単一グループのキャリブレーション
Mech-MSR のメイン画面のツールバーから 複数台プロファイル測定器のキャリブレーション をクリックし、表示される画面で 準備完了 をクリックします。その後、単一グループのキャリブレーション を選択し、キャリブレーションを実行 をクリックすると、キャリブレーション画面が表示されます。
| 複数台測定器のキャリブレーション機能は、ソリューションを開いた後に使用可能となり、キャリブレーション結果はそのソリューション内のすべてのプロジェクトに適用されます。 |
 インラインプロファイル測定器を接続
インラインプロファイル測定器を接続
グループ化する測定器は、同じ型番のセンサーヘッドを使用する必要があります。プロファイル測定器リスト からデバイスを選択し、接続を完了してください。

|
接続後、次へ をクリックしてレイアウト設定画面に進みます。
 レイアウトを選択
レイアウトを選択
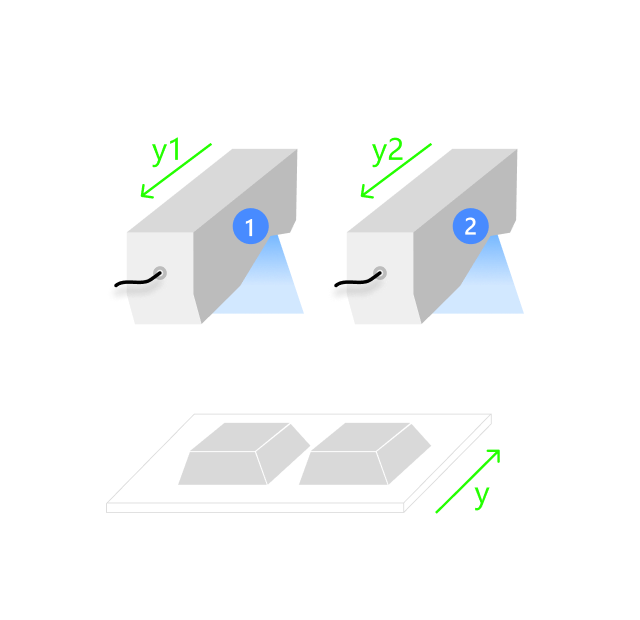
並列、対向、対面、環状のレイアウトが選択可能です。実際の設置状況に応じて適切なレイアウトを選択し、センサーヘッドの配置順序、キャリブレーションブロックとセンサーヘッドの相対的な動きの関係を決定してください。
-
プロファイル測定器の番号を確認
測定器の番号を正しく設定する必要があります。メイン測定器(1番)を確定した後、他の測定器が取得したデータはこのデバイスの座標系に変換されます。番号設定が誤っていると、キャリブレーション結果も正しくならないため、注意してください。 レイアウト 説明 説明図 並列
