단일 그룹 캘리브레이션
Mech-MSR 홈 인터페이스에서 툴 바로 이동한 후, 다중 레이저 프로파일러 캘리브레이션 버튼을 클릭하고 팝업 창에서 준비 완료 버튼을 눌러 주세요. 그런 다음 단일 그룹 캘리브레이션 옵션을 선택하고 캘리브레이션 시작 버튼을 클릭하여 다중 레이저 프로파일러 캘리브레이션 창으로 들어갑니다.
| 능"다중 레이저 프로파일러 캘리브레이션" 툴은 솔루션을 연 후에 사용할 수 있으며, 캘리브레이션 결과는 해당 솔루션 내의 모든 프로젝트에 적용됩니다. |
 레이저 프로파일러 연결
레이저 프로파일러 연결
그룹화할 레이저 프로파일러는 동일한 센서 모델을 사용해야 하며, 연결 열에서 원하는 프로파일러를 선택하여 연결할 수 있습니다.

|
레이저 프로파일러가 연결된 후 다음 버튼을 클릭하여 배열 설정을 진행합니다.
 배열 방식 선택
배열 방식 선택
배열 방식 옵션에는 병렬형, 대향형, 투과형이 있습니다. 배열 방식이 결정되면, 실제 설치 환경에 맞게 레이저 프로파일러 센서의 배치 순서, 캘리브레이션 블록의 이동 방향을 결정합니다.
-
레이저 프로파일러 시리얼 넘버
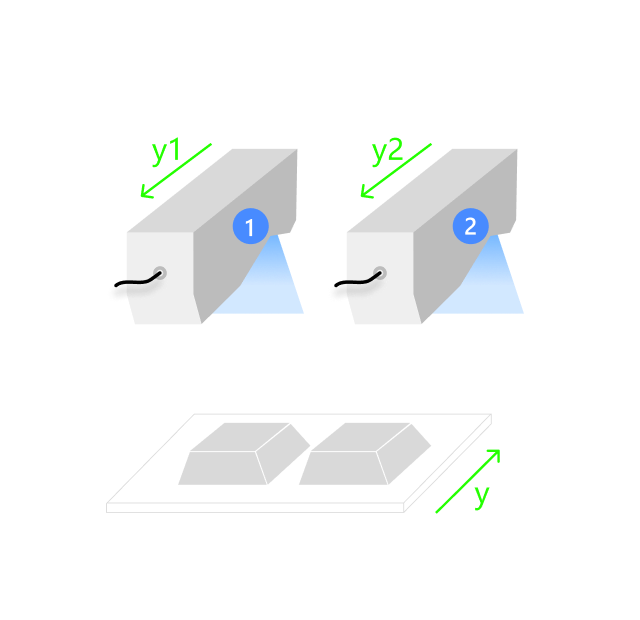
레이저 프로파일러 번호는 정확해야 합니다. 메인 레이저 프로파일러(1번)가 지정되면, 나머지 레이저 프로파일러에서 수집된 데이터는 메인 프로파일러의 기준 좌표계로 변환됩니다. 번호 지정이 잘못되면 캘리브레이션 결과에 오차가 발생할 수 있으므로 주의가 필요합니다. 배열 방식 설명 예시 병렬형
센서는 캘리브레이션 블록의 위에 배치됩니다. 캘리브레이션 블록의 이동 방향을 기준으로 센서 헤드와 마주 선 상태에서, 왼쪽에서 오른쪽으로 센서를 오름차순으로 번호 지정합니다. 가장 왼쪽 센서를 메인 센서(1번)로 설정합니다.
대향형
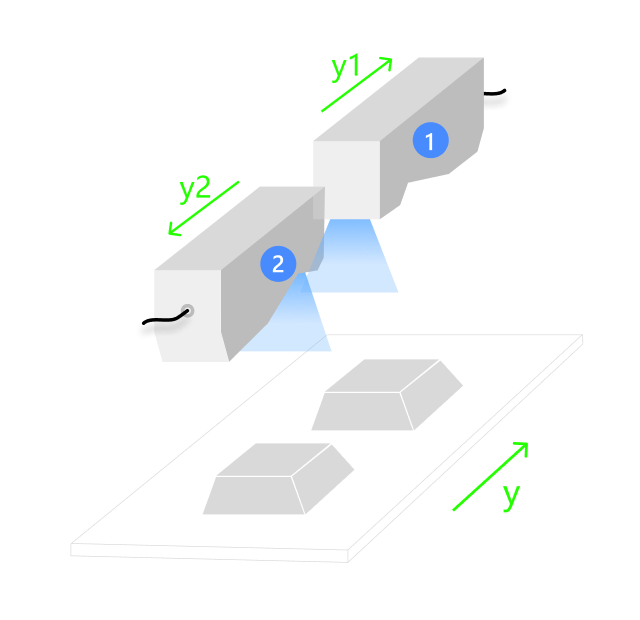
센서는 캘리브레이션 블록의 위에 배치됩니다. 캘리브레이션 블록의 이동 방향을 기준으로 센서와 마주 선 상태에서, 멀리서부터 가까운 순으로 오름차순으로 번호를 지정하고 가장 멀리있는 센서를 메인 센서(번호 1번)로 지정합니다.
