専門用語・概念
マニュアル内の技術用語や専門的な表現を正確に理解できるよう、以下ではマニュアル各所に散在する概念説明をまとめています。必要に応じて参照してください。
専門用語・概念
インライン測定チュートリアル
- インライン測定システム
-
Mech-Mind がインライン測定ソリューションを導入するために提供する一式の測定システムです。
- インライン測定システムのハードウェア設置
-
インライン測定システムとロボットシステムのハードウェア統合を行う作業です。具体的には、カメラやIPCなどのハードウェアを実際の作業環境へ組み込みます。
- IPC
-
産業用PC(Industrial PC、略称 IPC)とは、産業用途向けに設計されたコンピュータを指します。一般的なPCと比べて、より高い信頼性と精度基準を備えています。
- カメラの取り付け方式
-
作業セル内におけるカメラの設置方式を指します。一般的な取り付け方式は、Eye to hand(ETH)とEye in hand(EIH)です。
- インライン測定システムでサポートされるカメラ取り付け方式
-
現在、インライン測定システムでは Eye in hand(EIH)のみをサポートしています。
- ロボット通信設定
-
インライン測定システムとロボットシステム間の通信統合を行う設定です。ビジョンシステムとロボットがリアルタイムかつ正確にデータをやり取りできるようにします。
- インライン測定システム推奨の通信方式
-
インライン測定ソリューションを導入する際は、インライン測定システムとロボットシステム間で 標準インターフェース通信 を使用することを推奨します。
- 標準インターフェース通信
-
ビジョンシステムと外部機器(ロボット、PLC、上位システムなど)が通信する際、外部機器が 標準インターフェースコマンド をビジョンシステムへ送信し、ビジョンシステムがコマンド受信後に対応するデータを返す通信方式を指します。標準インターフェース通信 を使用する場合、ユーザーはロボット用標準インターフェースプログラムおよび設定ファイルをロボットシステムへ導入し、関連する 通信設定 を完了する必要があります。
- ハンド・アイ・キャリブレーション
-
カメラ座標系とロボット座標系の対応関係(カメラ外部パラメータ)を確立する作業です。これにより、ビジョンシステムで認識した対象物の位置姿勢をロボット座標系に変換し、ロボットによる高精度な把持作業を実現します。キャリブレーションフローは、ロボットタイプ、通信方式、カメラの取り付け方式、およびキャリブレーションデータの取得方法によって異なります。
- インライン測定システムで推奨されるハンド・アイ・キャリブレーション方式
-
インライン測定システムでは、Eye in hand(EIH)方式のカメラ取り付け方式を推奨しています。
- インライン測定用ロボットプログラム
-
ロボットとインライン測定システム間のデータ通信を実現するためのプログラムです。現在、Mech-Mind は ABB、FANUC(ファナック)、KUKA(クーカ)、YASKAWA(安川電機)の4メーカー向けに、インライン測定用のロボットサンプルプログラムを提供しています。
- 測定位置ティーチング
-
インライン測定プログラム内の位置情報を変更し、測定位置をプログラムへ登録する作業です。これにより、ロボットは指定された位置へ移動して測定を実行できます。
Mech-Metrics ユーザーズマニュアル
測定プロジェクト設定
- Mech-Metrics プロジェクト
-
Mech-Metrics プロジェクトとは、ユーザーが Mech-Metricsソフトウェア内で作成し、インライン測定プロジェクトの保守および管理を行うためのプロジェクトです。Mech-Metrics プロジェクトには一連の機能設定が含まれており、ワークのインポート、座標系の作成、測定項目の設定、測定データの取得、測定データの分析まで、一連の測定プロセスを管理できます。