センサーヘッドが上、キャリブレーションブロックが下に配置されます。キャリブレーションブロックの順方向(自分から遠ざかる方向)に向かってセンサヘッドを正面から見たとき、センサーヘッドに 左から右へ 昇順に番号を付けます。最も左側のセンサーヘッドがメイン(1番)となります。
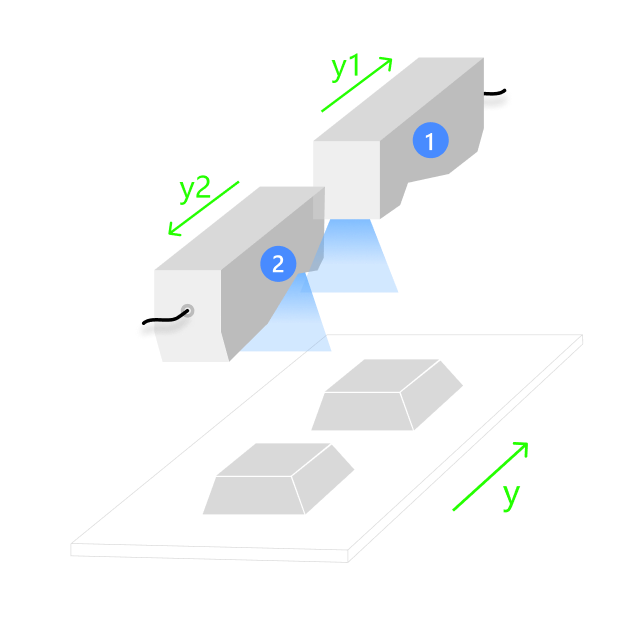
対向
センサーヘッドが上、キャリブレーションブロックが下に配置されます。キャリブレーションブロックの順方向(自分から遠ざかる方向)に向かってセンサヘッドを正面から見たとき、センサーヘッドに 遠方から近方へ 昇順に番号を付けます。最も遠いセンサーヘッドがメイン(1番)となります。
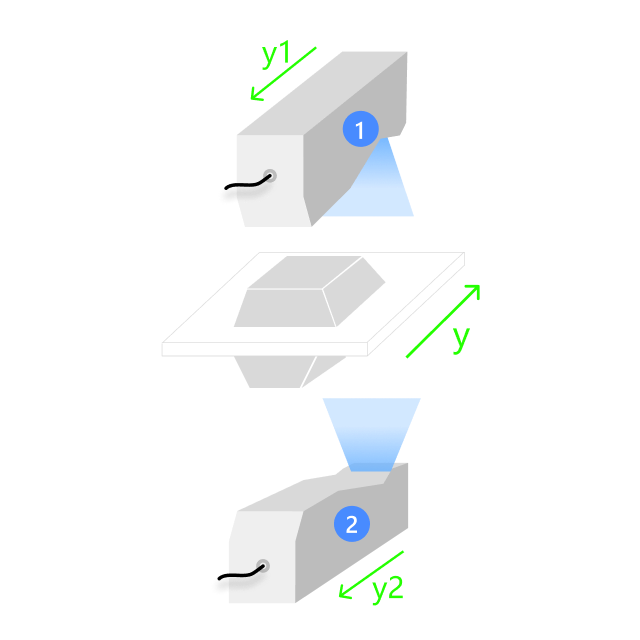
対面
キャリブレーションブロックの順方向(自分から遠ざかる方向)に向かってセンサヘッドを正面から見たとき、センサーヘッドに 上から下へ 昇順に番号を付けます。一番上のセンサーヘッドがメイン(1番)となります。
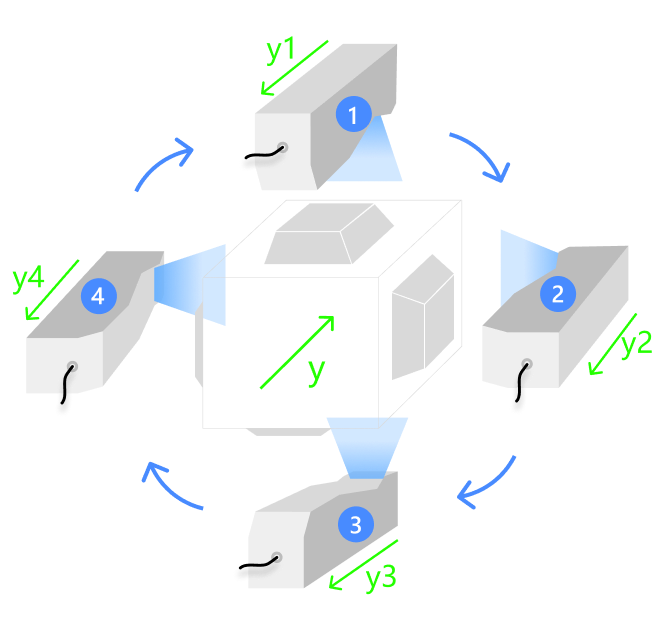
環状
キャリブレーションブロックの移動方向に対してセンサーヘッドに正対し、時計回りの順 で番号を付けます。番号1のセンサーヘッドがメインとなります。
-
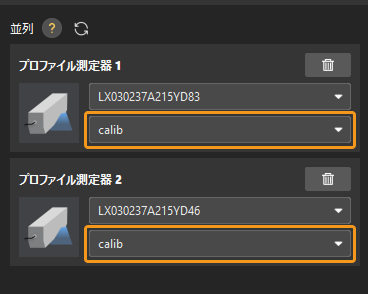
正しいパラメータグループを選択
Mech-Eye Viewer で保存されたパラメータグループを選択してください。
-
