Conception de la solution
Cette section présente la conception de la solution pour les petites pièces en tôle, y compris le flux de travail du système de vision, la combinaison logicielle, la sélection du modèle de caméra et le choix de la plaque de calibration.
Flux de travail du système de vision
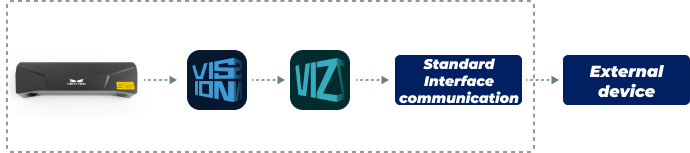
Le flux de travail du système de vision est illustré dans la figure ci-dessous.

Combinaison logicielle
Cette solution utilise Mech-Vision pour reconnaître les poses des petites pièces en tôle et Mech-Viz pour planifier la trajectoire de leur prélèvement.
Comme illustré ci-dessous, Mech-Viz planifie une trajectoire de prélèvement pour le robot en fonction de la pose et la renvoie à un dispositif externe (tel qu’un robot, un API, etc.) via la communication Standard Interface.
Sélectionner la caméra et déterminer la hauteur de montage
Compte tenu du champ de vision, de la précision et de la distance de travail de la caméra, il est recommandé d’utiliser la caméra 3D industrielle Mech-Eye PRO S-GL (ci-après dénommée caméra PRO S-GL) pour le chargement de petites pièces en tôle empilées aléatoirement. Cette caméra offre une grande précision, une vitesse élevée et une excellente résistance à la lumière ambiante. Pour des spécifications techniques détaillées de la caméra, veuillez consulter PRO S-GLSpécifications techniques. Si vous devez utiliser une caméra d’un autre modèle, veuillez utiliser le Sélecteur de caméras 3D pour choisir le modèle approprié.
Après avoir déterminé le modèle de caméra, veuillez utiliser le Sélecteur de caméras 3D pour déterminer la hauteur de montage de la caméra. Suivez les étapes ci-dessous :
-
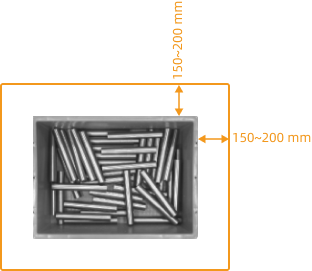
Déterminez les dimensions des objets de la couche supérieure et la hauteur maximale possible, puis renseignez Longueur, Largeur et Hauteur dans le panneau Dimensions de l’objet.
Pour compenser les écarts de position des objets entrants, une marge de 150–200 mm doit être laissée de chaque côté de la couche supérieure, comme indiqué ci-dessous. Autrement dit, les valeurs de longueur et de hauteur doivent être égales aux dimensions de la couche supérieure des objets plus la marge réservée illustrée dans la figure ci-dessous.
-
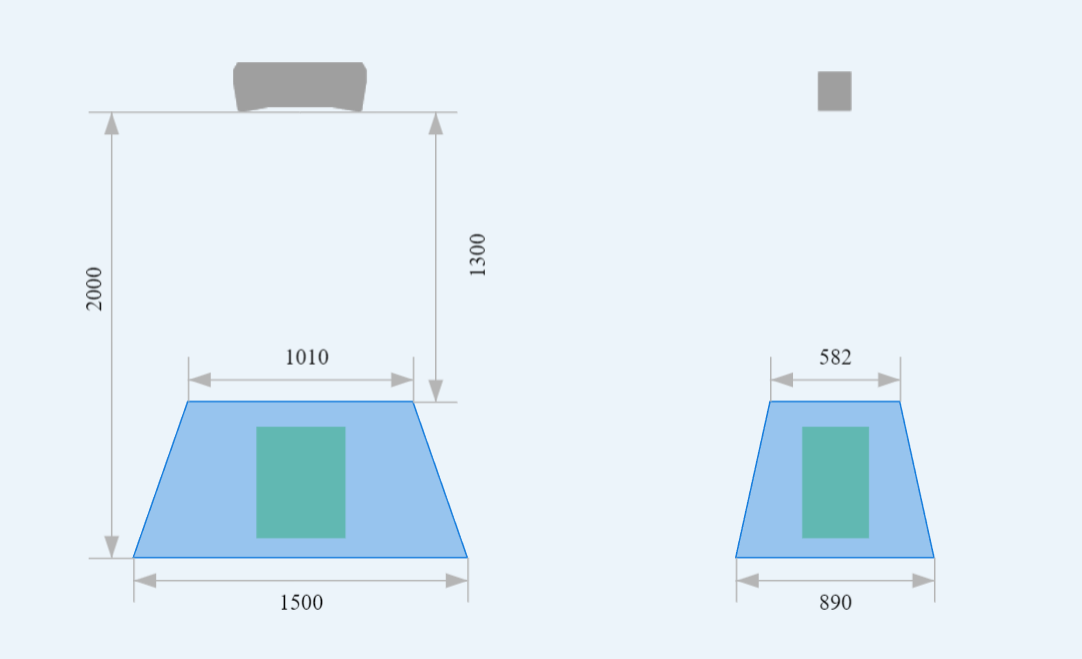
Activez l’interrupteur à droite de Distance de la caméra à l’objet et continuez à ajuster la valeur du paramètre jusqu’à ce que le carré à droite représentant l’objet soit au centre du champ de vision de la caméra et soit entièrement couvert, c’est-à-dire que le carré devienne vert.