- Mech-MSR ソリューション・プロジェクト
-
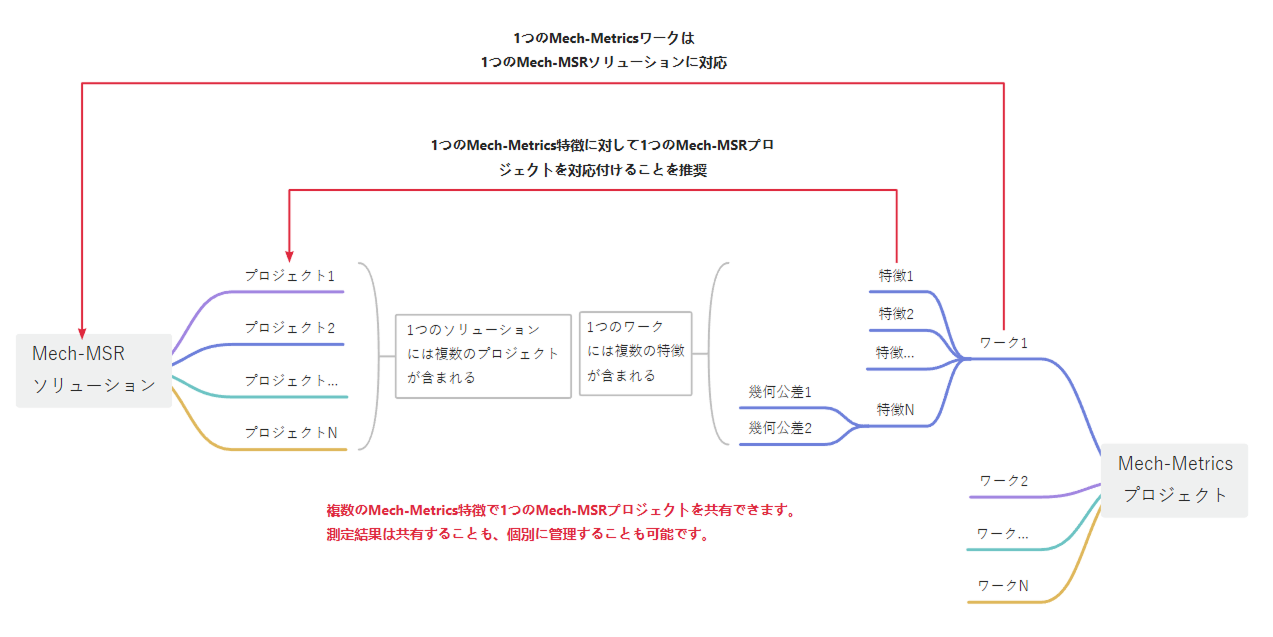
Mech-MSR ソリューション とは、特定のワークを測定するための Mech-MSR ソリューションを指します。Mech-Metrics を使用する際、ユーザーは対象ワークと、そのワークに対応する Mech-MSR ソリューションを関連付ける必要があります。
Mech-MSR プロジェクト とは、特定のワーク特徴を測定するための Mech-MSR プロジェクトを指します。Mech-Metrics を使用する際、ユーザーは特徴項目と、その特徴に対応する Mech-MSR プロジェクトを関連付ける必要があります。
Mech-Metrics リソースと Mech-MSR リソースの対応関係は以下のとおりです。
- ワーク
-
ワークとは、生産工程において加工または組み立ての対象となる個々の部品を指します。
ワークのCADモデルとは、コンピュータ支援設計(Computer-Aided Design:CAD)ソフトウェアを用いて作成されたデジタル3次元モデルであり、ワークの形状、寸法、およびその他の特性を表現するために使用されます。インポートされたワークCADモデルは、同一種類のすべてのワークを代表します。
ワークSN(Serial Number:シリアル番号)とは、各ワークを一意に識別するための番号です。各ワークSNは固有であり、通常、製品トレーサビリティ、品質管理、およびデータ記録に使用されます。これにより、生産、検査、および流通の各工程において、ワークの一意性と追跡可能性を確保できます。
ワーク番号とは、異なるワーク種類を識別するための識別コードです。各ワーク種類には固有のワーク番号が対応しており、システム内での分類、管理、および検索を容易にします。ユーザーは実際の運用要件に応じて、各ワーク種類に対して固有のワーク番号を設定できます。ロボットプログラムの測定指令(801~805)では、このワーク番号を用いてワーク種類を識別します。
- 治具
-
治具とは、ワークを固定および位置決めするための設備、クランプ、または装置を指し、製造または組立工程においてワークの正しい位置と姿勢を確保するために使用されます。
- 治具へのワーク固定
-
治具を用いてワークを位置決め・固定し、製造または組立工程においてワークが正しい位置および姿勢を維持できるようにすることを指します。
- 特徴
-
ワークの特定の形状や寸法などの幾何要素または属性を指します。本ソフトウェアでは、円、スロット、円柱、点、線、平面、長方形、配列パターン、距離、角度の10種類の特徴を測定できます。
- 特徴番号
-
特徴番号とは、ソフトウェア内で特徴を一意に識別するための整数値であり、1~999の範囲で設定されます。
特徴番号は、ロボットプログラムの 802コマンド(特徴測定実行)において、対象特徴を識別するために使用されます。
- 特徴属性
-
本ソフトウェアでは、以下の3種類の特徴属性をサポートしています。
-
点(中心点または原点)
-
線(方向ベクトルまたは法線ベクトル)
-
面(平面)
-
- 測定項目
-
測定項目とは、ユーザーが現在のプロジェクト内で作成し、測定によって測定値を取得する対象項目(特徴を含む)を指します。
- 距離
-
距離は、2つの特徴間の距離を測定するために使用されます。点-点、点-線、点-面、線-線、線-面、面-面の距離測定をサポートします。例えば、2つの円特徴を選択し、それぞれの属性として 中心 を指定することで、2つの円の中心間距離を測定できます。
- 角度
-