各測定器のトリガー設定(トリガー遅延を除く)および解像度設定は完全に一致している必要があります。また、プロファイルの位置合わせ、補正、フィルタリング機能 を無効にしてください。条件を満たしていない場合は、Mech-Eye Viewer に戻り、パラメータを調整してパラメータグループとして保存した後、Mech-MSR でキャリブレーションを実行してください。
-
Mech-Eye Viewer でパラメータを調整した場合は、更新アイコン(
 )をクリックしてパラメータグループを更新してください。
)をクリックしてパラメータグループを更新してください。 -
測定器の視野は重なる部分がある場合、同時にレーザー光を照射すると互いに干渉します。この問題を解決するために、いずれかの測定器に トリガー遅延 パラメータを設定し、干渉を軽減できます。
-
-
プロファイル測定器とキャリブレーションブロックの相対的な動きの関係を確定
測定器のY軸方向は固定されており、これはセンサーヘッドのレーザー照射器から受光部への方向です。
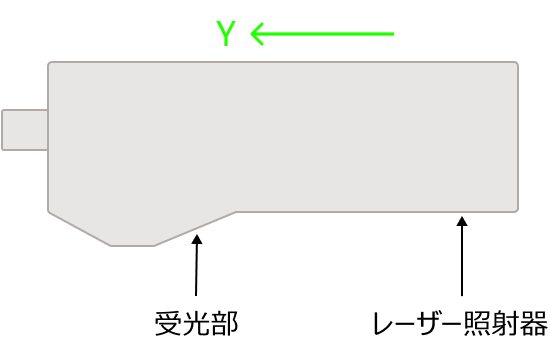
キャリブレーションブロックの移動方向は、移動装置の移動方向と一致します。キャリブレーションブロックが静止している場合、移動方向はセンサーヘッドに対して相対的な方向となります。
実際のシーンでは、測定器のY軸方向とキャリブレーションブロックの移動方向が一致する場合と逆の場合があります。測定器のY軸方向がキャリブレーションブロックの移動方向と逆の場合、取得した画像は鏡像のように反転する可能性があります。この問題を解決するために、レイアウトに基づいて適切な設定を行ってください。