투과형
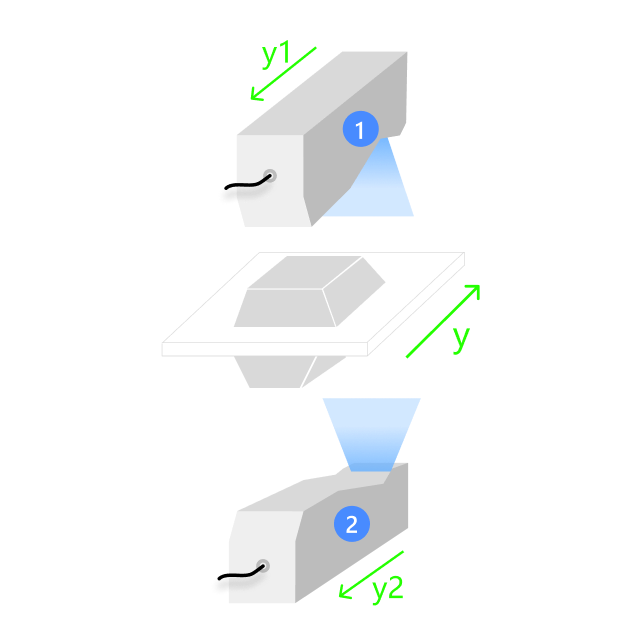
캘리브레이션 블록의 이동 방향을 기준으로 센서 헤드와 마주 선 상태에서, 위에서 아래 방향으로 센서를 오름차순으로 번호를 지정합니다. 이때, 위쪽에 위치한 센서를 메인 센서(1번)로 설정합니다.
-
파라미터 그룹 선택
Mech-Eye Viewer에 저장된 파라미터 그룹을 선택합니다.
-
모든 레이저 프로파일러는 동일한 트리거 및 해상도 설정을 사용해야 하며, 프로파일 정렬, 보정, 필터 기능은 비활성화되어 있어야 합니다. 요구 사항을 충족하지 못하는 경우, Mech-Eye Viewer에서 관련 파라미터를 조정한 뒤 Mech-MSR에서 캘리브레이션을 다시 진행해 주세요.
-
레이저 프로파일러의 FOV가 겹치는 경우, 동시에 레이저를 방출하면 간섭이 발생할 수 있습니다. 이 경우, 한 대의 프로파일러에 트리거 지연 값을 설정해 간섭을 방지할 수 있습니다.
-
-
레이저 프로파일러와 캘리브레이션 블록 간의 상대 운동 관계
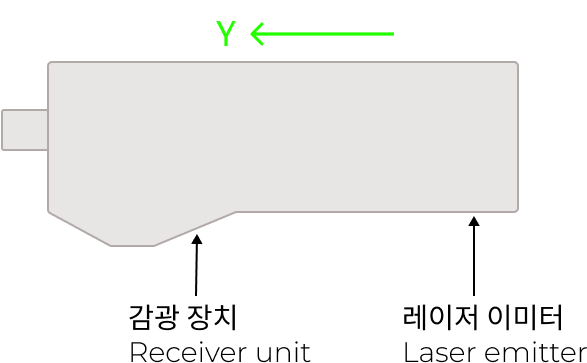
레이저 프로파일러의 Y축 방향은 고정되어 있으며, 이는 센서의 레이저 이미터에서 감광 장치까지의 방향을 의미합니다.
캘리브레이션 블록의 이동 방향은 컨베이어의 이동 방향과 일치합니다. 캘리브레이션 블록이 고정된 경우, 해당 이동 방향은 센서를 기준으로 한 이동 방향입니다.
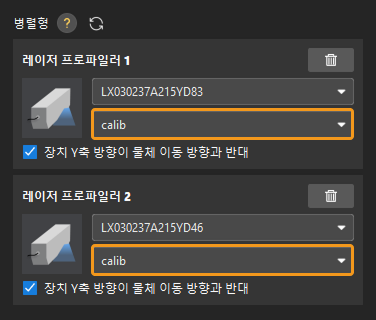
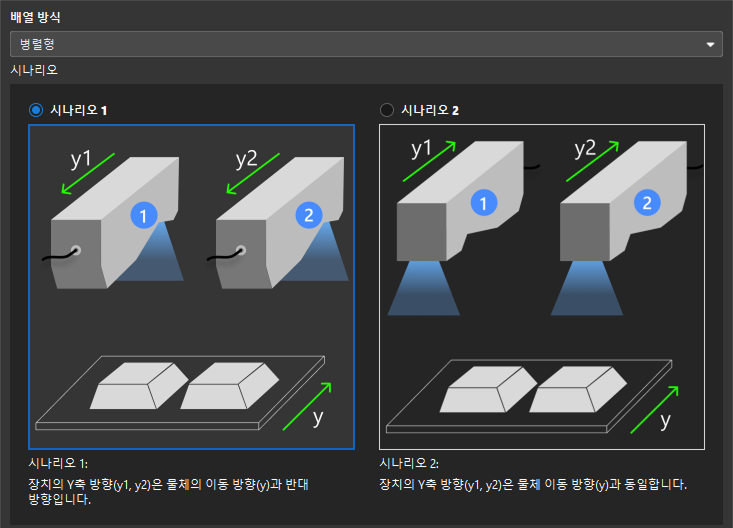
실제 프로젝트에서는 레이저 프로파일러의 Y축 방향이 캘리브레이션 블록의 이동 방향과 같거나 반대일 수 있습니다. 캘리브레이션 블록의 이동 방향이 Y축 방향과 반대일 경우, 획득된 이미지가 좌우 반전되므로, 센서 배열 방식에 맞춰 적절한 설정이 필요합니다.