角度は、2つの特徴間の角度を測定するために使用されます。線-線、線-面、面-面の角度測定をサポートします。例えば、2つの円特徴を選択し、それぞれの属性として 方向 を指定することで、2つの円の法線方向ベクトル間の角度を測定できます。
- 制御項目
-
制御項目とは、測定項目に含まれる測定サブ項目を指します。制御項目は、測定項目に対して制約条件を設定するために使用されます。例えば、円の測定項目には寸法制御項目(X、Y、Z、半径)、幾何公差制御項目(輪郭度、平行度、直角度、位置度、同軸度)、カスタム制御項目の制御項目があります。
- 幾何公差
-
本ソフトウェアにおける幾何公差とは、幾何寸法および公差(Geometric Dimensioning and Tolerancing:GD&T)に基づいて定義された制御項目の一種です。GD&Tは、ワークの幾何学的特性を表現するための国際標準であり、形状、寸法、位置、および方向に関する要求事項を規定するための統一された記号体系と言語を提供します。
- 位置度
-
位置度とは、点・線・面などの要素が理想位置からどの程度ずれているかを表す指標です。
- 平面度
-
平面度とは、対象面が理想的な平面からどの程度偏差しているかを表す指標です。
- 公称値
-
公称値とは、特徴の理想寸法または目標寸法を指し、設計者が加工後のワークに求める基準値です。公称値は基準値として使用され、ワークの形状や寸法などの設計要求を定義します。
- 特徴選択
-
特徴選択とは、ソフトウェア中央の3Dビュー領域において、マウスで特徴上の複数の点を手動で選択する操作を指します。これにより、ビュー内での特徴の位置および寸法を特定し、特徴の公称値を取得します。
- 測定値
-
測定値とは、Mech-MSR ソフトウェアによって算出され、さらに Mech-Metrics によるデータ処理を経た特徴の実測結果を指します。測定値は Mech-Metrics にインポートされた時点で、現在作成されている座標系に基づいて座標変換が実施されています。そのため、すべての測定結果は当該座標系を基準として表現・分析されます。
- 公差
-
公差とは、公称値を基準として許容される最大寸法と最小寸法の差を指します。例えば、ある円柱の設計長さが50 mm、公差が±0.1 mmである場合、49.9 mm~50.1 mmの範囲内であれば合格品とみなされます。
- 注釈カード
-
注釈カードとは、測定項目の各サブ項目(例えば円測定項目における X、Y、Z など)について、公称値、測定値、偏差などのデータを表形式で表示する機能です。
- ロボット座標系
-
ロボット座標系とは、ロボットが位置および姿勢を表現するために使用する座標系です。ロボット座標系の原点はロボットベース上に配置され、固定されています。
- ワーク座標系
-
ワーク座標系とは、車体部品が加工・製造工程において従うべき基準に基づいて構築される座標系を指します。
- 車体座標系
-
車体座標系とは、自動車全体の設計段階で定義される基準に基づいて構築された座標系であり、関連するすべての車体部品はこの基準に従う必要があります。
- 座標系設定(構築)
-
座標系構築とは、異なる座標系(例えばロボット座標系と車体座標系)間の空間的な関係を確立することを指します。これにより、ロボット座標系で取得した測定値を、車体座標系やその他の目標座標系へ正確に変換できます。座標系構築は、複数座標系間でのデータ統一および測定結果の位置合わせを実現するための基盤となります。
- ワーク座標系構築
-
ワーク座標系構築とは、ワークの基準特徴(穴位置、エッジ、基準面など)を用いて座標系を構築する方法です。ワークごとに基準特徴が異なるため、この方法では各ワークごとに異なる座標系が生成されます。この方法は、治具による位置決め精度への要求をある程度緩和できるため、基準特徴の認識が容易であり、かつ治具への装着方法が変化しやすい用途に適しています。座標系の変換経路は、ロボット座標系 → 車体座標系です。