-
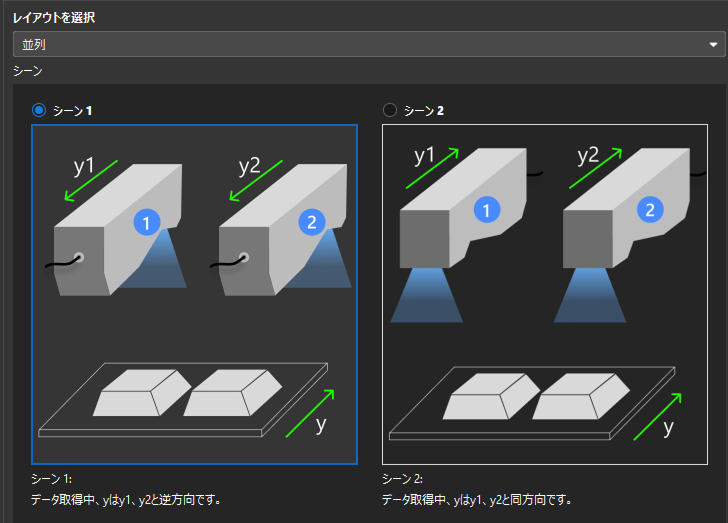
レイアウトが 並列、対面 または 環状 の場合は、正しいシーンを選択します。
-
レイアウトが 対向 の場合は、1台のデバイスに対して Y軸方向と対象物の移動方向が逆 にチェックを入れます。
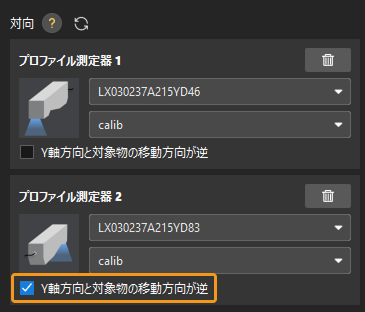
測定器のY軸方向とキャリブレーションブロックの移動方向の関係を正しく設定する必要があります。 -
設定後、次へ をクリックしてキャリブレーションブロック設定画面に進みます。
 キャリブレーションブロックを設定
キャリブレーションブロックを設定
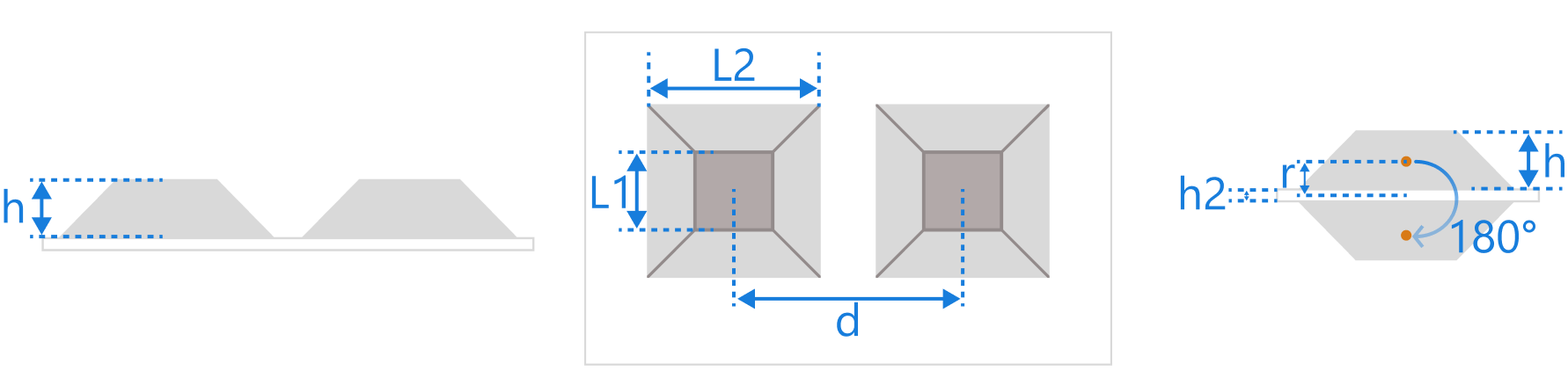
実際に使用するキャリブレーションブロックに基づいて、パラメータ値を入力してください。レイアウトによって表示されるパラメータが異なります。
| 正確なパラメータ値を必ず入力してください。 |
| パラメータ | 説明 | ||
|---|---|---|---|
上面辺長(L1) |
錐台の短い底辺の長さ。 |
||
底面辺長(L2) |
錐台の長い底辺の長さ。 |
||
錐台の高さ(h) |
錐台の上面から底面までの垂直距離。 |
||
並進距離(d) |
隣接する錐台の中心線間の距離。キャリブレーションブロックに複数の錐台が並んでいる場合、この距離だけ並進させることで互いに重なります。 並列 および 対向 レイアウトの場合にのみ設定が必要です。
|