-
Hauteur de montage = Distance de la caméra à l’objet + hauteur de l’objet
Pour garantir une bonne qualité de données, la distance entre la caméra et la couche supérieure de l’objet doit rester dans la distance de travail recommandée, à condition que les exigences du champ de vision (FOV) et de l’espace de travail du robot soient satisfaites.
Choisir la plaque de calibration
-
Lorsque la distance de travail de la caméra PRO S-GL est de 500–800 mm, le modèle de plaque de calibration recommandé est CGB-020.
-
Lorsque la distance de travail de la caméra PRO S-GLcamera est de 800–1000 mm, le modèle de plaque de calibration recommandé est CGB-035.
Sélectionner le modèle d’IPC
L’IPC recommandé est Mech-Mind IPC STD, adapté aux scénarios de dépalettisation et de chargement standard.
Sélectionner le modèle de robot
Pour prélever de petites pièces en tôle, il convient de sélectionner un robot six axes de faible charge utile et de haute précision en fonction de la portée de prélèvement et des exigences de précision. Le robot FANUC_LR_MATE_200ID est utilisé comme exemple dans cette solution.
Pour les robots d’autres marques, veuillez consulter Sélection du modèle de robot.
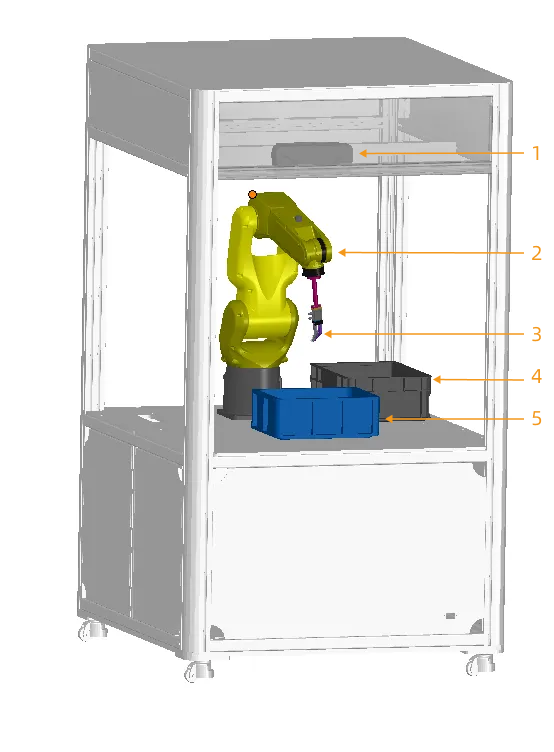
Conception de l’agencement du poste de travail
L’agencement du poste de travail sur site est illustré dans la figure ci-dessous. La caméra PRO S-GL est montée à 1 mètre directement au-dessus du bac. Après la capture des images, la caméra peut acquérir les nuages de points du bac et de tous les objets cibles qu’il contient. Les éléments de la figure sont : 1-caméra PRO S-GL ; 2-robot ; 3-outil du robot ; 4-bac de chargement ; 5-bac d’alimentation.
Conception de l’outil du robot
Cette solution utilise différents types de préhenseurs pour effectuer des tests de prélèvement, et les résultats sont les suivants :
-
Préhenseur à ventouse unique : le taux de vidage du bac est de 95%.
-
Préhenseur à doigt unique : Les pièces en tôle sont placées horizontalement, et le prélèvement peut entraîner des collisions entre le préhenseur et le bac ou d’autres objets cibles. Par conséquent, le préhenseur à doigt ne peut pas prélever des pièces en tôle placées horizontalement, et le taux de vidage du bac n’est que de 15%.
-
Combinaison préhenseur à griffes et ventouse : le taux de vidage du bac est de 99%.