- 治具座標系構築
-
治具座標系構築とは、治具(ワーク固定用装置)の特徴を測定して座標系を構築する方法です。治具は固定されているため、一度座標系を構築すれば、以降はすべての測定対象ワークを同一の治具座標系へ変換できます。この方法は治具の位置決め精度に対する要求が高い一方で、量産や治具の繰り返し使用に適しています。座標系の変換経路は、ロボット座標系 → 車体座標系です。
- RPS座標系設定
-
RPS座標系設定(Reference Point System)とは、一連の基準特徴点を選択してワークの並進および回転を拘束し、ワークとそのCADモデルを高精度に位置合わせする方法です。この方法は、ワーク座標系構築に使用されます。
- ベストフィット座標系設定
-
ベストフィット座標系設定(Best Fit Alignment)とは、3点以上の特徴中心点を使用して最適フィッティングを行い、ワークとそのCADモデルを位置合わせする方法です。この方法は、治具座標系構築に使用されます。
- 関心領域(ROI)
-
関心領域は、Region of Interest の略称で ROI とも呼ばれます。画像処理において、重点的に解析または処理を行うために選択された特定の領域を指します。
- 品質検査モード
-
品質検査モードとは、測定タスク実行時に適用される検査範囲の設定を指し、現在のタスクで測定および判定の対象となる測定項目の範囲を制御します。Mech-Metrics では、全数検査と抜取検査の2種類の品質検査モードをサポートしており、生産タクトや品質管理要件に応じて切り替えることができます。
- 全数検査
-
全数検査とは、現在のワークに設定されているすべての測定項目について測定および判定を行うことを指します。全数検査は、初品確認、モデル取り替え後の検証、異常発生時の原因追跡、定期的な総合検査のような場面に適しています。
- 抜取検査
-
抜取検査とは、あらかじめ設定された重要測定項目のみを対象として測定および判定を行うことを指します。抜取検査は量産工程における高頻度な工程監視に適しており、重要品質特性を管理しながら、1ワーク当たりの検査時間を短縮できます。
測定プロジェクト設定
- 繰返し精度テスト
-
繰返し精度テストとは、同一条件下で同一の測定対象に対して複数回測定を行い、測定結果のばらつきや一貫性を評価する試験を指します。
- 静的繰返し精度テスト
-
静的繰返し精度テストでは、ワークを治具で固定した状態で、ロボットがカメラを搭載して対象特徴の測定位置まで移動します。このときロボットは静止したままとなり、カメラが同一位置で複数回撮影を行います。例えば、1つのワークに5つの特徴があり、そのワークに対して静的繰返し精度テストを実施する場合の手順は以下のとおりです。
-
ワーク固定:治具を使用してワークを固定します。
-
ロボット移動:ロボットを特徴1の測定位置まで移動します。
-
画像取得:カメラで特徴1を20回撮影し、特徴1のテストを完了します。
-
手順2~3を繰り返す:残り4つの特徴について同様のテストを実施します。これで当該ワークの静的繰返し精度テストは完了です。
-
- 半動的繰り返し精度テスト
-
半動的繰返し精度テストでは、ワークを治具で固定した状態で、ロボットがカメラを搭載して各特徴の測定位置へ順次移動しながら撮影を行います。1回の撮影サイクルが完了した後、同じ動作を繰り返して残りのサイクルを実施します。例えば、1つのワークに5つの特徴がある場合、手順は以下のとおりです。
-
ワーク固定:治具を使用してワークを固定します。
-
1回目サイクルの撮影:ロボットが特徴1→特徴2→特徴3→特徴4→特徴5の順に移動し、1回目サイクルの撮影を行います。