||
ベース厚さ(h2) |
キャリブレーションブロックのベースの厚さ。 対面 レイアウトの場合にのみ設定が必要です。 |
||
回転半径(r) 回転角度(α) |
キャリブレーションブロックには複数の錐台がある場合、隣接する錐台を特定の点を中心に回転させることで互いに重なります。この回転中心は、通常、ベース内接円の中心です。 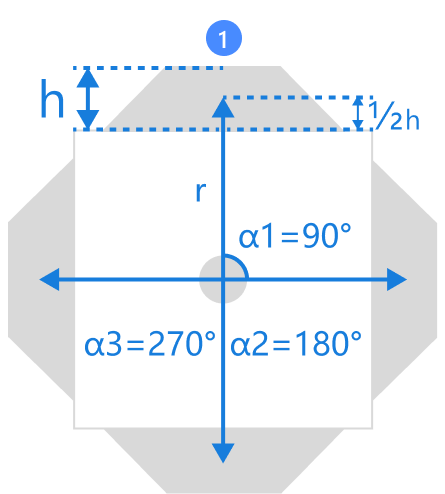
この設定は 対面 および 環状 レイアウトの場合にのみ表示されます。対面 レイアウトでは回転角度は固定で 180° に設定されており、変更はできません。 |
パラメータ値を入力して確認した後、次へ をクリックしてキャリブレーション画面に進みます。
 キャリブレーションを実行
キャリブレーションを実行
キャリブレーションを実行するための手順は以下の通りです。
-
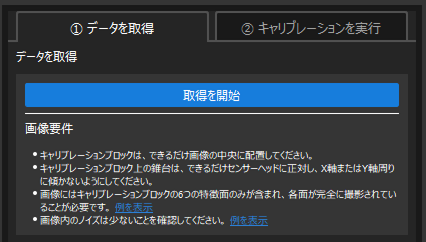
データを取得 タブで 取得を開始 をクリックし、画像データを取得します。
-
画像表示 のドロップダウンオプションを切り替え、各測定器が取得した画像が以下の条件を満たしていることを確認します。
-
キャリブレーションブロックが画像の中央に位置していること。
-
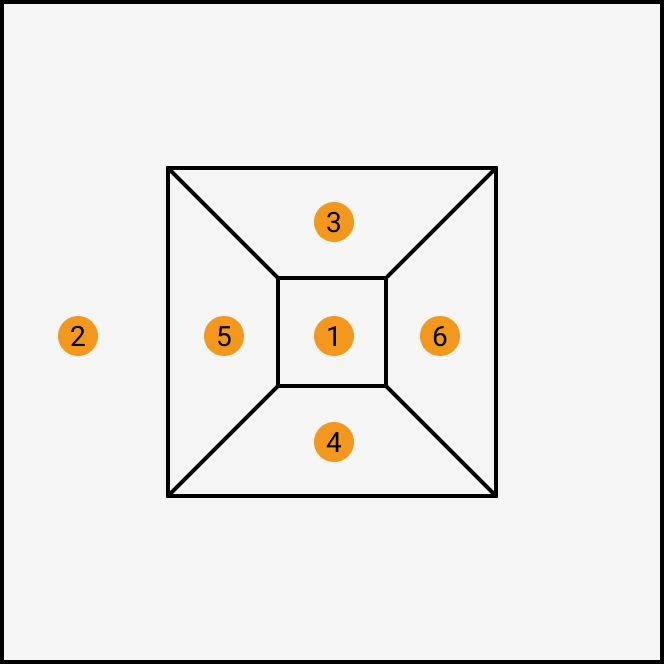
画像にはキャリブレーションブロックの6つの特徴面のみが含まれ、各面が完全に撮影されていること。
余分なサーフェスデータがある場合、ROIを使用 をオンにし、ROIのサイズと位置を調整して、ROI内にキャリブレーションブロックの6つの特徴面のみが含まれるようにしてください。 -
