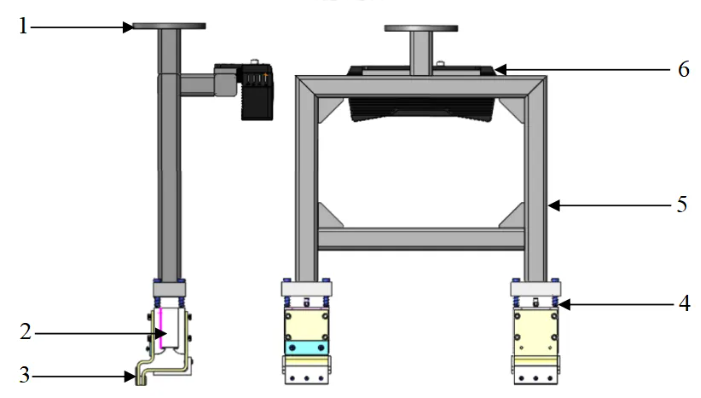
图示 |
|
|
结构 |
1-安装法兰;2-控制阀;3-真空发生器;4-连杆;5-吸盘;6-吸盘安装支架;7-3D相机 |
1-安装法兰;2-电磁铁;3-磁铁附件;4-缓冲机构;5-相机安装支架;6-3D相机 |
优点 |
|
|
缺点 |
|
|
由于该长条型钣金件上存在孔洞,且为铁磁性材料,所以本方案中更推荐使用磁吸夹具。