-
繰り返し実施:手順2を繰り返し、残り19サイクルの撮影を行います。これで当該ワークの半動的繰返し精度テストは完了です。
-
- 動的繰返し精度テスト
-
動的繰返し精度テストは、基本的な流れは半動的繰返し精度テストと同じですが、各サイクルごとにワークを再装着する点が異なります。ワークを固定した後、ロボットがカメラを搭載して各特徴の測定位置へ順次移動し、撮影を行います。例えば、1つのワークに5つの特徴がある場合、手順は以下のとおりです。
-
ワーク固定:治具を使用してワークを固定します。
-
1回目サイクルの撮影:ロボットが特徴1→特徴2→特徴3→特徴4→特徴5の順に移動し、1回目サイクルの撮影を行います。
-
再装着:ワークを治具へ再装着します。
-
繰り返し実施:手順2~3を繰り返し、残り19サイクルの撮影を行います。これで当該ワークの動的繰返し精度テストは完了です。
-
- 精度
-
精度とは、測定結果が真値にどの程度近いか、あるいは測定誤差がどの程度小さいかを表す指標です。
- 範囲
-
範囲とは、統計学においてデータセットの最大値と最小値の差を表す指標です。データのばらつきの大きさを評価するために用いられます。
- 3D
-
繰返し精度テスト結果画面の 3D タブでは、特徴点の3次元座標が測定回数に応じてどのように変化するかを表示します。
-
特徴点 とは、その特徴を代表する点を指します。例えば、円特徴の場合、特徴点は円の中心点です。
-
3D座標 とは、ある点の位置を三次元座標系上で表した座標値を指します。
-
3D タブにおける 3D とは、各測定で得られた特徴点位置と、初回測定で得られた特徴点位置との間の三次元距離を指します。
-
- プログラマブルロジックコントローラ(PLC)
-
PLC(Programmable Logic Controller:プログラマブルロジックコントローラ)とは、機械設備や電気設備の制御を行うためのプログラム可能な制御装置です。主に産業分野で広く利用されています。
- 上位システム
-
上位システム(Host Computer)とは、産業制御システムにおいて、PLCやロボットなどの下位機器を監視、管理、および制御するためのコンピュータを指します。
- ロボット側
-
ロボットとは、プログラムに従って自律的に動作し、移動、操作、位置決めなどの作業を実行できる機械装置を指します。
ロボットセルは、ロボット本体、コントローラおよびティーチペンダントで構成されています。
高度な自動化が求められる産業用途では、ロボットの運動や操作を制御するために PLC を使用する場合があります。
本マニュアルでは、ロボット、PLC、上位システムは総称して「ロボット側」と呼びます。
- 相関性
-
相関性とは、異なる2台の測定装置が、同一ワークの同一寸法を測定した際の結果の一致度を指します。
- 相関分析および補正
-
相関分析および補正とは、異なる2台の測定装置による測定結果の相関性を分析し、その結果に基づいて一方の測定結果を補正することで、測定の信頼性を向上させる手法です。
- 温度ドリフト
-
温度ドリフトとは、温度変化に伴って測定値が変動する現象を指します。インライン測定においては、カメラ、ロボット、治具、あるいは周囲環境の温度変化によって発生し、時間の経過とともに測定の安定性および精度へ影響を与える場合があります。
- 温度ドリフトロッド
-
温度ドリフトロッドとは、インライン測定セル内に固定設置された基準ロッドを指します。このロッドには複数のキャリブレーションボールが取り付けられています。ロボットベースとの相対位置関係が一定であるため、温度ドリフト補正の基準対象として利用されます。
- 温度ドリフト補正ソリューション
-