キャリブレーションブロックの錐台がセンサーヘッドに正対し、X軸、Y軸、またはZ軸周りに回転していないこと。
-
ノイズが少ないこと。
正常 点が欠損 一部の表面が不完全 余分な表面がある ノイズが多い 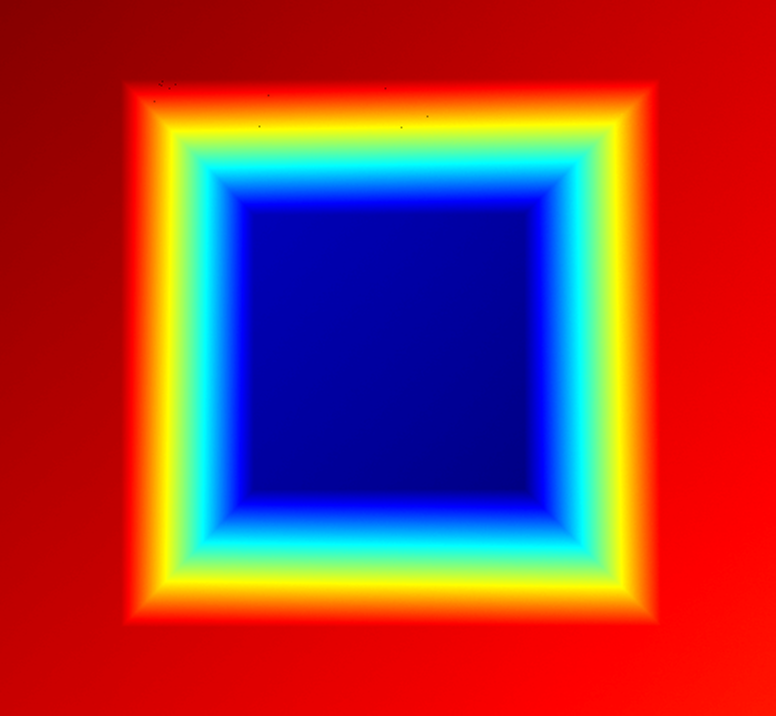
-
-
キャリブレーションを実行 タブに切り替え、キャリブレーションを実行 をクリックして、キャリブレーションを開始します。
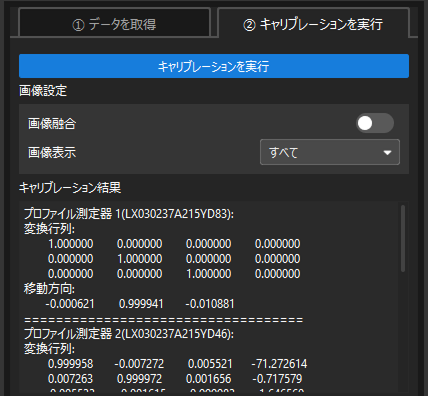
-
キャリブレーション結果 を確認し、キャリブレーション精度が要件を満たしていることを確認します。
測定器の視野が重なっている場合、画像融合 をオンにし、融合後の画像が正しく表示されるか確認してください。 -
保存 をクリックし、ポップアップウィンドウで名前と保存先を設定してキャリブレーション結果を保存します。これで、キャリブレーションが完了しました。
付録:キャリブレーション結果
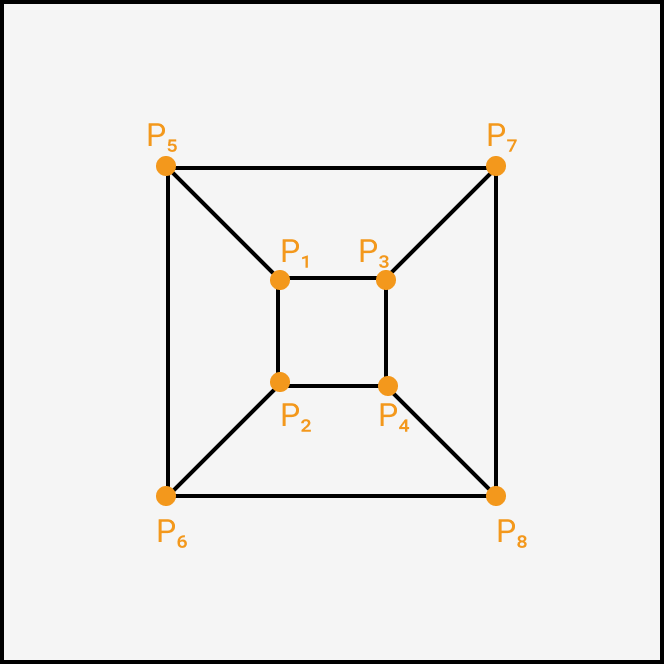
各測定器が取得したデータにおける点および平面の番号定義は、下図(上面図)に示しています。ここで、P1 ~ P8 は錐台の8つのコーナーを表し、① ~ ⑥は各測定器で取得されるべき6つの平面を示しています。
|
|
点 |
平面 |
画像合成を行う際、他の測定器で取得したデータは、すべてメイン測定器(測定器1)で取得したデータの座標系に変換する必要があります。