-
배열 방식이 병렬형 또는 투과형인 경우, 올바른 시나리오를 선택하세요.
-
배열 방식이 대향형인 경우, 레이저 프로파일러 중 한 대에 대해 '장치 Y축 방향이 물체 이동 방향과 반대' 옵션을 선택해야 합니다.
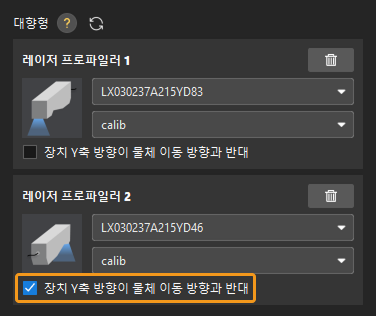
레이저 프로파일러의 Y축 방향과 캘리브레이션 블록의 이동 방향 간의 관계를 올바르게 설정해야 합니다. -
설정이 완료되면 다음 버튼을 클릭하여 캘리브레이션 블록 설정으로 진행합니다.
 캘리브레이션 블록 설정
캘리브레이션 블록 설정
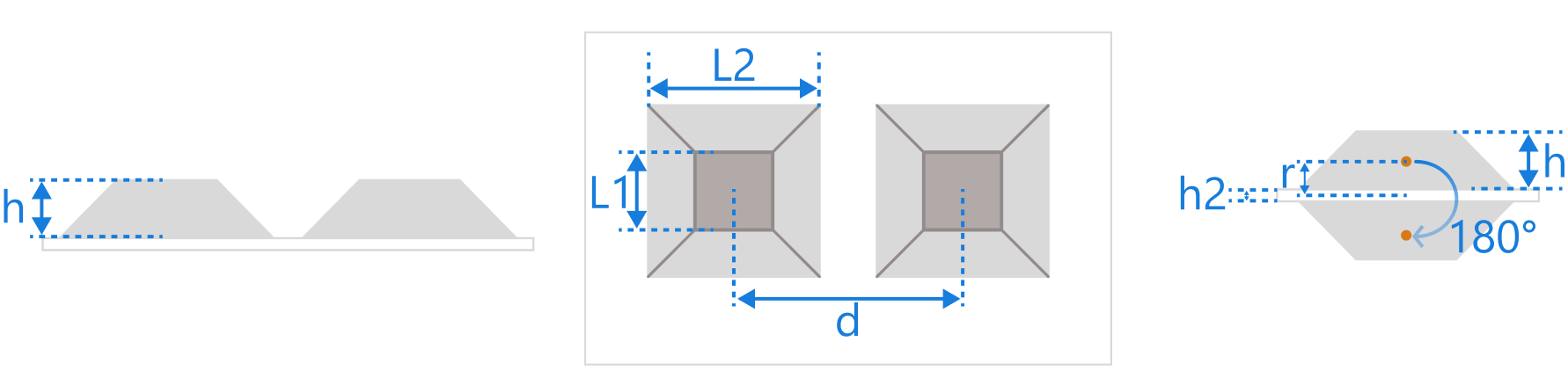
실제로 사용 중인 캘리브레이션 블록의 사양에 따라 값을 입력해 주세요. 표시되는 파라미터 항목은 배열 방식에 따라 달라질 수 있습니다.
| 정확한 파라미터 값을 입력하세요. |
| 파라미터 | 설명 | ||
|---|---|---|---|
윗면 길이 (L1) |
절두체에서 윗면의 길이입니다. |
||
밑면 길이 (L2) |
절두체에서 밑면의 길이입니다. |
||
절두체 높이 (h) |
절두체에서 윗면에서 밑면까지의 높이입니다. |
||
이동 거리 (d) |
캘리브레이션 블록에 나란히 배치된 절두체들의 중심선 간 거리입니다. 이 거리만큼 이웃한 절두체를 이동시키면 정확히 일치합니다.
|
||
밑부분 두께 (h2) |
캘리브레이션 블록 밑판의 두께입니다. |
||
회전 반경 (R) |
여러 개의 절두체가 포함된 캘리브레이션 블록은 특정 기준점을 중심으로 회전할 때 서로 겹치게 됩니다. 회전 반경은 절두체 중심에서 해당 기준점까지의 거리입니다. |
||
회전 각도 (α) |
여러 개의 절두체가 포함된 캘리브레이션 블록은 특정 기준점을 중심으로 회전할 때 서로 겹치게 됩니다. 회전각도는 절두체가 기준점을 중심으로 회전하여, 회전 후 인접한 절두체와 정확히 일치하게 되는 각도를 의미합니다. |
정확한 파라미터 값을 입력한 후, 다음 버튼을 클릭하여 캘리브레이션을 진행합니다.
 캘리브레이션
캘리브레이션
구체적인 프로세스는 다음과 같습니다.
-
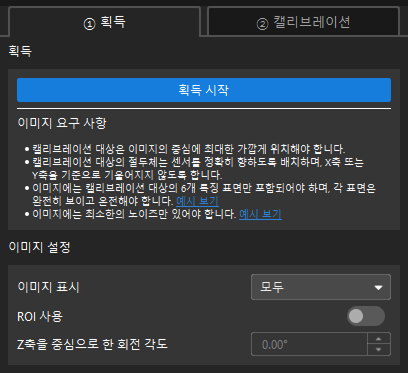
획득 탭에서 획득 시작 버튼을 클릭하여 이미지 데이터를 획득합니다.