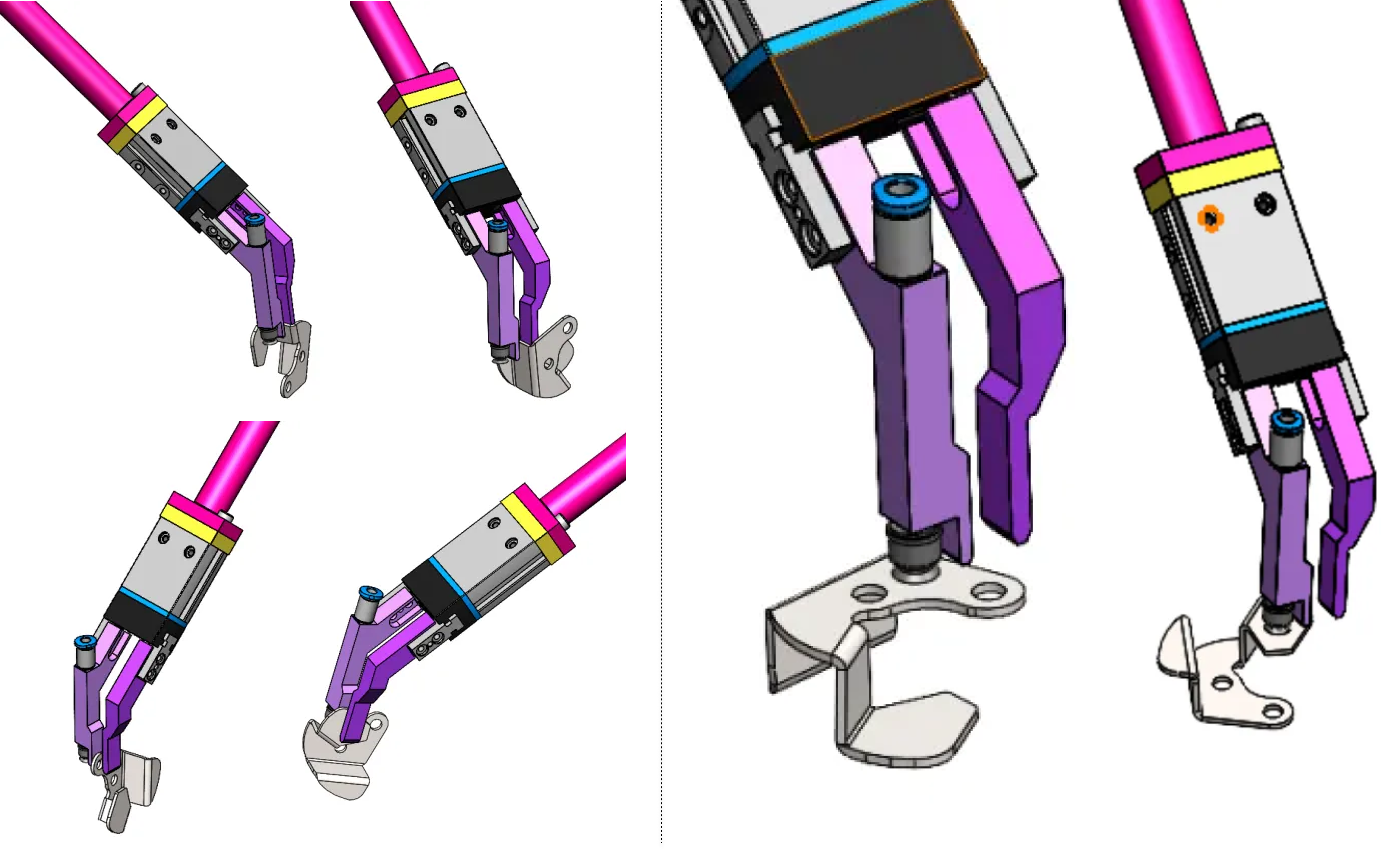
En conclusion, afin de garantir le taux de vidage du bac le plus élevé, une combinaison préhenseur à griffes et ventouse est utilisée dans cette solution, dont la conception est illustrée dans la figure ci-dessous.
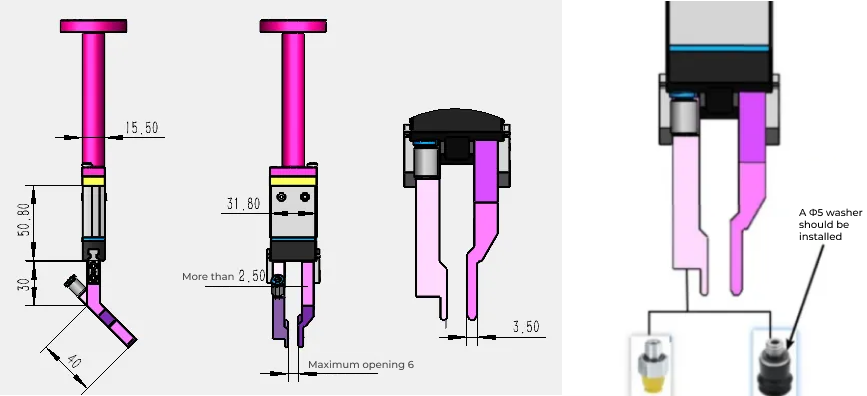
Le schéma de prélèvement de la petite pièce en tôle à l’aide de la combinaison préhenseur à griffes et ventouse est présenté dans la figure ci-dessous.