| 変換行列 および 誤差(再投影誤差を除く)は、すべてメイン測定器を基準に計算されます。 |
変換行列 |
測定器で取得したデータを画像合成する際に適用される平行移動および回転変換。 |
移動方向 |
キャリブレーションブロックの移動方向を表すベクトル(測定器に対して)。基準値は(0, 1, 0)であり、これはキャリブレーションブロックがセンサーヘッドに正対し、測定器のY軸正方向に沿って移動し、X軸、Y軸、Z軸のいずれの回転もないことを意味します。 |
再投影誤差 |
錐台の8つのコーナーにおける測定座標と基準座標との偏差を計算し、再投影誤差を求めます。単位はミリメートル(mm)です。値が小さいほど、キャリブレーション精度が高いと判断できます。 |
平面間誤差 |
座標変換後、対応する平面の法線ベクトル同士のなす角度と、その基準角度との差を指します。単位は度(°)です。 例えば、2台の測定器を並列に配置した場合を例に説明します。 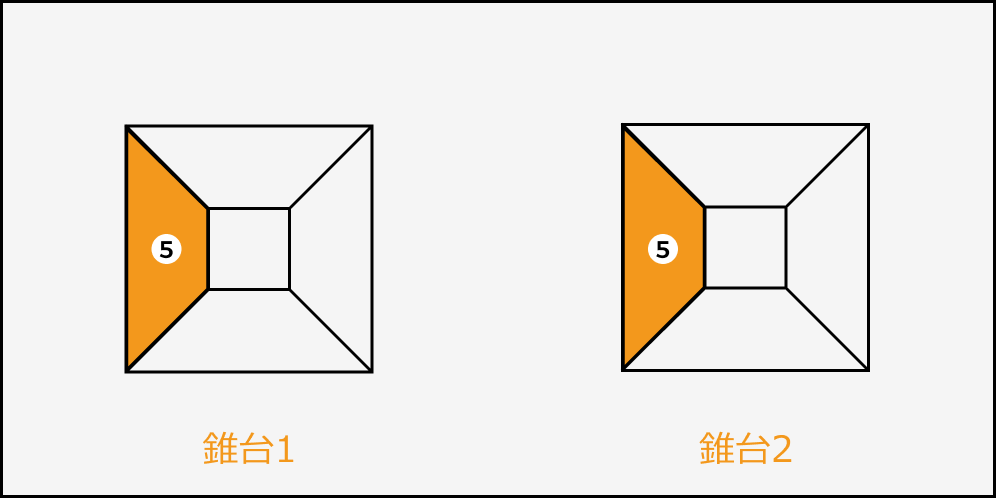
キャリブレーションブロック上の錐台1および錐台2は、それぞれ測定器1および2によってスキャンされます。各測定器で取得されたデータには6つの平面(番号①〜⑥)が含まれている必要があり、キャリブレーションブロックの設計に基づいて、対応する平面(上図の平面⑤など)の法線ベクトルのなす角を基準値として取得できます。座標系変換を経て、対応する平面の法線ベクトル間のなす角を算出し、その角度を基準値と比較することで、平面間誤差を求めることができます。 |
点と平面の誤差 |