温度ドリフト補正ソリューションとは、ロボットベースが固定されていることを前提として、固定設置された温度ドリフトロッド上のキャリブレーションボールを定期的に測定し、キャリブレーションボールとロボットとの不変な相対位置関係を利用して温度ドリフト補正モデルを継続的に更新する手法です。更新された補正モデルに基づいて、ロボットリンク長や関節角度オフセットなどのシステムパラメータを補正し、ワーク各測定点の測定結果に対してリアルタイム補正を行います。
- 三次元測定機
-
三次元測定機(Coordinate Measuring Machine:CMM)とは、代表的な座標測定装置の一つです。測定テーブルを基準として機械座標系を構築し、ワーク表面上の測定点座標を取得して空間座標系へ投影することで、ワークの三次元モデルを構築します。
- CMM測定レポート
-
CMM測定レポートとは、三次元測定機によって出力される測定結果レポートを指します。一般的に測定対象ワーク情報、測定項目、公称値、実測値、偏差、判定結果が含まれます。相関分析においては、CMM測定レポートは比較基準として利用され、インライン測定結果との一致性評価に用いられます。
- シーケンス
-
本ソフトウェアにおいて、シーケンスとは特定の測定イベントに紐付けられた一連の動作を指します。対応する測定イベントが発生すると、システムはシーケンス内の動作を登録順に実行します。
- 測定イベント
-
測定イベントとは、シーケンス実行のトリガとなるタイミングを指します。例えば、ワーク測定開始後、ワーク測定終了後 のタイミングが測定イベントに該当します。
- 通信
-
ロボットと Mech-Metrics の通信では、まずロボットと Mech-MSR が接続され、その後 Mech-MSRと Mech-Metrics が接続されます。これらの接続が確立された後、各システム間でデータ通信が行われます。

測定データ分析
- 測定履歴
-
測定履歴とは、本ソフトウェアの履歴データベースに保存された測定記録を指します。
- パレート図
-
パレート図とは、棒グラフと折れ線グラフを組み合わせた統計分析チャートです。棒グラフは各項目の発生頻度や数値を大きい順に表示し、折れ線グラフは累積割合を示します。パレート図は、各問題や要因が全体に与える影響度を可視化し、最も重要な問題を特定するために使用されます。
- トレンドチャート
-
トレンドチャートは、各測定特徴の測定データが測定回数の増加に伴ってどのように変化するかを折れ線グラフで表示します。これにより、測定値の変動や推移を直感的に把握できます。
- SPC
-
SPC(Statistical Process Control:統計的工程管理)とは、統計的手法を用いて生産工程の各段階を監視し、製品品質の維持および向上を図る手法です。
- 上側規格限界
-
上側規格限界(Upper Specification Limit、USL)とは、許容される寸法の上限値を指します。一般的には、公称値に上側公差を加えた値です。例えば、ある特徴の公称長さが5 mm、公差が±1 mmの場合、上側規格限界は6 mmとなります。
- 下側規格限界
-
下側規格限界(Lower Specification Limit、LSL)とは、許容される寸法の下限値を指します。一般的には、公称値に下側公差を加えた値です。例えば、ある特徴の公称長さが5 mm、公差が±1 mmの場合、下側規格限界は4 mmとなります。
- 3σルール
-
σ(シグマ)とは標準偏差を表します。3σルール(スリーシグマルール)とは、統計学において異常値を判定するための代表的な手法です。データが正規分布に従うと仮定した場合、平均値から±3σを超えるデータは異常値とみなし、データセットから除外する対象となります。3σ管理限界は、データが平均値±3σの範囲内に存在するかどうかを確認するために使用されます。