-
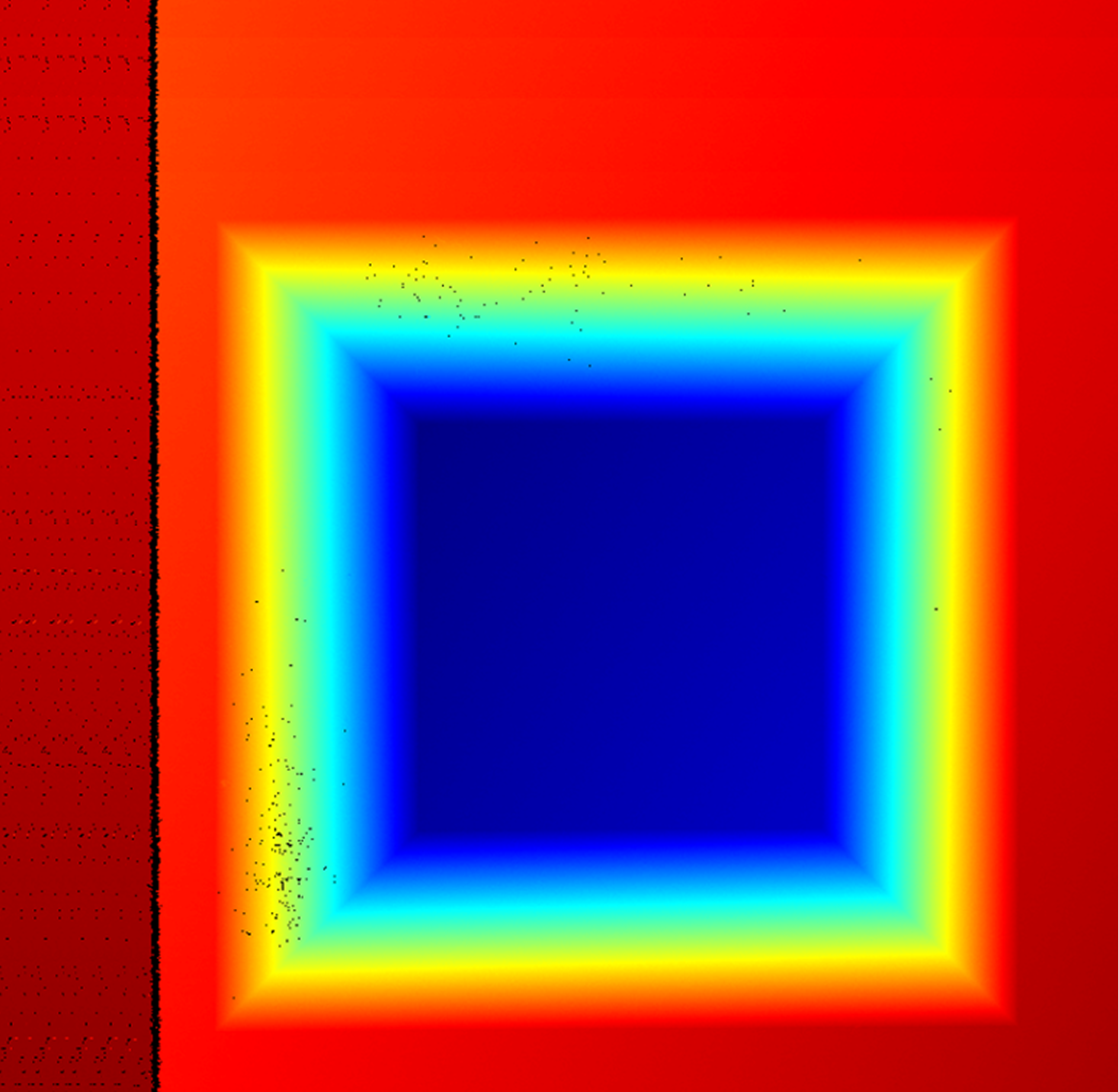
이미지 표시 드롭다운 리스트에서 데이터를 선택하여, 모든 레이저 프로파일러에서 획득한 이미지가 다음 요구 사항을 만족하도록 설정해 주세요.
-
캘리브레이션 블록은 이미지 중심에 위치해야 합니다.