座標系変換後、点から平面への垂直距離と基準距離との差を指します。単位はミリメートル(mm)です。 例えば、2台の測定器を並列に配置した場合を例に説明します。 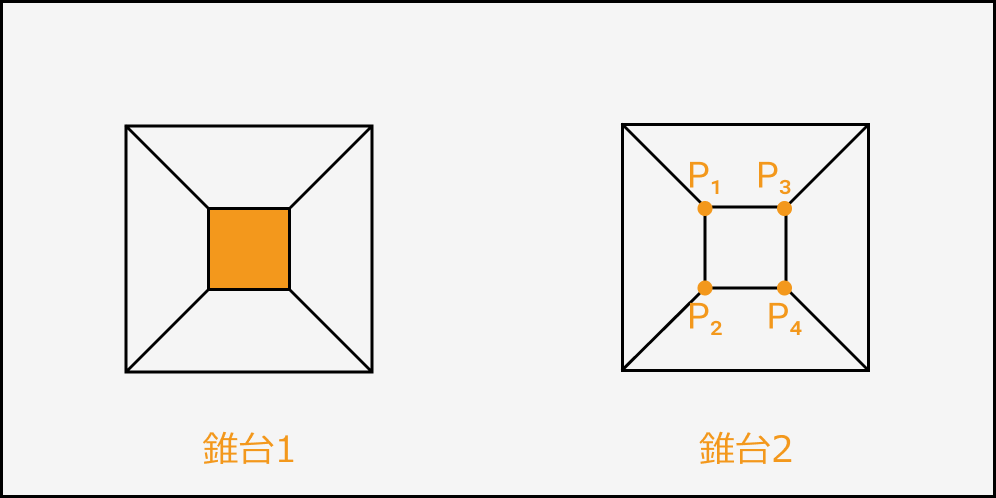
キャリブレーションブロック上の錐台1および錐台2は、それぞれ測定器1および2によってスキャンされます。キャリブレーションブロックの設計に基づいて、点と平面の誤差の基準値として8つの値を取得できます。これは、錐台2の上面の4つのコーナー(P1 ~ P4)から錐台1の上面までの距離、および錐台2の下面の4つのコーナー(P5 ~ P8)から錐台1の下面までの距離です。座標系変換を経て、錐台2上の8つのコーナーから対応する平面への垂直距離を算出し、その距離を基準値と比較することで、点と平面の誤差を求めることができます。 |
点間誤差 |
座標系変換後、各対応点間の距離と基準距離との差を指します。単位はミリメートル(mm)です。 例えば、2台の測定器を並列に配置した場合を例に説明します。 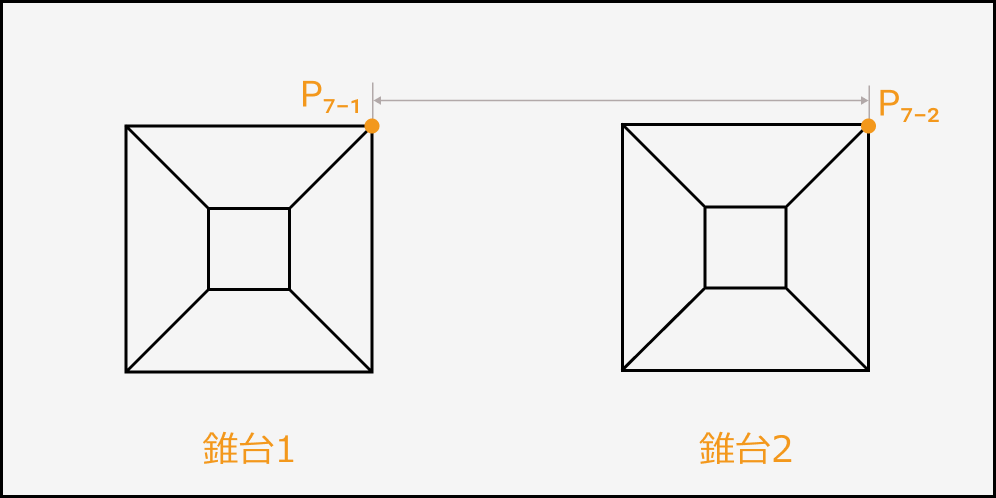
キャリブレーションブロック上の錐台1および錐台2は、それぞれ測定器1および2によってスキャンされます。2つの錐台には8グループの対応するコーナーがあり(上図のP7-1とP7-2がグループ)、キャリブレーションブロックの設計に基づいて、各対応点間の基準距離を取得できます。座標系変換を経て、実際のデータにおける対応点間の距離を計算し、その距離を基準値と比較することで、点間誤差を求めることができます。 |