- 中心線
-
中心線(Central Line:CL)とは、データの平均値(
 )によって構成される基準線です。
)によって構成される基準線です。 - 上側管理限界
-
上側管理限界(Upper Control Limit:UCL)とは、平均値に3σを加えた値です。
- 下側管理限界
-
下側管理限界(Lower Control Limit:LCL)とは、平均値から3σを引いた値です。
- 管理図
-
管理図(Control Chart)とは、工程が管理状態にあるかどうかを分析・判断するために使用される、管理限界線を持つグラフです。管理図は正規分布における3σルールを理論的根拠としており、「中心線(CL):平均値(
)、上側管理限界(UCL):平均値+3σ、下側管理限界(LCL):平均値-3σ」によって構成されます。これらの指標を用いて、工程に異常が発生していないかを判断します。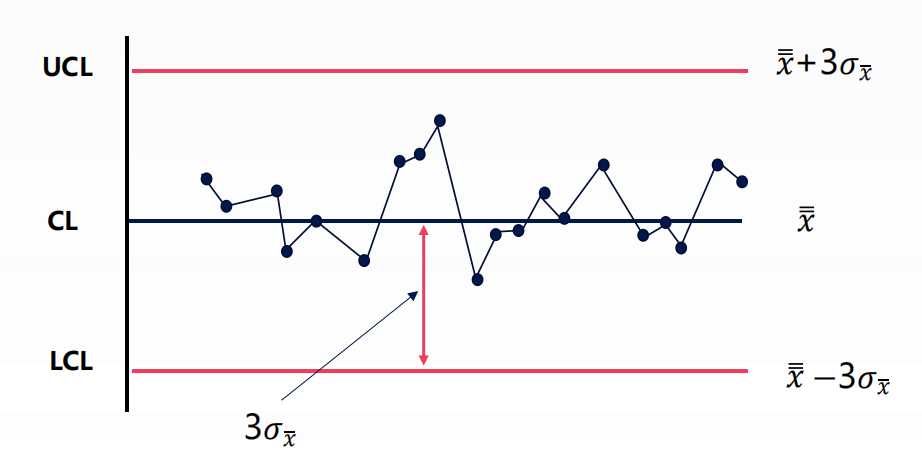
- 工程性能指数(Pp)
-
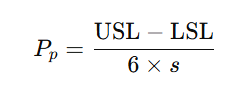
工程性能指数(Process Performance:Pp)とは、工程の実際の性能が規格要求を満たしているかを評価するための指標です。Ppの計算式は以下の通りです。ここで、s はサンプル標準偏差を表します。
- 工程性能指数(Ppk)
-
工程性能指数(Process Performance Index:Ppk)とは、工程の実際の性能が規格要求を満たしているかを評価するための指標です。Ppとは異なり、Ppkは工程平均値の偏りも考慮します。Ppkの計算式は以下の通りです。ここで、
はサンプル平均値、s はサンプル標準偏差を表します。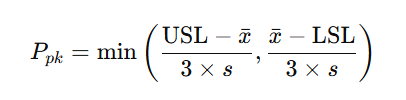
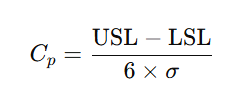
- 工程能力指数(Cp)
-
工程能力指数(Process Capability:Cp)とは、工程能力が規格要求を満たしているかを評価するための指標です。Cpの計算式は以下の通りです。ここで、σ は全体標準偏差を表します。
- 工程能力指数(Cpk)
-
中心工程能力指数(Process Capability Index:Cpk)とは、工程能力が規格要求を満たしているかを評価するための指標です。Cpとは異なり、Cpkは工程平均値の偏りも考慮します。Cpkの計算式は以下の通りです。ここで、
は全体平均値を、σ は全体標準偏差を表します。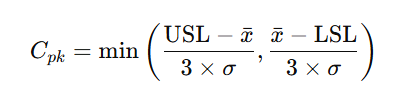
- 測定レポート
-
測定レポートとは、ワークの測定結果を集計、分析、および可視化した正式な文書です。レポートには通常、測定対象情報、測定項目、測定データ、偏差分析、公差判定結果、統計分析結果の内容が含まれます。Mech-Metrics では、PDF形式および表形式の測定レポートをカスタマイズして出力できます。これにより、アーカイブ、共有、およびデータ処理など、さまざまな運用ニーズに対応できます。測定レポートは、品質トレーサビリティ、工程管理、品質分析のような場面で広く活用されます。
Mech-Metrics ソフトウェアライセンス
- Sentinel LDK
-
Sentinel LDK は、ソフトウェアライセンスおよび利用権限を効率的に管理するための包括的なソフトウェア開発キット(SDK)です。
- ソフトウェアライセンス装置
-
ソフトウェアライセンス装置は、USB 形式で、プロダクトキーによる異なるソフトウェアのライセンス書き込みができます。この装置は、過去バージョンのソフトウェアに対応するドングルに類似しています。
- ソフトウェアライセンスコード