-
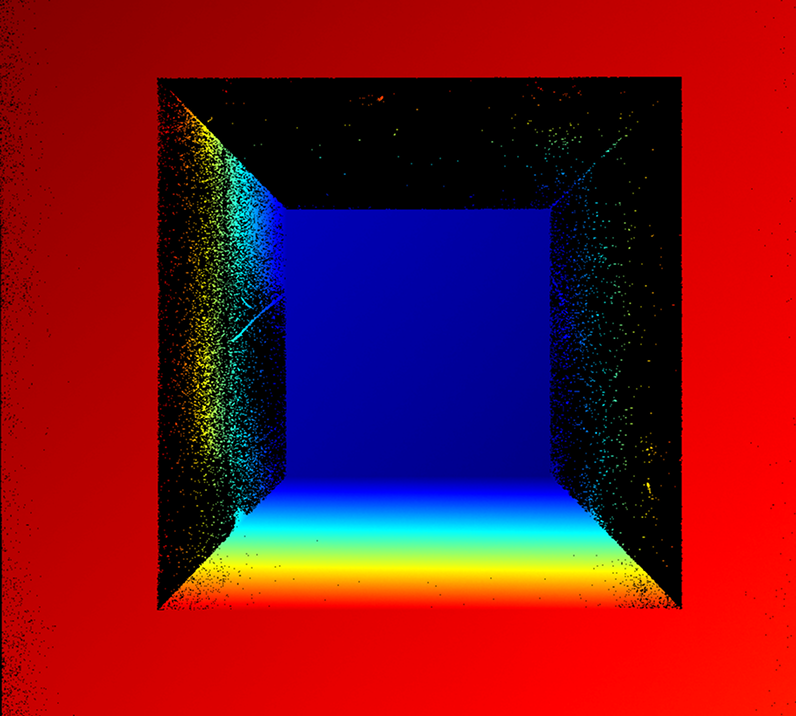
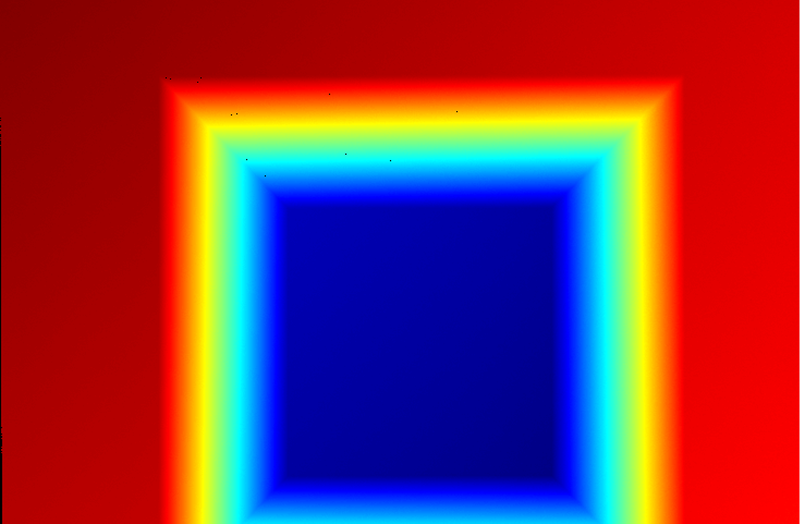
이미지에는 캘리브레이션 블록의 6개 특징 표면만 포함되어야 하며, 각 표면은 완전해야 합니다.
다른 표면 데이터가 포함되어 있는 경우, ROI 사용을 활성화한 뒤 크기와 위치를 조정하여 캘리브레이션 블록의 6개 특징 표면만 포함되도록 설정합니다. -
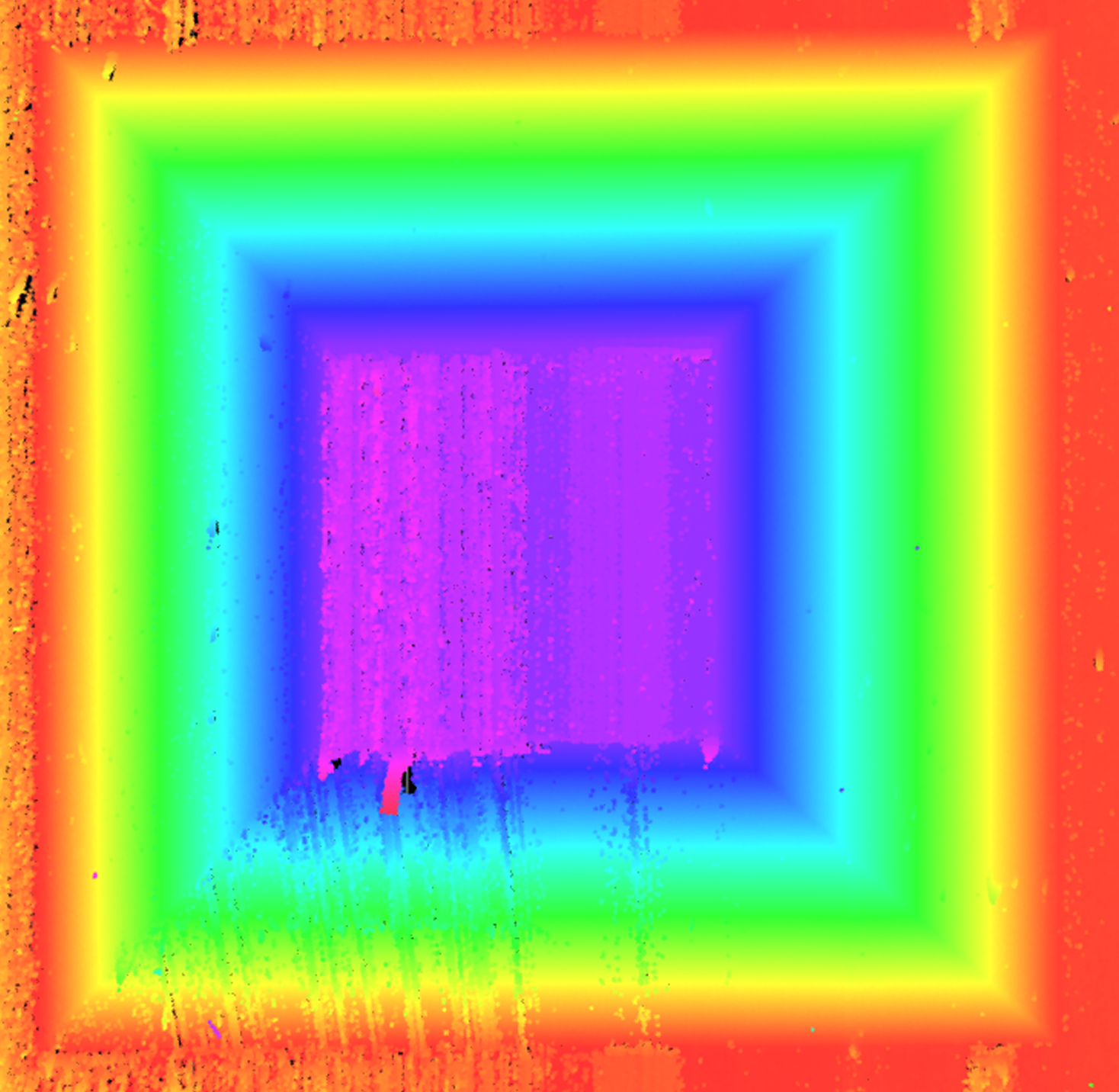
캘리브레이션 블록 위의 절두체는 X, Y, Z축을 기준으로 기울어짐 없이 센서를 향하도록 배치해야 합니다.