-
ソフトウェアライセンスコードは、仮想形式のライセンス方式で、プロダクトキーによる異なるソフトウェアのライセンス書き込みができます。
- 永久ライセンス
-
永久ライセンスとは、有効期限の制限なく継続して使用できるライセンスです。
- 一時ライセンス
-
一時ライセンスとは、明確な有効期限が設定されたライセンスです。有効期限を延長する場合は、ライセンスの更新が必要です。
- プロダクトキー
-
プロダクトキーとは、ライセンスをアクティベートして、その機能の一部または全部を有効化するために使用されるコードを指します。
- ライセンスのアクティベート
-
ライセンスのアクティベートとは、プロダクトキーを使用して、未認証のIPCに新しいソフトウェアライセンスを付与し、新しいソフトウェア使用権を有効化することを指します。
- ライセンス更新
-
ライセンス更新とは、ソフトウェアの使用ライセンスを更新して、有効期限を延長したり、使用するソフトウェアを変更したりすることを指します。
- フィンガープリントファイル
-
フィンガープリントファイルとは、V2C または V2CP ファイルを生成するためのファイルであり、IPC に関する情報が含まれています。
- C2V
-
C2V は Customer to Vendor の略称です。C2V ファイルは、V2C または V2CP ファイルを生成するためのファイルであり、ソフトウェアライセンス装置に関する情報が含まれています。
- V2C
-
V2C は Vendor to Customer の略称です。V2C ファイルは、オフラインでライセンスを更新するためのファイルであり、ユーザーのライセンスに関する情報が含まれています。
- V2CP
-
V2CP は Vendor to Customer Package の略称です。V2CP ファイルは、複数の V2C ファイルを含むファイルパッケージを指します。
略語
ここでは、本マニュアルで使用されている略語をまとめています。検索や参照の際にご利用ください。各略語の詳細な説明については、該当する用語説明 をご参照ください。以下では詳細な説明は省略します。
- CAD
-
Computer-Aided Design
- CL
-
Central Line
- CMM
-
Coordinate Measuring Machine
- Cp
-
Process Capability
- Cpk
-
Process Capability Index
- C2V
-
Customer to Vendor
- EIH
-
Eye in Hand
- ETH
-
Eye to Hand
- GD&T
-
Geometric Dimensioning and Tolerancing
- IPC
-
Industrial PC
- LCL
-
Lower Control Limit
- LSL
-
Lower Specification Limit
- PC
-
Personal Computer
- PLC
-
Programmable Logic Controller
- Pp
-
Process Performance
- ROI
-
Region of Interest
- Ppk
-
Process Performance Index
- RPS
-
Reference Point System
- SPC
-
Statistical Process Control
- UCL
-
Upper Control Limit
- USL
-
Upper Specification Limit
- V2C
-
Vendor to Customer
- V2CP
-
Vendor to Customer Package
- LDK
-
License Development Kit