-
이미지에는 노이즈가 적어야합니다.
정상 포인트 클라우드 손실 표면이 불완전함 불필요한 표면 포함 노이즈가 많음 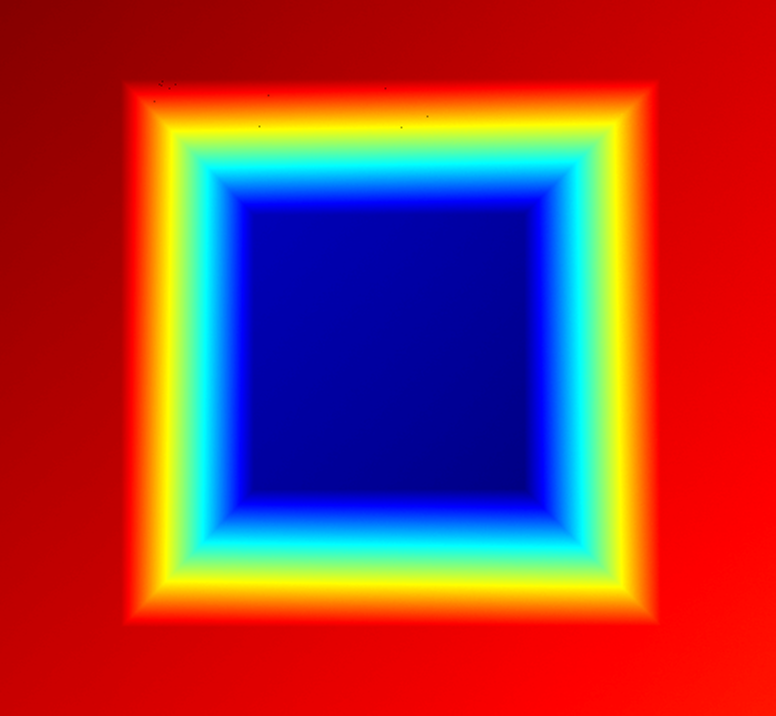
-
-
캘리브레이션 탭으로 이동한 후, 캘리브레이션 시작 버튼을 눌러 멀티 레이저 프로파일러의 캘리브레이션을 시작합니다.
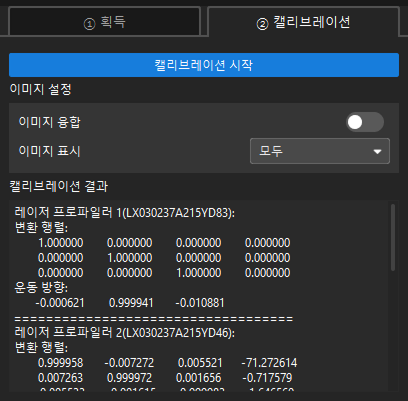
-
캘리브레이션 결과가 캘리브레이션 정밀도 요구 사항을 충족하는지 확인합니다.
레이저 프로파일러의 FOV가 겹치는 경우, 이미지 융합을 활성화하여 융합된 이미지를 확인할 수 있습니다. -
저장 버튼을 클릭하면, 팝업창에서 캘리브레이션 결과의 이름과 저장 경로를 설정하여 캘리브레이션을 완료할 수 있습니다.
부록 : 캘리브레이션 결과 해석
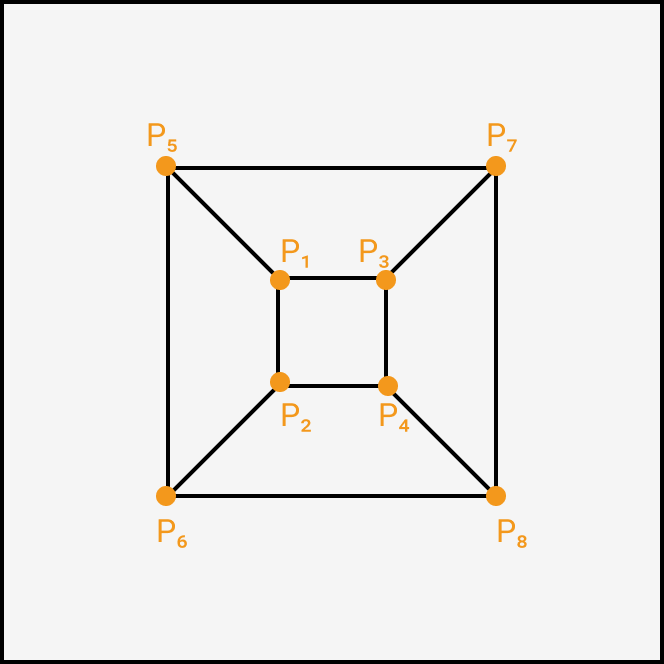
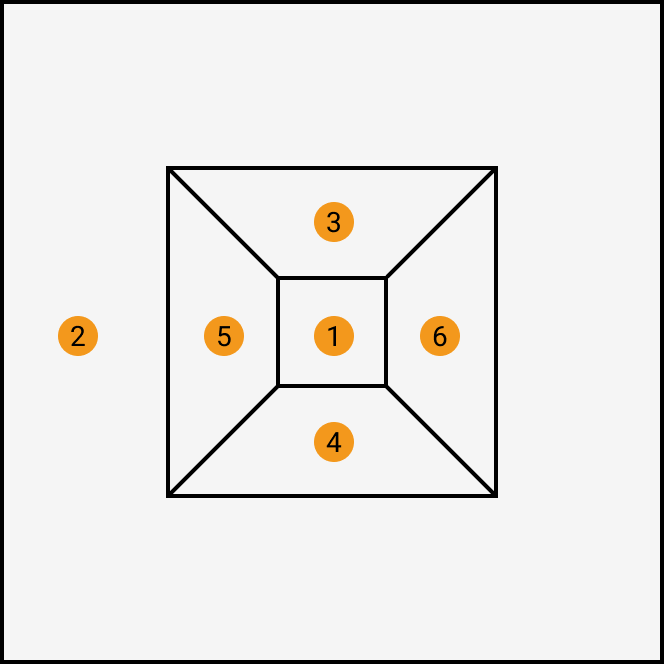
레이저 프로파일러가 획득한 데이터에서 점과 평면의 번호는 아래 그림과 같이 정의됩니다(평면도 기준). 이 중 P1 ~ P8은 각기둥 형상의 8개 꼭지점을 나타내며, ① ~ ⑥은 각 프로파일러 데이터에 포함되어야 하는 6개의 평면입니다.
|
|
점 |
평면 |
이미지 스티칭 시, 각 레이저 프로파일러가 획득한 데이터는 메인 레이저 프로파일러(레이저 프로파일러 1)의 좌표계로 변환됩니다.
| 변환 행렬과 오차 (재투영 오차 제외)는 메인 레이저 프로파일러를 기준으로 계산됩니다. |
변환 행렬 |
이미지 스티칭 과정에서 레이저 프로파일러가 획득한 데이터에 대한 이동 및 회전 변환을 나타냅니다. |
운동 방향 |
레이저 프로파일러를 기준으로 한 캘리브레이션 블록의 이동 방향 벡터입니다. 기준값은 (0, 1, 0)으로, 이는 캘리브레이션 블록이 센서를 정면으로 바라보며, 레이저 프로파일러의 양(+)의 Y축 방향을 따라 X, Y, Z축을 중심으로 회전하지 않고 이동함을 의미합니다. |
재투영 오차 |
재투영 오차는 절두체 8개 꼭짓점의 좌표와 기준 좌표 간의 편차이며,단위는 mm입니다. 재투영 오차가 작을수록 좋습니다. |
평면 - 평면 오차 |
좌표계 변환 후, 각 대응 평면의 법선 벡터 사이 각도와 기준 각도 간 차이를 평면 - 평면 오차라 하며, 단위는 도(°)입니다. 예시: 병렬로 배치된 2대의 레이저 프로파일러 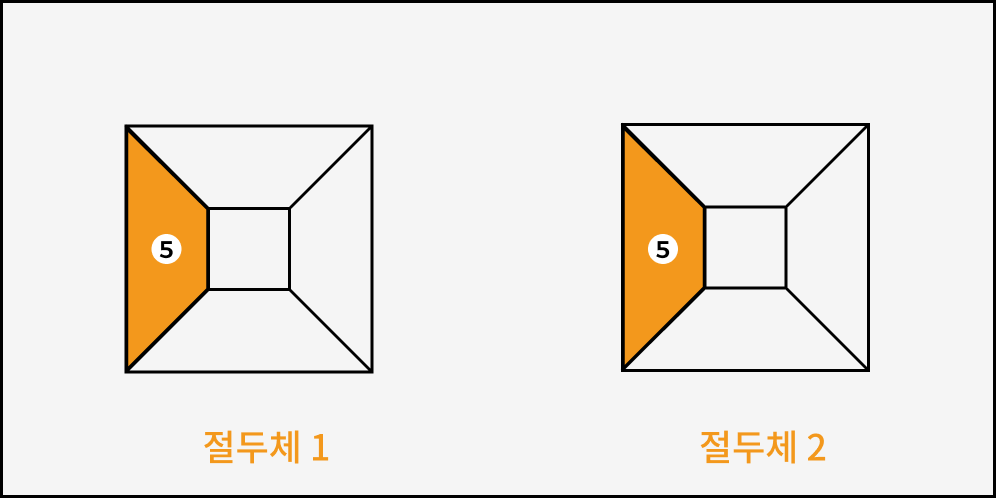
캘리브레이션 블록의 절두체 1과 2는 각각 레이저 프로파일러 1과 2에 의해 스캔됩니다. 각 장비가 획득한 데이터에는 6개의 평면(①~⑥)이 포함됩니다. 캘리브레이션 블록의 설계 원리리에 따라 특정 평면(예: 위 그림의 평면 ⑤)의 법선 벡터 각도가 기준 값으로 사용됩니다. |
점 - 평면 오차 |
좌표계 변환 후, 점과 평면 사이의 수직 거리와 기준 거리의 차이를 '점-평면 오차’라 하며, 단위는 밀리미터(mm)입니다. 예시: 병렬로 배치된 2대의 레이저 프로파일러 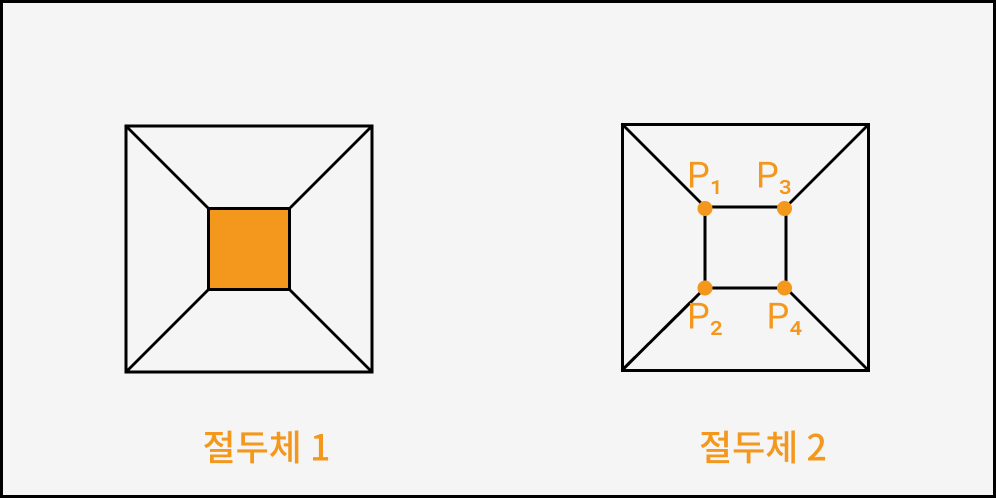
캘리브레이션 블록의 절두체 1과 2는 각각 레이저 프로파일러 1과 2에 의해 스캔됩니다. 캘리브레이션 블록의 설계 원리에 따라 점-평면 오차의 기준 값 8개를 얻을 수 있습니다. 이는 절두체 2의 윗면의 4개 꼭짓점(P1 ~ P4)과 절두체 1의 윗면 사이의 거리, 그리고 절두체 2의 밑면의 4개 꼭짓점(P5 ~ P8)과 절두체 1의 밑면 사이의 거리입니다. |
점 - 점 오차 |
좌표계 변환 후, 각 대응 점들 간의 거리와 기준 거리의 차이를 '점-점 오차’라 하며, 단위는 밀리미터(mm)입니다. 예시: 병렬로 배치된 2대의 레이저 프로파일러 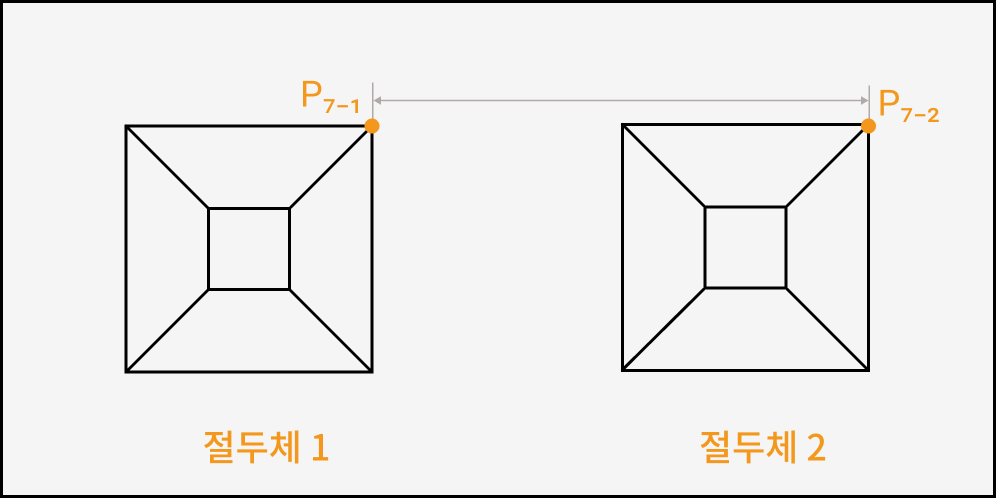
캘리브레이션 블록의 절두체 1과 2는 각각 레이저 프로파일러 1과 2에 의해 스캔됩니다. 두 절두체는 8쌍의 대응하는 꼭짓점을 가지고 있습니다(예: 위 그림에서 P7-1과 P7-2가 한 쌍입니다).캘리브레이션 블록의 설계 원리에 따라 각 쌍의 꼭짓점 사이 기준 거리를 계산할 수 있습니다. |